炭黑尾气锅炉SCR 脱硝改造小结
2023-09-05 04:43闫瑞东张红艳
山西化工 2023年8期
闫瑞东,刘 剑,张红艳
(山西焦化集团公司炭黑厂,山西 洪洞 041606)
1 工艺简介
山西焦化集团炭黑厂尾气锅炉由武汉天元制造厂制造,WCG-45/3.82 Q2 型燃气蒸汽锅炉为“n”型布置,双锅筒横置式水管结构,炉膛四周配备循环风管线,炉头配备两台低氮燃烧器,将排气风机入口前的废气抽取一小部分送至炉膛四周和低氮燃烧器进行脱硝处置。改造思路主要是在锅炉水平烟道立式过热器后留出脱硝反应器进、出口烟道位置,并在此处留有外置式SCR 反应器,通过氨水喷氨降低氮氧化物,SCR 反应器设有蜂窝式Vi2O5催化剂,脱硝后的废气再进入尾部竖井,流经二级空预器、省煤器、一级空预器、排气风机,最终送入脱硫塔脱硫除尘后排入大气。
2 炭黑尾气特性及SCR 脱硝反应机理
炭黑三条生产线产生的尾气送至尾气锅炉产蒸汽使用,尾气热值较低,含氮成份高。尾气主要成分及热值见表1。
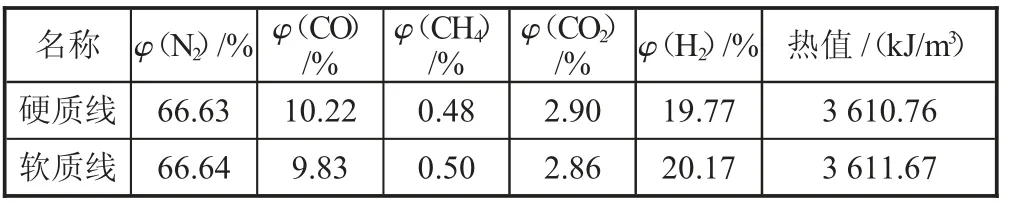
表1 尾气主要成分及热值[1-2]
SCR 中高温脱硝主要是将锅炉炉膛燃烧后的废气温度控制在320~350 ℃进入脱硝反应器,通过喷氨降低氮氧化物含量,氨水质量分数为20%。
反应方程式见式(1)~式(3):
反应机理图见图1。
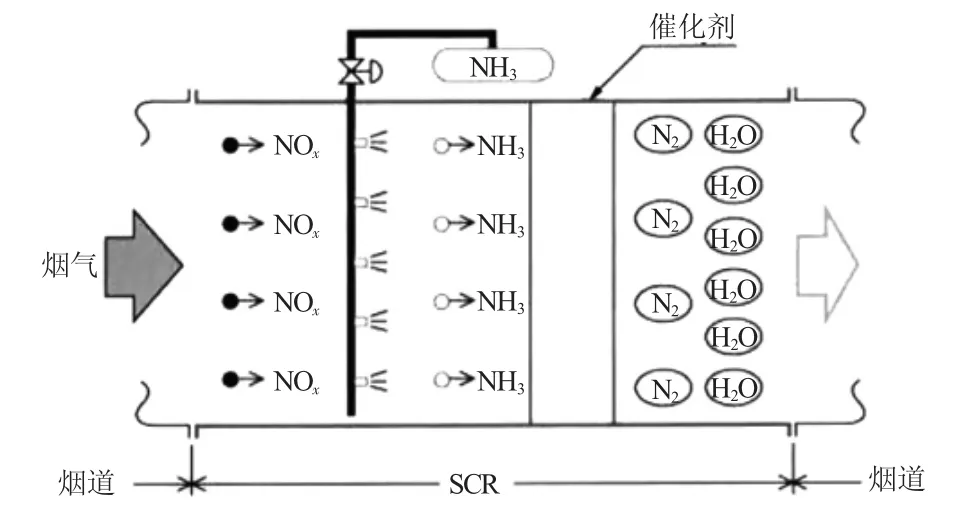
图1 反应机理图
3 工艺运行情况
3.1 改造前、后工艺参数比对
通过表2 数据可知,锅炉系统改造后,炉膛氧含量降低,在氨水使用量减少时,氮氧化物指标可以得到有效控制。但长时间使用氨水,会缩短生产系统运行周期[3]。

表2 改造前后工艺参考
3.2 改造后锅炉系统运行工艺参数(见表3)

表3 锅炉系统改造后运行参数
通过对表3 数据分析可知,炉膛负压和一级空预器入口负压下降,氨水用量降低,排烟温度降低,可判断一级空预器入口列管堵塞。
4 工艺系统改造后运行中存在的问题
4.1 运行中发现的问题
生产系统运行初期,为了更好地脱硝,操作人员喷氨水量较大,导致生产系统运行周期缩短至一个月,通过检修发现一级空预器列管堵塞、省煤器列管腐蚀泄漏问题严重。
4.2 生产运行情况分析及空预器堵塞情况
工艺运行DCS 图(图2)一级空预器堵塞情况省煤器列管间凝结成的块状物。

图2 工艺运行DCS 图
通过图3、图4 可以看出,工艺系统运行周期短,一级空预器列管堵塞。通过对堵塞物进行化验分析,得出结论为pH 值小于2,硫酸根的质量分数达51%,同时经与炭黑同行业沟通,得出结论为该堵塞物为硫酸铵和硫酸氢铵,硫酸铵属于强酸,在200 ℃以上分解;硫酸氢氨属于弱酸,为NH3与SO3反应生成的高黏度物质,与锅炉飞灰混合后,在150~200 ℃极易吸附并黏结在空预器列管上造成堵塞。

图3 一级空预器堵塞情况
5 采取相关措施
通过相关资料[4-5]查询和同行业进行深入交流,为确保生产系统正常运行,采取以下措施:
通过减少喷氨量和控制锅炉炉膛负压进行氮氧化物的控制,原理为锅炉炉膛在不完全燃烧的情况下产生一氧化碳还原剂,而一氧化碳还原剂可以代替氨水进行脱硝。方程式见式(4):
定期对省煤器和一级空预器进行清理,周期为2 个月。
增加低氮循环效率,降低脱硝反应器入口氮氧化物质量浓度,控制在240~260 mg/m3;控制锅炉氧含量,可以有效调节SCR 反应器出口氮氧化物质量浓度在50 mg/m3。
6 注意事项
反应器布置在高含烟尘阶段,锅炉炉膛燃烧的尾气中含有灰尘、部分滤袋破损后的炭黑粉尘,颗粒物对催化剂冲蚀和沉积比较严重,会引起催化剂空隙堵塞现象,甚至会引起催化剂中毒,使催化剂活性降低,所以,必须定时开启吹灰器进行喷吹。
氨逃逸必须控制在3×10-6(质量分数),因为过量的氨气会与烟气中的SO3形成硫酸铵和硫酸氢铵,硫酸氢铵沉积温度在150~200 ℃,黏度较大,加剧了空预器列管的堵塞和腐蚀,影响生产系统的正常运行。
加强监控省煤器出口温度,一旦省煤器列管泄漏,温度会快速降低。
省煤器蛇形管相关图片见图5~图7。

图6 安装后的省煤器

图7 使用两个月后的省煤器
7 进一步设备改造设计
通过尾气锅炉脱硝改造运行情况来看,决定从以下几方面进行改造,便于炭黑生产系统长周期安全环保稳定运行。
1)空预器列管表面采用搪瓷表面设计,可以隔离腐蚀物与金属接触,其表面光滑,易于清洗;另一方面是搪瓷层稳定性好,耐磨损,使用寿命长。
2)在二级空预器出口至锅炉炉膛烟道上联结一根DN80 的热风管线,引至锅炉鼓风机入口,提高风量温度控制在100 ℃以上左右,抑制硫酸氢铵的形成。
3)优化工艺操作,将炉膛氧含量由原先的3%~5%控制在1%左右,遇系统波动或其他特殊情况,可以适当少量喷入氨水降低脱硝反应器出口氮氧化物。
4)加强SCR 反应器和一级空预器的定期吹灰,对易堵低温区(一级空预器)增设蒸汽喷吹装置,减缓管线堵塞风险。
5)控制循环风机风量,将循环风机风量与送风机风量进行比较,生产系统稳定时按比例进行供风,将脱硝反应器入口氮氧化物质量浓度控制在240 mg/m3。
6)将省煤器材质由20#碳钢变更为09crcusb 络铜锑钢,同时对省煤器列管间距进行拓宽,避免硫酸铵物质黏附在管壁上腐蚀管道。
猜你喜欢
中国刑警学院学报(2022年6期)2022-12-30
江西电力(2022年2期)2022-03-23
昆钢科技(2021年6期)2021-03-09
综合智慧能源(2019年6期)2019-07-10
中国特种设备安全(2018年11期)2019-01-08
电力安全技术(2018年11期)2018-12-19
设备管理与维修(2018年17期)2018-03-12
方圆(2017年8期)2017-05-04
电站辅机(2016年4期)2016-05-17
设备管理与维修(2016年7期)2016-04-23