铁路货车车厢标记自动化喷涂方案及系统研究
2023-09-20 06:37赵秀栩王志超唐红涛陈文兴赵安林
数字制造科学 2023年3期
赵秀栩,王志超,唐红涛,陈 成,陈文兴,赵安林
(1.武汉理工大学 机电工程学院,湖北 武汉 430070;2.中车长江运输设备集团有限公司科技开发分公司 工艺研究所,湖北 武汉 430200)
目前国内外铁路货车车车厢表面字符标识喷涂作业主要依靠人工手持喷枪和模板对其进行喷涂,对于超过1.6 m的字符标记均由两人以上作业或者采用升降机作业。铁路货车车型众多,每种车辆模板各不相同,导致车辆模板用量大、消耗量大;人工喷涂作业质量因人而异,有的喷涂字体排列不整齐不规范导致需要返工;作业过程中包含登高作业,存在较大的安全隐患;喷涂过程中操作人员近距离接触喷涂目标,油漆对人体呼吸道伤害较大,油漆工岗位上职业病患者较多。如何改善人工油漆喷涂作业环境,降低人工作业比例,提高铁路货车车体喷涂工艺水平和喷涂质量是中国中车各子公司广泛研究的课题[1]。史聪伟等[2]针对提取骨架特征对边界噪声敏感且易产生毛刺等问题,提出基于中轴变换的特征提取改进算法,笔者结合该算法提出中心线填充算法,进一步解决字符喷涂内容填充问题。张鹏等[3]针对曲面表面的喷涂问题,结合曲面拟合理论与喷枪建模方法,建立喷枪轨迹优化模型,提出一种满足大曲率组合曲面上喷枪轨迹首尾衔接的算法程序,但并未解决喷枪参数对字符轨迹影响的问题。Yang等[4]通过实验、数值模拟和现场测量,研究了喷枪口径和喷涂压力对喷枪雾化的整体影响,并测试了最佳整体雾化性能下的参数。Singh等[5]针对无定型固体分散体喷涂干燥问题,提出了新的喷涂干燥方法。
综上所述,针对铁路货车标记喷涂问题,国内外都进行过一定程度的探索,但并未能提出完整的解决方案。因此笔者提出采用协作机器人夹持改造后的油漆喷枪运用中心线填充方法进行轨迹运动来完成机器人工作范围内的字符标记喷涂方案,并结合自动导引车(automated guided vehicle,AGV)完成整车字符标记喷涂。结合Qt优越的跨平台性,笔者自行设计和实现了一套基于Qt的工业机器人控制系统。
1 设计输入
铁路货车车型众多,车体大小不一,笔者以敞车C80EH为例,介绍喷涂该类型车厢所要达到的设计输入标准。该车型典型字符标记内容标准如图1所示,永久性标志的外观应圆滑平整、字迹应清晰完整;字号、字符间距、字符厚度及字符位置误差等应满足产品图样的要求,且均满足TB/T1.1、TB/T1.2和TB/2345等国家标准要求。另外根据现有生产节拍,目标生产节拍应满足:喷涂效率要有所提高,喷涂时间要比原喷涂方式减少20%以上。还要保证操作人员减少1人,且不使用字符标记模板,最后是单车油漆消耗量要比现有消耗量减少20%以上。

图1 C80EH典型字符标记内容
2 喷涂系统的机械组成
喷涂系统主要由AGV小车、改进后的油漆喷枪、油漆供应系统、协作机器人及机器人控制柜、上位机和电源电池等部件组成,喷涂系统结构示意图如图2所示。AGV小车由激光反射板导航在平行于车厢方向沿着车厢侧面方向移动和定位;改造后的油漆喷枪是喷涂字符标记的关键部件,由自行设计的机器人末端夹具夹持进行字符标记喷涂;油漆供应系统由油漆供应器、压力罐、气压供应器、电磁阀以及油漆冲洗盒等组成;机器人要同时满足车厢顶部和底部的字符标记喷涂,AGV小车加上机器人高度不能满足此需求,需要通过增加底座高度来完成;上位机和电池电源等部件摆放在小车头部,便于工人操作和充电。

图2 喷涂系统结构示意图
2.1 改进油漆喷枪及供应系统
由于目前国内外没有成熟的直接用于喷涂字符标记的油漆喷枪,因此本方案重点在于研究基于发散性油漆喷枪和喷墨打印机的喷涂设备。现有的油漆喷枪有很多种类,按压缩空气的供给方式可分为内混式和外混式两种[6];按涂料的供给方式可分为重力式、虹吸式和压送式[7]。油漆喷枪主要是依靠涂料输送设备加压来进行的,涂料通过压力泵或隔膜泵压送出来,因此可以通过施加不同的压力调节涂料流量,运用压缩空气将涂料击成雾状,涂料均匀附着在被喷物体表面,形状不可控且易产生毛边,现有车厢字符喷涂正是依赖油漆喷枪与模板完成。喷墨打印机的油墨在油墨泵的带动下在内部管道形成墨流回路,在墨路导向阀门的控制下经过供墨管道对喷头施加压力,使得油墨能够从喷嘴喷射出来最终形成墨线[8],其基本满足喷涂需求,然而油墨寿命一般为2~3年,无法满足铁路货车在恶劣环境下8~10年的寿命要求。结合两者优点设计出仿油墨喷头的油漆喷枪,其结构如图3所示,其工作原理是有一定压力的压缩空气从喷嘴的环形孔喷出时在喷嘴前形成负压,油漆涂料在气压的作用下通过中心孔道被抽出,涂料与压缩空气汇合后分散成细小的涂料颗粒,最后经过前端喷嘴重新汇聚成束状粒子附着在被喷物体表面,形成整齐的线条,其喷涂效果如图4所示,喷涂宽度调节范围为3~25 mm,基本可以满足字符标记喷涂。

图3 喷枪结构爆炸图

图4 喷涂效果图
油漆供应系统在经过长时间工作后油漆喷枪内难免会产生堵塞,或者一段时间不工作喷枪内也会由于油漆凝固而堵塞喷头,因此给该喷枪配备一个油漆冲洗装置是必不可少的。该油漆冲洗盒带有清洗液、空气出口、冲洗软管和头部空气连接器,系统由24 V直流电磁阀控制。
2.2 激光导航AGV小车
AGV小车作为承载整个系统重量的部分,且负责整个喷涂设备沿车厢侧面方向移动和定位。AGV小车有多种导航方式,常见的主要是电磁导航、激光导航和视觉导航等。激光反射板导航是指在AGV小车行驶的路径周围安装激光反射板,AGV小车发射并接收所反射的激光束,根据检测到的反射板的精确位置,计算AGV当前的位置和航向从而实现导航[9]。由于这种导航方式稳定可靠,比较容易改变或扩充路径,定位精度也较高,又无需在地面安装其他定位设施,因此非常适合在货车车厢标记喷涂中使用。每节待喷车厢由定位装置固定在同一位置,车厢待喷区域侧面对应位置会有相应的激光反射板,每个区域会有对应标定的数字。小车在行驶过程中通过激光雷达连续不断的发送激光脉冲,激光雷达通过识别扫描范围内的物体表面反射率来识别激光反射板的位置信息,再通过最少3个反射板的位置计算出激光雷达所在的AGV的位置和姿态信息。该方法位置定位偏差为±10 mm,如图5所示。当AGV到达指定区域后停止,小车定位产生的偏差使得字符位置偏差在±10 mm,满足国家标准要求。完成单节车厢喷涂作业后随即回到初始位置等待下一次喷涂。
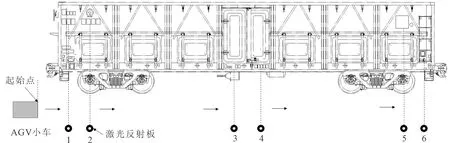
图5 喷涂位置定位图
3 喷涂系统流程
在计算机应用系统中,字体格式主要分为点阵字体和矢量字体。矢量字库是通过数学方程来对每个字形进行描述,一个字形上分割出若干关键点[10],然后用平滑曲线将各关键点按一定顺序连接起来形成唯一的矢量字符,矢量字体的优势在于其随意放大和缩小也不会产生形变。现有矢量字库中的字母或数字是由字符轮廓上的各个关键节点连接而成,如何进行字符中间内容填充是字符喷涂的关键问题。
3.1 矢量字符的中心线填充
笔者提出一种基于中轴变换(medial axis transformation,MAT)的中心线填充方法,在现有矢量字符库的基础上,根据字符对象不同,中轴变换方法可分为两个部分:一种是等距自相交的中轴线生成方法,可用于等宽的数字、字母和图形的内容填充;另一种是多边形的中轴变换,可以用于汉字轮廓这种像多边形一样的细长结构,同理可以将多边形中轴变换方法运用到汉字轮廓的骨架化中,为后续汉字字符填充提供依据。
针对数字类的等距自相交字符,按照方法生成等距自相交中轴线,再将中轴线作为基准,将字符轮廓往内部偏移一定距离,该距离应满足喷涂直径略大于中轴线与轮廓间距,然后生成新的关键点和平滑曲线组成的轨迹,最后将新生成的轨迹关键点存入数据库中,轨迹生成方法如图6所示。各个字号大小字符对应喷涂线条宽度不同,因而偏移距离不同,最终生成的字符轨迹关键点也不相同。在完成每个字符各字号的轨迹生成后,将轨迹点坐标以“字号_字符内容”为表名存入MySQL数据库中,通过自主编写的轨迹点读取算法将生成的字符轨迹关键点转化为机器人能够读取的坐标点。确定好喷头末端到机器手末端相对位置,通过自主编写的修正算法将机器手末端运动轨迹转化为喷头末端运动轨迹。

图6 中心线轨迹生成过程
针对汉字字符可运用多边形的中轴变换将字符轮廓骨架化,即将汉字看作多边形划分成有限个三角形,通过求取划分后三角形的内心从而得到骨架线。由于汉字本身结构复杂,如果使用传统三角剖分规则来划分会很复杂,因此笔者将转求汉字线段的最小内切圆,找到其内心,从而得到骨架线。后续中心线轨迹生成方法与上文相同。
3.2 喷涂流程及软件设计
本文方案的喷涂流程如图7所示。当AGV小车定位到对应喷涂区域后,登录系统主界面点击登录即可进行该区域字符喷涂区域选择界面,然后选择待喷涂字符区域,为机器人调整到对应姿态做准备;接下来按照字符轨迹命名“字号_字符内容”的方式查找字符,根据机器人工作范围大小可以同时喷涂同区域多个字符,大大简化工作流程;最后是喷涂控制界面,点击连接机器人后上位机与机器人正式建立通信,点击机器人复位恢复到机器人初始位姿,然后点击开始喷涂机器人便会按照数据库中存储的轨迹进行字符喷涂。
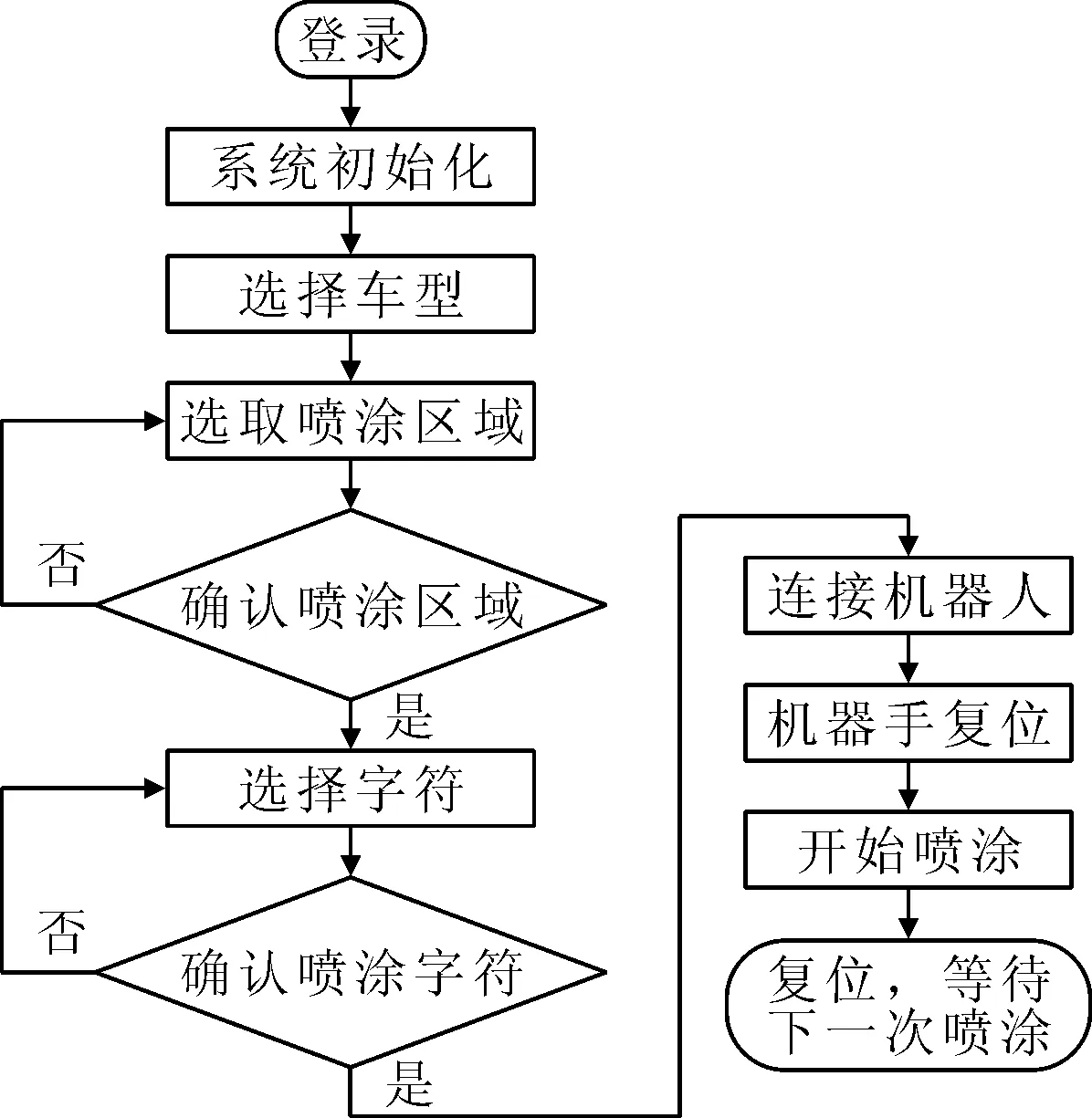
图7 喷涂系统流程图
(1)登录界面。该界面主要用于操作人员信息验证。操作人员验证通过拥有不同的操作权限,分别为操作人员权限和管理人员权限,操作人员权限只能进行喷涂字符操作,而管理人员则有权限对数据库中的轨迹进行修改。
(2)喷涂区域选择界面。该界面可实时查看所有车型的固定字符标记区域和可变字符标记区域,操作人员通过下拉菜单选择相应车型和对应喷涂区域。
(3)字符选择界面。该界面通过字符属性对所有可变字符标记区域的字符进行选择,而固定字符区域的字符在车型一经选择后便不会改变。
(4)喷涂控制界面。该界面通过按钮完成喷涂作业的所有要求,界面上方输出相应操作信息栏,实时显示命令是否执行成功,喷涂过程中如果发生故障或错误,也会第一时间在该信息栏中输出相应故障原因。
(5)喷涂过程仿真界面。该界面通过虚拟机中的机器人模拟运动,实时观察实际喷涂过程中的机器人末端运动轨迹,并且可以实时观察机器人各关节的位姿变化。
3.3 喷涂效果仿真
由于可变字符区域字符内容只有数字和字号在变化,将某节货车车厢的所有固定字符标记喷涂时间经过仿真测算,如图8所示,再将所有可变字符喷涂时间经过仿真测算后计算平均值。将所有字符轨迹运动时间经过实验室测试3次,如图9所示,取实际时间平均值。经过对比实际与仿真误差不超过5%,符合本项目预期目标,计算平均喷涂总时间,如表1所示。

表1 某节车厢字符标记喷涂时间表

图8 喷涂仿真图
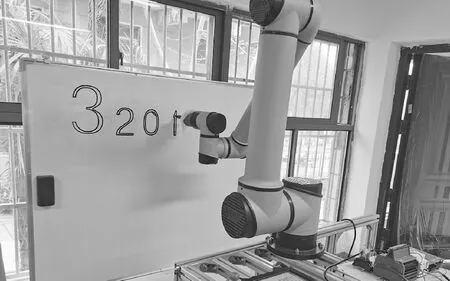
图9 实验测试图
从表1可知,车厢字符标记喷涂总时间为950.71 s,即15.85 min,算上小车移动时间约为5 min,以及喷涂过程中不同字符之间移动时间约为5 min,总计用时约为25.85 min。而未使用本系统的人工喷涂时间约为每节车厢40 min,由此可知本系统可以有效减少35.38%的喷涂时间,提高喷涂效率超过20%,达到设计目标。
4 结论
针对传统的铁路货车车厢标记字符喷涂工艺中存在的问题,提出以电动牵引车为承载和定位工具,使用工业机器人夹持改进后的特殊油漆喷枪完成对特殊型号铁路货车车厢标记字符进行喷涂作业的方案。经过实验可知,使用该系统可有效减少油漆在模板上的使用,避免模板耗材浪费,喷涂线条清晰。经过测算后的单节车厢喷涂时间比人工模板喷涂时间降低了35.38%,实验条件下可以满足本项目设计要求,证明了本方案的可行性,为铁路货车车厢标记自动化喷涂提供了全新的解决办法。
猜你喜欢
电脑爱好者(2022年15期)2022-05-30
能源工程(2021年1期)2021-04-13
小学生学习指导(低年级)(2019年12期)2019-12-04
电子制作(2019年19期)2019-11-23
决策探索(2019年17期)2019-09-20
水上消防(2019年3期)2019-08-20
少儿美术(快乐历史地理)(2018年7期)2018-11-16
酒·饮料技术装备(2018年1期)2018-04-28
中国有色冶金(2018年1期)2018-02-01
汽车维护与修理(2015年1期)2015-02-28