
马氏体含量对合金化热镀锌双相钢电阻点焊接头组织与性能的影响
2023-10-18 02:57王鹏博张永强蔡宁付参伊日贵鞠建斌陈炜煊余洋
精密成形工程 2023年10期
王鹏博,张永强,蔡宁,付参,伊日贵,鞠建斌,陈炜煊,余洋
马氏体含量对合金化热镀锌双相钢电阻点焊接头组织与性能的影响
王鹏博,张永强,蔡宁,付参,伊日贵,鞠建斌,陈炜煊,余洋
(首钢集团有限公司技术研究院用户技术研究所,北京 100043)
研究在双相钢电阻电焊过程中马氏体含量对点焊接头组织、性能的影响规律。使用电阻点焊机对DP780、DP980、DP1180 3种马氏体含量不同的锌铁合金化热镀锌双相钢进行焊接,利用欧姆表、光学显微镜、扫描电镜、拉伸机和显微硬度计等设备,对基板的电阻率、工艺窗口、接头力学性能、焊点断裂模式、金相组织进行表征。在AWS D8.9M-2012焊接标准体系下,DP780、DP980、DP1180焊接电流窗口依次减小,DP780、DP980、DP1180 3种材料在最大焊接电流下的焊核直径基本一致;熔核区硬度呈增大趋势,DP780点焊接头软化不明显,DP980和DP1180的热影响区出现明显的软化现象,这主要是由母材热影响区中的马氏体回火造成的。DP780、DP980、DP1180的最大剪切力分别为23 062、27 317、28 183 N。DP780为拔核断裂模式,DP980和DP1180为部分拔核断裂模式。双相钢中马氏体含量的增加会使焊接电流窗口降低,整体向焊接电流减小的方向偏移,但是会提高上限电流的焊点承载强度。
马氏体含量;双相钢;电阻点焊;力学性能;回火
安全、环保、节能是当前汽车制造业发展的主题,汽车轻量化在解决燃油效率、CO2减排等问题过程中起着关键作用。作为具有广阔应用前景的轻量化材料,高强钢因具备强度高、成形性能好、防撞凹性能好、能量吸收率高等综合优势,被广泛应用于汽车制造领域[1-6]。
双相钢作为第一代先进高强钢的代表,是目前产量最高、应用最多的先进高强钢。双相钢由铁素体基体和岛状的马氏体硬质相组成,是一种强度高、韧性好、成形性能优良、加工硬化率高的先进高强钢,在汽车车身以及汽车零件如车轮、保险杠、悬挂系统、加强件等方面得到了广泛应用[7-14]。
电阻点焊具有成本低、焊接效率高、便于自动化管理等优点,是目前汽车制造的主要连接方式之一。据统计,每辆轿车车身焊点数量为4 000~5 000[15-17]。汽车的安全性一方面取决于汽车车身材料的强度,另一方面取决于材料接头的强度,就电阻点焊来说,即焊点的强度。由于高强钢硬度高、合金元素复杂,其焊接工艺参数范围和工艺窗口较窄,为了满足汽车的安全性和可靠性,研究高强钢尤其是双相高强钢的焊接工艺及焊点性能具有重要意义[18-20]。徐士航等[21]研究发现,当焊接规范相同时,DP590GA钢的点焊接头强度要比DP590钢的低10%~40%。周磊磊等[22]研究了热镀锌DP780电阻点焊性能,优化了焊接时间、焊接电流等参数。李龙等[23]研究了不同工艺参数对DP980电阻点焊接头性能的影响,并提供了最佳的点焊工艺参数。
钢板点焊工艺窗口是考察钢板焊接性能的重要指标。主机厂焊装车间设备多、功率大,电路容易发生波动,钢板点焊工艺窗口越大,焊接质量越稳定。主机厂焊装车间通常采用一把焊枪以单一焊接工艺参数焊接不同钢板组合。目前有关单一马氏体含量的双相钢电阻点焊工艺的研究较多,但是有关不同马氏体含量双相钢电阻点焊工艺性能的研究很少,因此本文以不同马氏体含量的合金化热镀锌双相钢为研究对象,进行电阻点焊试验,重点研究马氏体含量对双相钢的焊接电流窗口、接头显微组织、焊点力学性能等的影响,以期为先进高强钢的应用、汽车轻量化的选材和电阻点焊焊接工艺方案的制定提供数据。
1 试验
1.1 试样制备
试验材料为DP780、DP980、DP1180合金化热镀锌双相钢板,厚度为1.4 mm。钢板的主要化学成分和拉伸性能分别如表1和表2所示,双相钢的显微组织如图1所示,主要由浅色的铁素体和深色的马氏体组成,随着马氏体含量的提高,钢板强度不断提高,同时伸长率逐渐降低。
利用OBARA DB-220型固定式中频逆变点焊机进行焊接试验,并用Miyachi MM-370A型电阻焊监测仪对焊接参数进行监测。所用电极材料端面为铬锆铜,端面直径为8 mm。
表1 试验双相钢的主要化学成分

Tab.1 Main chemical composition of dual phase steel for test wt.%
表2 试验双相钢的拉伸性能及马氏体含量

Tab.2 Tensile properties and martensite content of dual phase steel for test

图1 试验双相钢的显微组织
1.2 方法
采用机械加工方式截取点焊接头最大横截面以制备金相试样,经镶嵌、研磨、抛光后,用体积分数为4%的硝酸酒精溶液进行腐蚀,使用Leica DMI5000M型光学显微镜观察焊点宏观形貌和微观组织。
采用Leica HXD-1000TM型显微硬度测试仪测定点焊接头母材、热影响区及熔核区的硬度,载荷为19.6 N,加载时间为10 s,硬度打点间距为400 μm。按照GB/T 228.1—2010进行剪切拉伸试验,试样尺寸如图2所示,拉剪试验在Zwick-Z50型拉伸试验机上进行,拉伸速度为5 mm/min,测定点焊接头的最大剪切强度。拉伸时为保证载荷方向与剪切面平行,分别在试样两端垫等厚的钢片,以保证受力均匀。采用日立SN3400型扫描电子显微镜观察断口形貌。

图2 剪切拉伸试样尺寸
在众多钢板点焊电流工艺窗口的影响因素中,电阻是对点焊形核影响最为显著的因素。测量电阻率所用试板尺寸为128 mm×38 mm,如图3所示,沿中心线用记号笔标记2个点,间距为70 mm,板宽方向的截面面积=(为钢板宽度),使用欧姆表测量两点间的电阻,单位为μΩ,样品电阻率的计算如式(1)所示。
式中:为电阻率,μΩ·cm;为总电阻,μΩ;为两点之间的距离,mm。

图3 电阻率测量示意图
2 结果与讨论
2.1 焊接电流窗口
按照AWS D8.9M—2012选取焊接工艺参数,如表3所示。不同试验钢的点焊电流工艺窗口如图4所示。虽然DP780、DP980、DP1180 3个牌号的钢板厚度相同,但是相同焊接工艺参数下的点焊电流工艺窗口明显不同。DP780钢在焊接时间为375、469、563 ms 时的焊接电流窗口分别为2.4、2.4、2.5 kA,DP980钢在焊接时间为375、469、563 ms时的焊接电流窗口分别为2.2、2.2、2.3 kA,DP1180在焊接时间为375、469、563 ms时的焊接电流窗口分别为2.1、2.1、2.2 kA。焊接电流窗口随钢中马氏体含量的增加而逐渐减小,同时,min和max随马氏体含量的增大而向电流减小的一侧偏移,当焊接时间增加50%,焊接电流窗口略有增大。
表3 焊接工艺参数

图4 不同试验钢的点焊电流工艺窗口
试验双相钢的电阻和电阻率如表4所示。可知,DP780、DP980、DP1180钢的电阻率分别为33.68、35.2、37.69 μΩ·cm。钢板的电阻和钢板的组织形态密切相关,铁素体组织的电阻率最小,珠光体的电阻率略大,马氏体组织的电阻率最大。因此,双相钢钢板电阻率随马氏体含量的增加而增大,DP1180钢中马氏体含量最高,其电阻率最大[24]。
2.2 焊接接头的形貌与显微组织
不同试验钢焊接接头的宏观形貌如图5所示。可以看到,焊接接头由熔核区、热影响区、母材区组成,DP780、DP980、DP1180钢接头的焊核直径相差不大,这是由于在板厚和电极直径相同的情况下,熔核外塑性环一样,当焊核生长速率超过塑性环扩展区域时就会产生飞溅。
为了获得良好的焊接表面并增强焊点的承载能力和能量吸收能力,压痕深度应低于钢厚度的30%。DP780、DP980、DP1180钢的接头压痕深度分别为0.30、0.28、0.27 mm,均小于钢厚度的30%,压痕深度随钢中马氏体含量的增加而降低。
DP780钢焊接接头的显微组织如图6所示。可以看到,DP780钢点焊接头熔核区为板条马氏体组织,且呈现明显的柱状晶形态。通电后在电阻热的作用下,点焊熔核区金属迅速熔化,当焊接过程结束后,熔融金属在电极压力和水冷的作用下形核,水冷的作用使熔核区金属的冷却速率远大于形成马氏体所需的临界冷却速率,因此,形成了板条状马氏体组织。焊接热影响区的显微组织由板条马氏体以及少量的铁素体组成。
表4 试验双相钢的电阻和电阻率
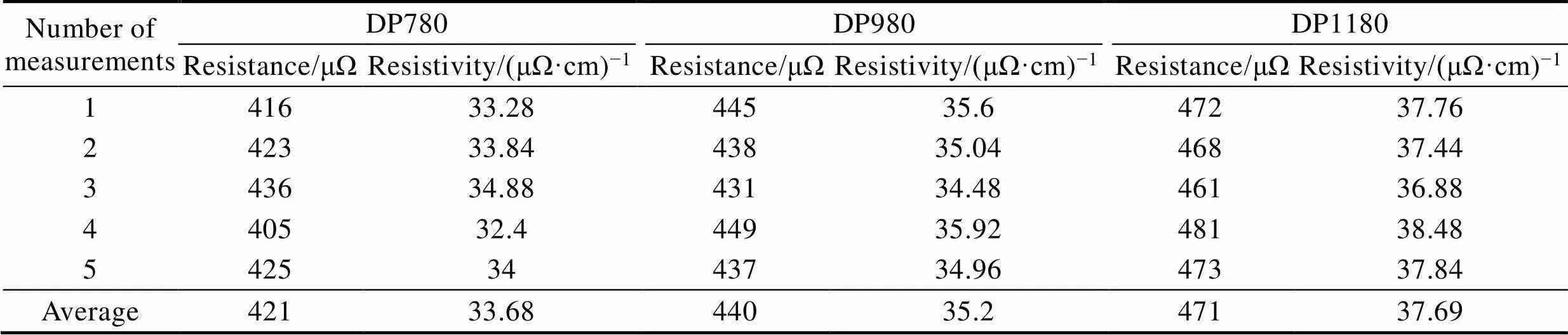
Tab.4 Resistance and resistivity of dual phase steel for test

图6 DP780钢焊接接头的显微组织
2.3 焊点显微硬度分布
DP780、DP980、DP1180钢的熔核区硬度分别为320HV0.2~360HV0.2、370HV0.2~400HV0.2、400HV0.2~ 430HV0.2。熔核区组织主要是粗大的马氏体,因此其硬度显著高于母材硬度。与母材区、熔核区相比,热影响区的硬度波动更大,DP780、DP980、DP1180钢的热影响区硬度分别为220HV0.2~360HV0.2、270HV0.2~410HV0.2、310HV0.2~430HV0.2。

图7 不同实验钢焊接接头的显微硬度分布
DP780热影响区的硬度最低点与母材硬度接近,热影响区不存在软化现象。DP980焊接热影响区软化点的硬度为母材硬度的91%,DP1180焊接热影响区软化点硬度为母材硬度的86%,DP980、DP1180焊接热影响区存在硬度值低于母材硬度的软化点,且软化程度随着马氏体含量的增加而增大。焊点软化区域的金相组织如图8所示。当钢板被加热到C1以下时,马氏体组织发生回火,分解形成铁素体,使显微硬度降低。在 DP780接头的热影响区也发生了回火,但是其马氏体比例和碳含量较低,因此其接头软化倾向不明显。而DP980和DP1180钢板中的马氏体比例和碳含量均较高,经历回火后,热影响区马氏体的体积分数低于母材的,软化倾向更加明显[25]。
2.4 焊点的力学性能
点焊接头的剪切力是评价点焊质量的重要指标。DP钢上限电流焊点力学曲线及断裂模式如图9所示。DP780、DP980、DP1180钢的最大剪切力分别为23 062、27 317、28 183 N,焊点剪切力随马氏体含量的增加而增大。
DP780焊点为拔核断裂,DP980、DP1180焊点为部分拔核断裂。DP780样品在拉伸过程中出现了明显的弯曲现象,DP980、DP1180钢的弯曲程度不明显。由此可见,与DP980、DP1180钢相比,在焊核拔出过程中,DP780钢的塑性变形程度更明显。

图8 DP780、DP980、DP1180不完全正火区金相组织

图9 DP780 、DP980、DP1180焊点力学曲线及断裂模式
焊点破坏位置截面照片和断口形貌如表5所示。可以看到,DP780焊点从热影响区边缘的母材位置断裂,为塑性断裂形式;而DP980、DP1180的起裂位置在热影响区,裂纹向熔核区扩展。熔核区组织更加脆、硬,截面照片熔核并不完整。采用电镜观察焊点剪切拉伸后的断口形貌,可见,DP780断口中有明显的韧窝存在,为塑性断裂;而DP980、DP1180中无韧窝,主要为解理断裂。
表5 焊点破坏位置截面照片和断口形貌
3 结论
1)随着双相钢中马氏体含量的增加,点焊焊接电流窗口逐渐向焊接电流减小的方向偏移,并且点焊焊接电流窗口变窄。
2)在上限电流焊接条件下,双相钢熔核直径相差不大,焊点的压痕深度随马氏体含量的增加而降低。
3)熔核区硬度随着双相钢板中马氏体含量的增加而增大,DP780热影响区无明显软化倾向,而DP980和DP1180的热影响区出现明显的软化区,钢中马氏体发生回火,使热影响区马氏体含量低于母材马氏体含量。
4)DP780、DP980、DP1180的最大剪切力分别为23 062、27 317、28 183 N,焊点的剪切力随着马氏体含量的增加而增大,DP780为拔核断裂模式,DP980、DP1180为部分拔核断裂模式。
[1] 赵征志, 陈伟健, 高鹏飞, 等. 先进高强度汽车用钢研究进展及展望[J]. 钢铁研究报, 2020, 32(12): 1059-1076.ZHAO Zheng-zhi, CHEN Wei-jian, GAO Peng-fei, et al. Progress and Perspective of Advanced High Strength Automotive Steel[J]. Journal of Iron and Steel Research, 2020, 32(12): 1059-1076.
[2] 唐荻, 米振莉, 苏岚. 汽车板深加工技术发展趋势[J]. 轧钢, 2015, 32(1): 1-6. TANG Di, MI Zhen-li, SU Lan. Trend of Development in Automobile Sheet Deep Working Technology[J]. Steel Rolling, 2015, 32(1): 1-6.
[3] 李光瀛, 马鸣图. 我国汽车板生产现状及展望[J]. 轧钢, 2014, 31(4): 22-32. LI Guang-ying, MA Ming-tu. Auto Steels Production in China[J]. Steel Rolling, 2014, 31(4): 22-32.
[4] 孙耀祖, 王旭, 王运玲, 等. 汽车用双相钢的研究进展[J]. 中国材料进展, 2015, 34(6): 475-481. SUN Yao-zu, WANG Xu, WANG Yun-ling, et al. Research Progress on DP Steel for Automobiles[J]. Materials China, 34(6): 475-481.
[5] YUAN Qiang-qiang, WANG Zhi-gang, ZHANG Ying- hui, et al. Effect of Warm Rolling Temperature on the Microstructure and Texture of Microcarbon Dual-Phase (DP) Steel[J]. Metals, 2020, 10(5): 566-572.
[6] 张旭强, 于志浩. 高强钢点焊的压痕特征图像识别及其与焊点质量关系分析[J]. 焊接学报, 2021, 42(10): 62-66. ZHANG Xu-qiang, YU Zhi-hao. Indentation Feature Image Recognition of High-strength Steel Spot Welding and Its Relationship with Weld Quality Analysis[J]. Transactions of the China Welding Institution, 2021, 42(10): 62-66.
[7] CUI Q L, PARKES D, WESTERBAAN D, et al. Tensile and Fatigue Properties of Single and Multiple Dissimilar Welded Joints of DP980 and HSLA[J]. Journal of Materials Engineering and Performance, 2017, 26(2): 1-9.
[8] SUNIL B, RAJANNA S. Evaluation of Mechanical Properties of Ferrite-martensite DP Steels Produced through Intermediate Quenching Technique[J]. SN Applied Sciences, 2020, 2(8): 111-115.
[9] 代启锋, 宋仁伯, 范午言, 等. DP1180双相钢在高应变速率变形条件下应变硬化行为及机制[J]. 金属学报, 2012, 48(10): 1160-1165. DAI Qi-feng, SONG Ren-bo, FAN Wu-yan, et al. Strain Hardening Behavior and Mechanism of DP1180 Dual Phase Steel under High Strain Rate Deformation Conditions[J]. Acta Metallurgica Sinica, 2012, 48(10): 1160- 1165.
[10] ABDO H S, SEIKH A H, MANDAL B B, et al. Microstructural Characterization and Corrosion-Resistance Behavior of Dual-Phase Steels Compared to Conventional Rebar[J]. Crystals, 2020, 10(11): 1068-1072.
[11] 鲍亮亮, 潘春宇, 刘福建, 等. 低合金高强钢激光电弧复合焊热模拟热影响区组织与冲击韧性[J]. 焊接学报, 2022, 43(5): 90-97. BAO Liang-liang, PAN Chun-yu, LIU Fu-jian, et al. Thermal Simulation of Heat Affected Zone Structure and Impact Toughness in Laser Arc Composite Welding of Low Alloy High Strength Steel[J]. Transactions of the China Welding Institution, 2022, 43(5): 90-97.
[12] WANG Jing, LI Wei, ZHU Xiao-dong, et al. Effect of Martensite Morphology and Volume Fraction on the Low-temperature Impact Toughness of Dual-phase Steels[J]. Materials Science & Engineering A, 2022, 832: 142424.
[13] 董丹阳, 王观军, 马敏, 等. 车用双相钢激光焊接接头组织性能研究[J]. 中国激光, 2012, 39(9): 70-75. DONG Dan-yang, WANG Guan-jun, MA Min, et al. Study on the Microstructure and Properties of Laser Welded Joints of Dual Phase Steel for Vehicles[J]. Chinese Journal of Lasers, 2012, 39(9): 70-75.
[14] 王鹏博, 张永强, 蔡宁, 等. CP780复相高强钢工频与中频电阻点焊接头性能对比分析[J]. 电焊机, 2022, 52(12): 70-76.WANG Peng-bo, ZHANG Yong-qiang, CAI Ning, et al. Influence of Power Frequency and Intermediate Frequency Welding Machines on Resistance Spot Welding Process and Performance of High Strength Steel[J]. Electric Welding Machine, 2022, 52(12): 70-76.
[15] 贺地求, 刘杭琪, 赖瑞林. MS1400/DP980钢的电阻点焊的工艺性能分析[J]. 焊接学报, 2018, 39(4): 104-108. HE Di-qiu, LIU Hang-qi, LAI Rui-lin. Process Performance Analysis of Resistance Spot Welding of MS1400/DP980 Steel[J]. Transactions of The China Welding Institution, 2018, 39(4): 104-108.
[16] 孔谅, 刘思源, 王敏. 先进高强钢电阻点焊接头的断裂模式分析与预测[J]. 焊接学报, 2020, 41(1): 12-17. KONG Liang, LIU Si-yuan, WANG Min. Analysis and Prediction of Fracture Modes in Advanced High- strength Steel Resistance Spot Welding Joints[J]. Transactions of The China Welding Institution, 2020, 41(1): 12-17.
[17] 蔡恒君, 胡靖帆, 宋仁伯, 等. 高应变速率条件下1200 MPa级冷轧双相钢塑性变形微观机理的研究[J]. 机械工程学报, 2016, 52(12): 23-29. CAI Heng-jun, HU Jing-fan, SONG Ren-bo, et al. 1200 MPa under High Strain Rate Conditions Study on the Microscopic Mechanism of Plastic Deformation of Grade Cold Rolled Dual Phase Steel[J]. Journal of Mechanical Engineering, 2016, 52(12): 23-29.
[18] 孙晓屿, 黄雷, 王武荣, 等. DP780双相钢电阻点焊的数值模拟及试验验证焊接学报, 2016, 37(4): 85-88. SUN Xiao-yu, HUANG Lei, WANG Wu-hua, et al. Numerical Simulation and Experimental Verification of Resistance Spot Welding of DP780 Dual Phase Steel[J]. Transactions of the China Welding Institution, 2016, 37(4): 85-88.
[19] 汪小培, 张永强, 鞠建斌, 等. 超低碳烘烤硬化钢电阻点焊焊接特性研究[J]. 焊接技术, 2016(6): 11-14. WANG Xiao-pei, ZHANG Yong-qiang, JU Jian-bin, et al. Research on Resistance Spot Welding Characteristics of Ultra Low Carbon Bake Hardened Steel[J]. Welding Technology, 2016(6): 11-14.
[20] 张永强, 贾松青, 章军, 等. 镀锌汽车板力学性能对电阻点焊电流工艺窗口的影响[J]. 矿冶, 2013, 22(S1): 116-119. ZHANG Yong-qiang, JIA Song-qing, ZHANG Jun, et al. The Effect of Mechanical Properties of Galvanized Automotive Sheet on the Current Window of Resistance Spot Welding Process[J]. Mining and Metallurgy, 2013, 22(S1): 116-119.
[21] 徐士航, 王敏, 施天寅, 等. DP590GA热镀锌双相钢电阻点焊接头性能[J]. 电焊机, 2009, 39(10): 70-73. XU Shi-hang, WANG Min, SHI Tian-yin, et al. Performance of DP590GA Hot-dip Galvanized Dual Phase Steel Resistance Spot Welding Joint[J]. Electric Welding Machine, 2009, 39(10): 70-73.
[22] 周磊磊, 余腾义. 热镀锌DP780电阻点焊工艺研究[J]. 钢铁钒钛, 2017, 38(5): 152-156. ZHOU Lei-lei, YU Teng-yi. Research on Resistance Spot Welding Process of Hot Dip Galvanized DP780[J]. Iron Steel Vanadium Titanium, 2017, 38(5): 152-156.
[23] 李龙, 徐梅, 徐亚鹏, 等. 超高强双相钢DP980电阻点焊工艺研究[C]// 第十一届中国钢铁年会论文集, 2017: 164-169. LI Long, XU Mei, XU Ya-peng, et al. Research on Resistance Spot Welding Technology of Ultra High Strength Dual Phase Steel DP980[C]// Proceedings of the 11th China Steel Annual Conference, 2017: 164-169.
[24] 吕冬, 刘仁东, 芦延鹏, 等. 双相钢马氏体含量对点焊极值电流与熔核转变规律的影响[J]. 焊接, 2020(1): 36-41.LYU Dong, LIU Ren-dong, LU Yan-peng, et al. Effect of Martensite Content in Dual Phase Steel on Extreme Current and Nugget Transformation in Spot Welding[J]. Welding & Joining, 2020(1): 36-41.
[25] POURANVARI M, ABEDI A, MARASHI P, et al. Effect of Expulsion on Peak Load and Energy Absorption of Low Carbon Steel Resistance Spot Welds[J]. Sci Technol Weld Join, 2008(13): 75-79.
Effect of Martensite Content on Microstructure and Properties of Resistance Spot Welded Joint of Alloyed Hot-dip Galvanized Dual Phase Steel
WANG Peng-bo, ZHANG Yong-qiang, CAI Ning, FU Can, YI Ri-gui, JU Jian-bin, CHEN Wei-xuan, YU Yang
(Research Institute of Technology of Shougang Group, Beijing 100043, China)
The work aims to study the effect of martensite content on the microstructure and properties of resistance spot welded joint of alloyed hot-dip galvanized dual phase steel. The resistance spot welder was used to weld the zinc iron alloyed hot-dip galvanized dual phase steel with different martensite contents, namely, DP780, DP980 and DP1180. The substrate resistivity, process window, mechanical properties of joints, fracture mode of welding spot, and metallographic structure were characterized by ohmmeter, optical microscope, scanning electron microscope, tensile machine, microhardness tester and other equipment. The results showed that under the AWS D8.9M-2012 welding standard system, the welding current windows of DP780, DP980, and DP1180 decreased sequentially, and the weld nugget diameters of DP780, DP980, and DP1180 materials were basically the same under the maximum welding current. The hardness of nugget zone increased, the softening of DP780 spot welded joint was not obvious, and the Heat-affected zone of DP980 and DP1180 appeared obvious softening, which was mainly caused by tempering of martensite in the heat-affected zone of the substrate. The maximum shear force of DP780, DP980 and DP1180 was 23 062 N, 27 317 N, and 28 183 N, respectively. DP780 was a pull-out fracture mode, while DP980 and DP1180 were partial nuclear fracture modes. The increase of martensite content will increase the bearing strength of welded joints under upper limit current, but it will reduce the welding current window and shift to the direction of welding current reduction.
martensite content; dual phase steel; resistance spot welding; mechanical properties; tempering
10.3969/j.issn.1674-6457.2023.010.019
TG457.11
A
1674-6457(2023)010-0160-08
2023-04-18
2023-04-18
王鹏博, 张永强, 蔡宁, 等. 马氏体含量对合金化热镀锌双相钢电阻点焊接头组织与性能的影响[J]. 精密成形工程, 2023, 15(10): 160-167.
WANG Peng-bo, ZHANG Yong-qiang, CAI Ning, et al. Effect of Martensite Content on Microstructure and Properties of Resistance Spot Welded Joint of Alloyed Hot-dip Galvanized Dual Phase Steel[J]. Journal of Netshape Forming Engineering, 2023, 15(10): 160-167.
责任编辑:蒋红晨
猜你喜欢
焊接学报(2023年6期)2023-07-21
中国典型病例大全(2022年12期)2022-05-13
汽车实用技术(2022年5期)2022-04-02
中南大学学报(自然科学版)(2018年11期)2018-12-07
工业设计(2016年5期)2016-05-04
焊接(2016年5期)2016-02-27
焊接(2016年2期)2016-02-27
华东理工大学学报(自然科学版)(2015年4期)2015-12-01
焊接(2015年6期)2015-07-18
焊接(2015年8期)2015-07-18
