连续SiC纤维增强钛基复合材料应用及研究进展
2023-12-18 05:23王敏涓杨平华
航空材料学报 2023年6期
王敏涓, 黄 浩*, 王 宝, 韩 波, 杨平华, 黄 旭
(1.中国航发北京航空材料研究院,北京 100095;2.中国航空发动机集团 先进钛合金重点实验室,北京 100095 )
复合材料是一类将两种或两种以上物质复合而成的材料。根据增强体形态的不同可分为颗粒增强、晶须增强和纤维增强复合材料;根据被增强基体的不同可分为树脂基、金属基和陶瓷基复合材料。连续SiC纤维增强钛基(SiCf/Ti)复合材料是一种重要的纤维增强金属基复合材料,兼具了陶瓷纤维和钛合金的材料特性,具有耐高温、高比强度、高比刚度、抗蠕变和耐疲劳等特性。考虑到纤维增强的特点,SiCf/Ti适合制作特定取向选择性增强的部件,如航空发动机涡轮轴、叶环以及高速飞行器蒙皮等杆、环和板类部件,在航空、航天、兵器等尖端领域具有重要的应用前景。本文回顾了SiCf/Ti复合材料的发展历程和应用现状,从SiC纤维、界面、基体的组织和性能调控、复合材料构件设计和成型工艺等方面系统梳理了SiCf/Ti复合材料的制备技术,并概述了超声、CT、同步X射线以及声发射等无损检测技术在该材料缺陷检测中的应用,最后对SiCf/Ti复合材料发展趋势进行了展望。
1 SiCf/Ti复合材料的应用
1.1 SiCf/Ti复合材料的发展历程
需求牵引了制造,也进一步催化了应用。正是由于SiCf/Ti复合材料优良的性能特点,因而在航空航天领域展现出较大的应用前景。早在20世纪70年代,美国太空飞机的梦想便催生了钛基复合材料的早期发展,并相继受到了美国、日本、英国、德国及法国等国家的广泛关注与研究[1-2]。到了80年代,英美两国均有明确的项目对该材料予以支持,如表1所示[3-4]。国家航天飞机计划(NASP)和高性能发动机计划(IHPTET)为SiCf/Ti复合材料的研究提供了大量的资金支持,使得SiCf/Ti复合材料在航空航天领域均获得了大量应用。近年来,伊朗和印度等国科研人员针对SiCf/Ti复合材料开展了相应的研究,并取得了一定的进展[5-7]。
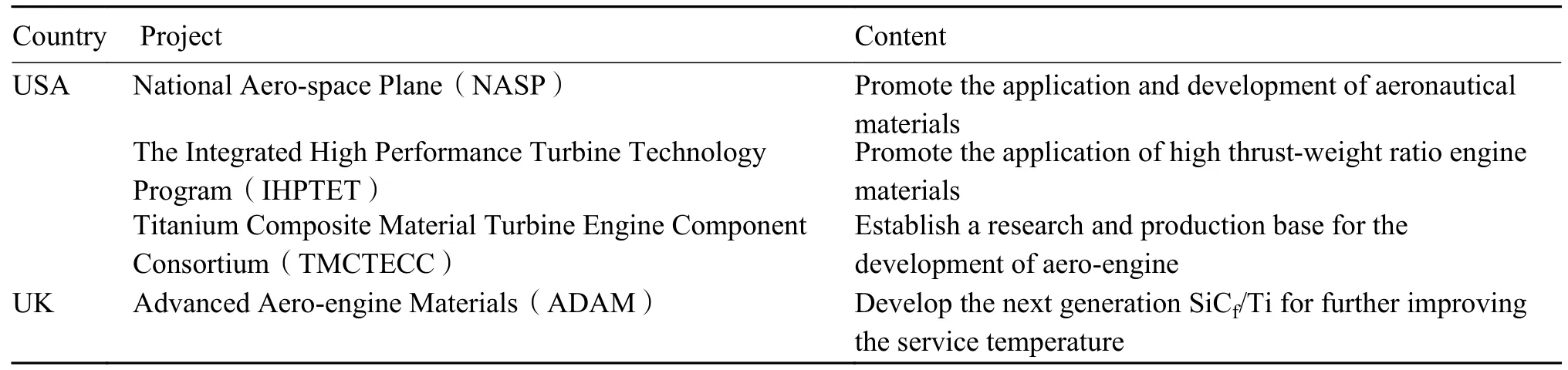
表1 各国关于SiCf/Ti复合材料构件研制的项目规划[3-4]Table 1 Project planning in different countries for developing SiCf/Ti composite components[3-4]
到了20世纪90年代初,SiCf/Ti复合材料受到了各大航空发动机公司的关注并在其支持下获得了更持续的发展。例如,英国Rolls-Royce公司,美国GE公司、ARC公司和普惠公司,德国宇航局等均针对SiCf/Ti复合材料及构件开展了相关研究。20世纪90年代后期,Rolls-Royce公司致力于叶环的研发和应用,采用一系列材料和多种制备方法制备叶环及转动轴等构件。美国3M公司采用电子束物理气相沉积(EBPVD)法制作了直径10.2 cm的模拟叶环。ARC公司通过将纤维/金属丝编织为条带,再与钛粉混合后进行热压成型,制备了直径为17.8 cm的叶环模拟件。GE公司研制的SiCf/Ti压气机整体叶环可实现减重50%。AADC公司采用SiCf/Ti叶环作为XTCl6/lA系列核心机的第三级和第四级压气机,大幅减轻了转子质量,使第三级转子从镍基合金的25 kg减轻至复合材料叶环转子的4.5 kg[8]。
SiCf/Ti复合材料在高性能航空发动机(如压气机叶片、叶环、涡轮轴等)和超音速空天飞行器(如飞机蒙皮、支撑衍梁、加强筋等)中展示出良好的应用前景,成为高性能航空发动机研制所需的关键新材料。由于SiCf/Ti复合材料具有较强的军事应用背景,国外在设计、制备以及原材料等方面均对我国进行严格封锁。我国的SiCf/Ti复合材料研制起步于20世纪80年代,北京航空材料研究院和中国科学院金属研究所均开展了连续SiC纤维及SiCf/Ti复合材料的自主研发工作[6,9-13]。随着各类装备发展的迫切需求,近十年来在各方的大力支持下,国内在相关材料及构件研制方面也取得了较大的突破。
1.2 SiCf/Ti复合材料的结构和性能特点
SiCf/Ti复合材料由连续SiC陶瓷纤维和钛合金基体复合而成,兼具陶瓷材料和金属材料的性能特点,是一种可在800 ℃长时服役、1000 ℃短时应用的轻质耐高温结构材料[14-15]。在各类飞行装备设计研制过程中,比强度、弹性模量和比模量为设计所考虑的重要指标。与钛合金基体相比,高强度(超过3000 MPa)和高模量(可达400 GPa)SiC纤维的引入,使得SiCf/Ti复合材料具有高比强度、高比刚度、优良的抗蠕变和抗疲劳性能。例如,SiCf/Ti复合材料轴向强度和模量都可以比基体高出近一倍,而且复合材料还有更低的疲劳裂纹扩展速率和更高的疲劳强度[15-16]。表2给出了国内外几种典型SiCf/Ti复合材料轴向拉伸的力学性能,从表2中可以看出,复合材料的模量和强度都明显高于其对应的基体材料[1,6,15-17]。目前国外主要有两种SiC纤维,即美国的SCS和英国的SM系列,国内有中国科学院金属研究所开发出IMR系列,对比三种纤维增强的Ti6Al4V材料的力学性能,可以看出国内SiCf/Ti6Al4V力学性能指标已经与国外水平相当。
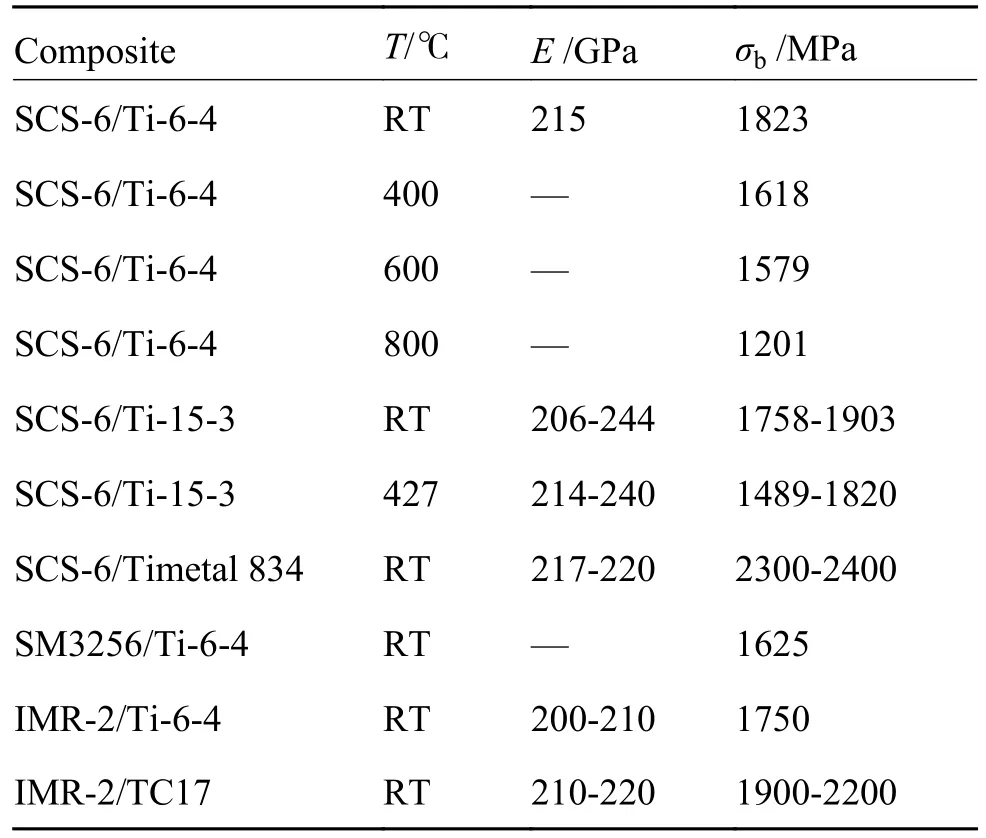
表2 国内外典型SiCf/Ti复合材料轴向拉伸性能[1,6,15-17]Table 2 Axial tensile properties of typical SiCf/Ti composites[1,6,15-17]
除了具有优异的综合力学性能之外,由于包含了具有陶瓷特性的SiC纤维, SiCf/Ti复合材料具有较低的热膨胀系数。与高温合金、高强钢等传统的结构材料相比,其从室温至1000 ℃均具有较低的热膨胀系数(约 8×10-6·℃-1),这在一定程度上拓宽了该材料的应用领域及范围[18-19]。
1.3 SiCf/Ti复合材料国内外应用现状
据最新报道,SiCf/Ti复合材料在下一代民用和军用发动机中都存在潜在的应用[20]。据美国航空航天及宇航总署(NASA)预测,未来的航空发动机用材料中,钛基复合材料约占30%,钛铝基复合材料约占15%。SiCf/Ti复合材料由于其良好的耐高温性能可以用在航空发动机部件以及超高速飞机蒙皮上,如低压压气机叶片、低压压气机叶环、高压压气机叶环、矢量喷嘴和涡轮轴等。此外,由于其具有高比强度和比刚度,SiCf/Ti复合材料在要求轻质高强的结构件上也有着广泛应用,如起落架阻力臂和拉伸杆、液压驱动活塞杆和侧撑、紧固件等[1,17]。根据构件的应用部位、受力特点以及外形特征,可分为环类构件、杆类构件以及板类构件三大类。
由于钛基复合材料单向排布性能优异,在环类转动件上的优势尤其明显,其良好的高温性能有利于提高发动机的综合性能。图1为采用SiCf/Ti复合材料研制的构件。图1(a)为从传统叶盘和叶片设计到榫头结构叶盘和叶环结构设计。采用钛基复合材料叶环替代叶盘中的隔膜和孔区域,可实现超轻量级的叶环设计,相比镍合金减重约70%;图1(b)为在英国国防部支持下制备的EJ200发动机叶环验证件,减重可达37%,且可同时使温度提高10%、转速提高15%;图1(c)为Rolls-Royce公司制备的SiCf/Ti叶环等构件[1]。

图1 采用SiCf/Ti复合材料研制的构件 (a)传统榫头结构叶盘至TiMMC叶环结构的演变图,内插图为最终形式的TiMMC叶环的剖面图[1] ;(b)英国国防部所支持项目研制的EJ200发动机叶环构件;(c)Rolls-Royce公司研制的各类TiMMC发动机构件[1]Fig. 1 Components manufactured by SiCf/Ti composite material (a)structure evolution from the traditional disk to the TiMMC bling, illustration shows the cross-sectional view of the final form of TiMMC bling[1];(b)EJ200 engine bling components developed by project of UK Ministry of Defense;(c)various TiMMC engine components developed by Rolls Royce[1]
SiCf/Ti复合材料是设计和制造高度一体化的材料,具有极强的设计性。根据构件的服役温度和受力特点,可设计具有不同结构特征的构件。SiCf/Ti复合材料除可应用于叶环构件外,还可用于制备各类杆状构件,并根据服役的环境和载荷特征,可大致分为涡轮轴、连杆以及紧固件等。采用SiCf/Ti复合材料制备涡轮轴相比钢或镍基合金构件,可以实现减重约50%。剪切模量会比未增强的钛合金轴增加约40%。图2 为采用SiCf/Ti复合材料研制的杆件。图2(a)和图2(b)分别为采用不同铺放角度的全尺寸SiCf/Ti涡轮轴和推力杆实物图。F119发动机矢量喷管驱动器传动活塞杆采用SiCf/Ti复合材料研制(长35.6 cm,见图2(c))[21]。GE公司用感应等离子体沉积(IPD)法,将与轴向成±15°~45°的纤维条带叠层热压复合制成长127 cm、直径12.1 cm的GE XTE-45实验发动机的涡轮传动轴构件,减重30%并提高刚度40%,如图2(d)所示[21]。用预制的Ti箔/SiC织物单条带及等离子喷涂条带热压复合成F110发动机的风扇叶片及尾喷部分的一些压缩连杆,可减重43%,已在F-16上成功实验,如图2(e)所示[21]。
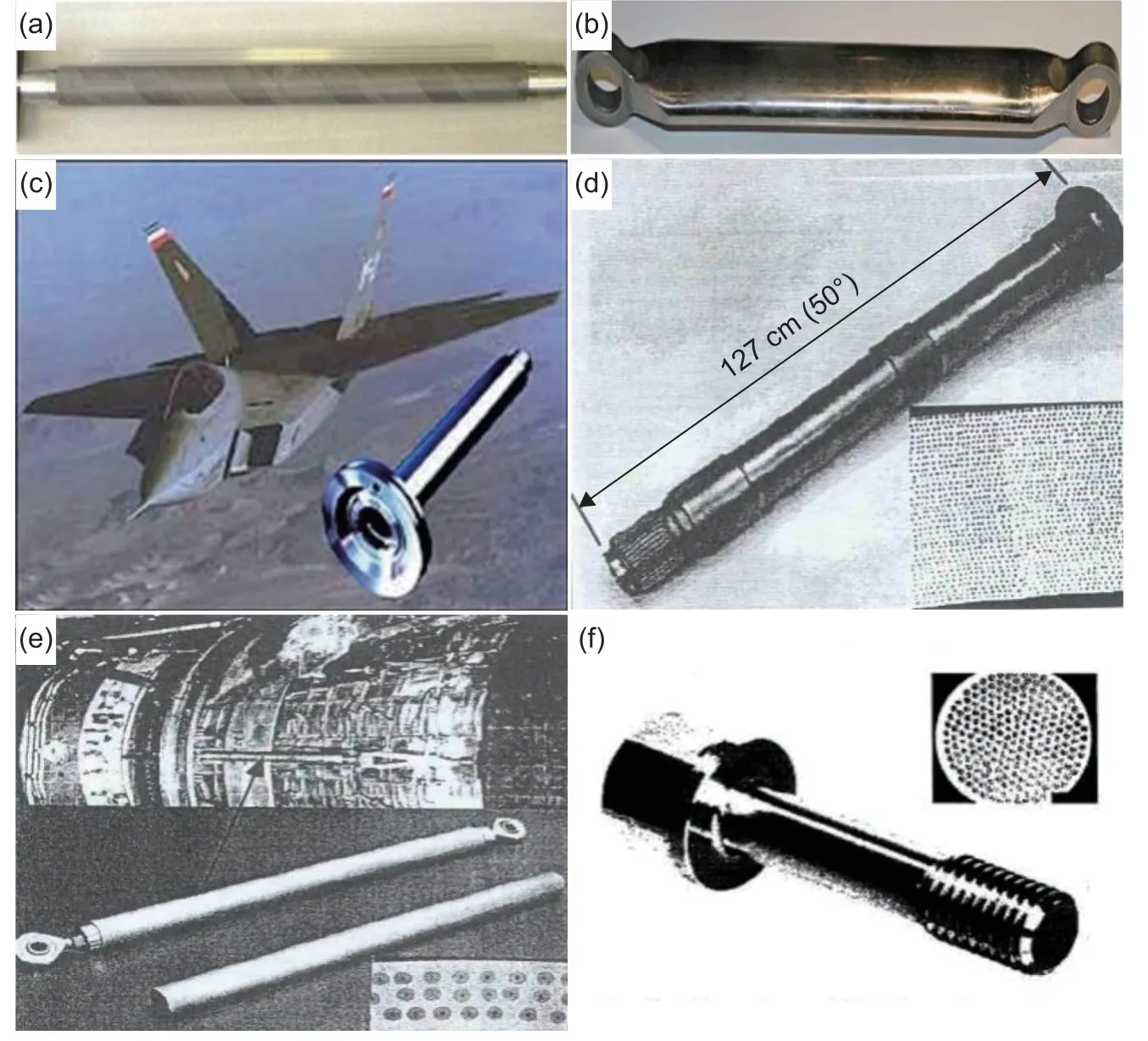
图2 采用SiCf/Ti复合材料研制的杆件 (a)全尺寸层铺TiMMC涡轮轴[1];(b)TiMMC 推力杆实物图[1];(c)F119发动机矢量喷管驱动器传动活塞杆[21];(d)GE XTE-45低压风扇轴图2[21];(e)F110连杆[21];(f)SiCf/Ti复合材料连接件[19]Fig. 2 Rod components fabricated by SiCf/Ti composite (a)full size layered TiMMC turbine shaft[1];(b) image of TiMMC strut[1];(c)F119 engine vector nozzle driver transmission piston rod[21];(d)GE XTE-45 low-pressure fan shaft[21];(e)F110 connecting rod[21];(f)SiCf/Ti composite joining element[19]
除了在航空发动机上的应用之外,SiCf/Ti在飞机其他部件也获得了较大的应用。2003年,荷兰的SP公司成功制备出F16战斗机起落架的钛基复合材料阻力臂,并在荷兰进行飞行实验[15],与传统钢结构构件相比,大约可以实现减重40%~45%。此外,英国通过综合机翼计划采用SiCf/Ti制备了液压驱动活塞杆和侧撑[1]。采用SiCf/Ti制备活塞杆的疲劳寿命是预期疲劳寿命的3倍,且通过几何尺寸设计最多可以实现40%的减重。日本住友精密工业株式会社制备的起落架拉伸杆和传统的300M钢相比,可以实现约32%的减重。理想的SiCf/Ti应该是沿着轴向承受载荷,连接部件是一个典型轴向受力应用。图2(f)为超高强度SiCf/Ti螺栓,既拥有高刚度又具有低的热膨胀系数[19]。这类应用利用了SiCf/Ti相对轻的质量以及沿着纤维方向具有高的强度和刚度等优势,是未来航空航天领域极具潜力的紧固件选材。
SiCf/Ti复合材料板类构件凭借其优异的耐高温和轻质高强的性能,可以应用在蒙皮和叶片上。利用SiC纤维在室温和高温高刚度的特性,通过对构件中的纤维进行三维排布,可进一步提高构件的强度。因此,SiCf/Ti复合材料板材是未来武器装备的另一大需求。如美国Textron公司将SiC纤维夹在0.01 mm Ti合金箔片间,用热压扩散结合法制成板材,并用于NASP的飞机蒙皮[22],如图3所示。采用SiCf/Ti复合材料制备发动机叶片不但可以实现减重,还可以提高叶片的扭转和振动性能,英国TISICS采用纤维-箔制备方法制备出TiMMC压气机叶片,Rolls-Roycs公司研制了空心SPF风扇叶片,DERA公司和普惠公司也成功开发了SiCf/Ti风扇叶片。
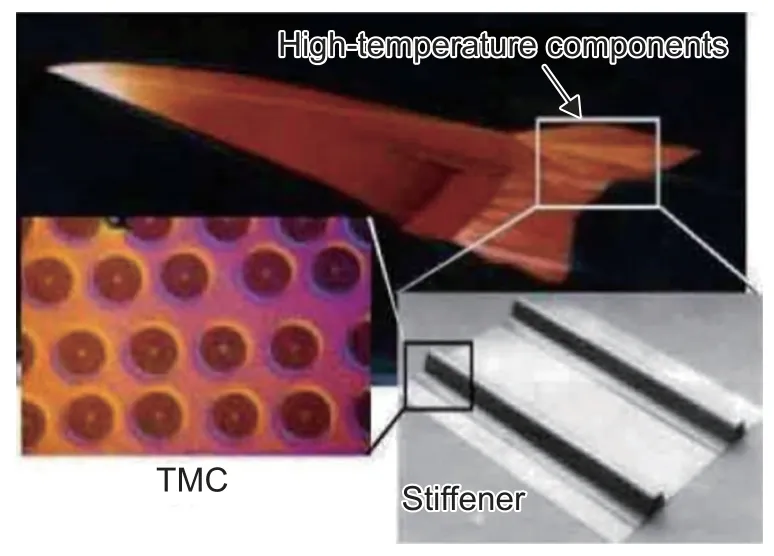
图3 航天飞机蒙皮[22]Fig. 3 Skin structures of space shuttles[22]
基于其优良的性能特征和较强的可设计性,SiCf/Ti复合材料还在诸多新兴的领域展示出了应用前景。利用SiCf/Ti复合材料制备的压力容器,具备更薄的壁厚和更轻的质量,同时拥有更短的定制周期,具有更强的耐疲劳寿命和承受热冲击的能力[23]。薄壁管状的SiCf/Ti复合材料还可以用作空间飞行器机身的桁架结构,随着复合材料制造成本的降低,在机身结构上有着广泛的应用前景[1]。SiCf/Ti复合材料的高刚度和低密度,使其在机器臂上也展现出了应用潜质,英国TISICS公司已经做出原型机,复合材料的引入可以优化加载路径,提升强度并降低质量[24]。
中国SiCf/Ti复合材料的应用也主要集中航空航天领域,如发动机叶环和涡轮轴、紧固件、飞机蒙皮等。北京航空材料研究院和中国科学院金属研究所于“十一五”期间开展了钛基复合材料叶环模拟件的制备工作。经过十年来的技术积累和工艺攻关,已打通了钛基复合材料叶环制备的全流程工艺路线,并掌握了叶环内部缺陷控制、复合材料芯形状及尺寸控制等关键技术,实现了全尺寸钛基复合材料叶环的制备,并通过了超转破裂等地面考核工作[8,25]。十三五以来,北京航空材料研究院和中国科学院金属研究所联合开展了SiCf/Ti复合材料高温紧固件研制,实现了不同规格不同头型复合材料紧固件的制备。北京航空材料研究院还突破了异形板材制备技术,并通过了相关环境考核,为实际应用提供了实验数据支撑。中国航空制造技术研究院等单位制备了SiCf/β21S复合材料蒙皮结构,薄壁蒙皮带筋条结构件外形尺寸无缺陷,几何尺寸与设计外形相符合,结构件横断面微观组织显示复合材料具有良好的纤维排布,层间结合良好[26]。北京科技大学制备出了SiCf/TB8的蒙皮结构件,完成蒙皮试件的性能考核验证,560 ℃热平衡条件下的隔热温差达到75 ℃,700 ℃热平衡条件下的隔热温差达到100 ℃,为SiC增强钛基复合材料在高超声速飞行器蒙皮结构上的应用奠定理论与技术基础[27]。
SiCf/Ti复合材料虽然经过了几十年的发展历程,且国外已经在材料研究及构件研制方面取得了较大的突破,但供应链中部分制造技术尚不成熟,同时材料的研制成本较高,制约该材料进一步商业化发展。
2 SiCf/Ti复合材料设计、制备及检测技术
2.1 SiCf/Ti复合材料构件设计技术
SiCf/Ti复合材料制备的各类动力装置的零部件引发了结构和强度设计的巨大变化,是典型的设计-制造一体化的材料,因此构件的结构设计优化为整体性能优化的先决基础。以叶环零件为例,目前国外有多种结构的复合材料叶环,根据温度和载荷分布的特点,所设计的复合材料叶环包含了单芯、双肩、三纵以及五芯四种结构,如图4所示。在叶环设计时,复合材料芯的位置、形状、尺寸以及纤维体积分数为叶环结构设计的关键。据报道,SiCf/Ti复合材料通常在纤维体积分数为35%~42%时获得最佳力学性能,而对于不同基体的钛基复合材料构件,其内部残余应力状态不尽相同,因此其对纤维体积分数的需求也存在一定差异。
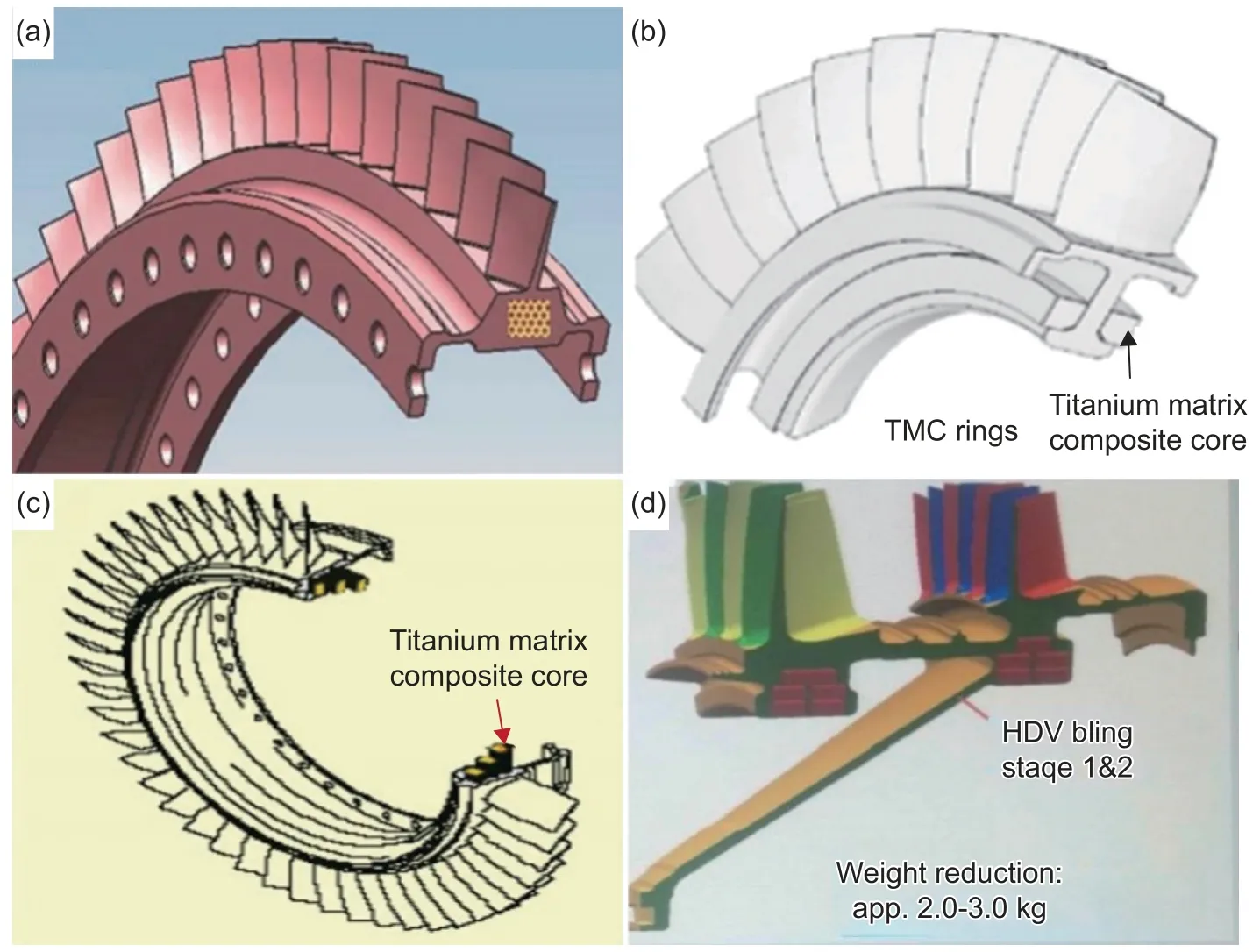
图4 国外SiCf/Ti复合材料叶环不同的设计结构 (a)单芯结构;(b)双肩结构;(c)三纵结构;(d)五芯结构Fig. 4 Different design structures of SiCf/Ti composite bling (a)single-core structure;(b)double-shoulder structure;(c)threelongitudinal structure;(d)five-core structure
SiCf/Ti复合材料杆类构件的设计大致可分为两类,承受转动载荷和承受轴向载荷。承受转动载荷时,通常纤维通常沿±45°进行缠绕以同时提高抗扭抗弯性能,承受轴向载荷时则通常设计承载方向沿着纤维轴向。SiCf/Ti复合材料因具有强烈的各向异性,在板材设计时则根据不同方向的强度和刚度需求,按照0°、90°、±45°以及不同角度之间的组合进行设计,从而获得满足性能要求的构件。
2.2 SiCf/Ti复合材料及构件制备技术
目前常用的SiCf/Ti复合材料的制备方法有多种,主要为箔压法(foil-fiber-foil,FFF)[28]、基体涂层法(matrix coated fiber, MCF)[29]、粉末浆料法(powder method)[30]、等离子喷涂法(plasma spray)[31]、金属丝法(metal wire method)[32]、真空吸铸法(suction casting)[33]、放电等离子烧结法(spark plasma sintering)[34]以及增材制造法(additive manufacturing)[35]等。表3给出了SiCf/Ti复合材料不同制备方法优缺点的对比。箔压法为将金属箔材和纤维交替叠放后进行热压成型。箔压法工序简单,适用于板类构件的研制,如蒙皮、叶片等。此方法制备过程中金属基体的组织容易控制,且成型过程中体积收缩较小,可更好地实现复合材料形状的控制。但该方法制备的复合材料中纤维分布不均匀,容易发生纤维碰撞接触,造成应力集中引发内部缺陷,因此纤维的固定以及均匀分布为该方法的关键技术之一。早期研究中通过有机黏结剂将纤维固定在箔材上,在热压过程中通过加热的方法去除胶体后再进行成型。该方法在一定程度上可以避免纤维的移动,但在胶体去除后仍无法完全规避纤维的“移位”问题。近年来兴起的箔材刻槽技术可将纤维固定在箔材表面的凹槽内以防止纤维发生错位,美国已采用该方法制备了环类构件。同时钛合金箔材制备的高成本也制约了该技术的推广。α+β合金轧制时需要频繁的退火和非常严格的过程控制,而近α合金和金属间化合物箔材制备难度更大,因此较难获得满足使用要求的箔材,故箔压法只能适用于构型简单的零件。
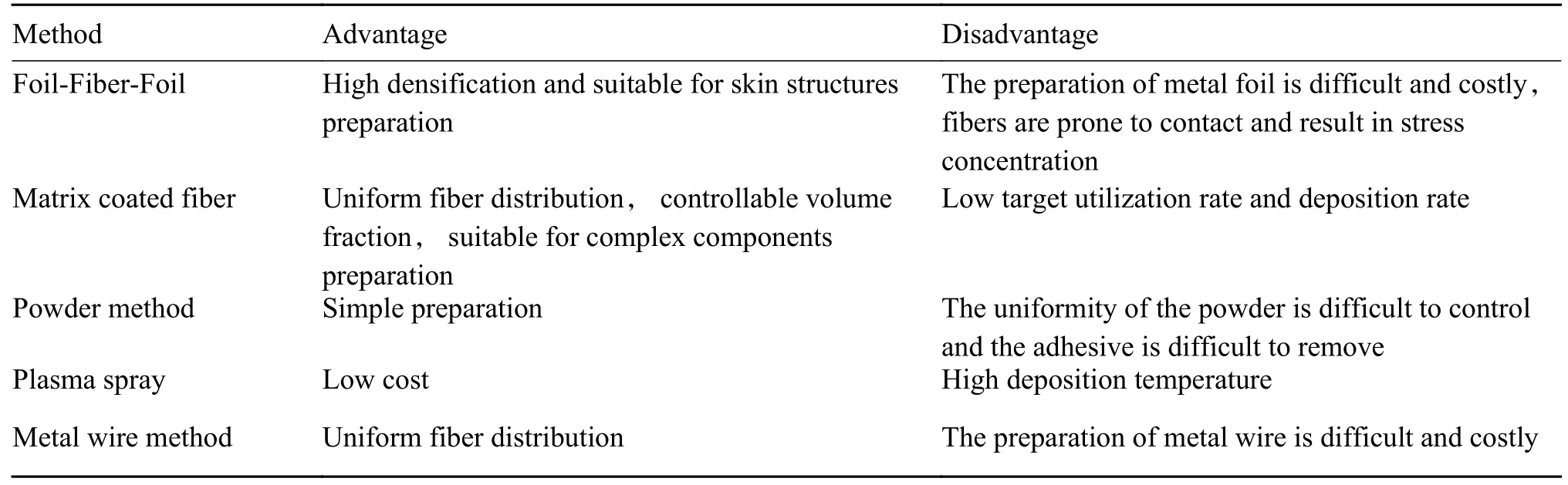
表3 SiCf/Ti复合材料不同制备方法的比较Table 3 Comparison of different manufacturing methods for SiCf/Ti composites
基体涂层法的最早使用可追溯于50年前,该方法将目标钛合金基体预先涂覆在纤维表面,制备成钛合金先驱丝。然后根据零件形状进行先驱丝的铺排或缠绕,并经过热压或热等静压实现内部致密化成型,因此适用于缠绕形式的产品,如环、盘以及轴等。在热压或热等静压的过程中先驱丝依次经历缓慢致密化阶段、加速致密化阶段、快速致密化阶段和减速致密化阶段。先驱丝堆垛排布方式、纤维体积分数、热等静压升温和升压速率都会对致密度产生影响,选择适当的热等静压参数是降低复合材料内部缺陷的关键手段[36]。该方法适用于各类钛合金基体,因为钛合金靶材远比钛合金箔材易于获得。先驱丝外层均匀包覆的钛合金镀层可使复合材料中纤维有序、均匀的分布,同时可通过调节钛合金镀层的厚度实现对纤维体积分数的调控,获得综合力学性能优异的复合材料。通过对各种不同路线中提取的纤维进行拉伸实验对比,结果表明基体涂层法是所有工艺过程中对纤维损伤最小的方法。图5为不同制备方法复合材料的纤维间距分布和疲劳性能,从图5(a)纤维间距分布情况中可以看出,基体涂覆法中纤维分布最均匀[37]。图5(b)显示基体涂覆法制备的复合材料疲劳性能远高于FFF法制备的复合材料,因此该方法成为目前SiCf/Ti复合材料的主要制备方法。
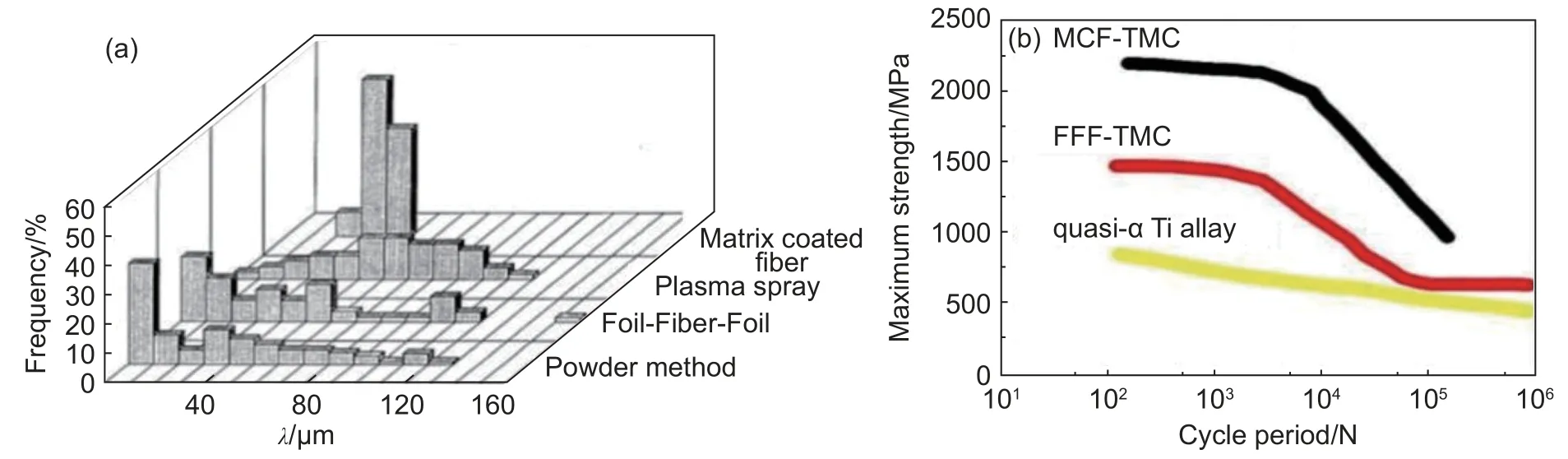
图5 不同制备方法复合材料的纤维间距分布和疲劳性能[37] (a)纤维间距分布;(b)疲劳性能Fig. 5 Fiber spacing distributions and fatigue performances of composite materials with different preparation methods[37] (a)fiber spacing distribution;(b)fatigue performance
粉末浆料法是一种低成本制备SiCf/Ti复合材料的方法。该方法通过将粉末与有机黏结剂混合为浆料,然后将纤维垂直从浆料中穿过后实现先驱丝制备,随后进行除胶热压实现成型。该方法的关键为选择合适的黏结剂,需满足在成型中的较低温度下完全去除的要求[7]。通常选用聚甲基丙烯酸甲酯(PMMA)和聚乙烯醇(PVA)等。但该方法所获得的先驱丝厚度不均匀,且所能制备的钛合金基体较为有限,需要较为成熟的合金制粉工艺,因此目前很难成为钛基复合材料的主流制备工艺。
等离子喷涂法通过在纤维表面进行金属喷涂以形成纤维带,制备为预制体后致密化成型。但该方法很难实现高质量钛合金镀层的涂覆,同时涂覆温度较高,易导致纤维和基体发生严重的界面反应,因此其实际应用受到局限[31]。金属丝法是将纤维与直径约为200~250 μm的钛合金丝进行有序排列后进行热压成型,该方法的难点仍在于小尺寸且直径均匀的钛合金丝材的获得[32]。
增材制造技术显著提升了设计的自由度和制造的灵活性,适合复杂结构件的直接成形,在小批量生产时具有明显的周期短成本低的优势。齐海波课题组尝试利用激光熔覆叠层增材制造技术制备SiCf/Ti6Al4V复合材料[35,38]。首先通过铺丝装置将SiC纤维均匀的铺设在钛合金基板上,而后通过激光直接沉积制备出单层SiCf/Ti复合材料,最后采用最优的单层工艺参数,制备叠层块体试样。与传统制造方式不同的是,增材制造中激光和钛合金熔体产生的高温环境会损伤SiC纤维,因此控制成型工艺参数(激光功率、扫描速度和角度等)对于减少材料缺陷和提升性能至关重要。比如,激光扫描方向与纤维平行,单根纤维受到持续的热载荷,易造成烧损;激光扫描方向与纤维夹角垂直,单根纤维受到循环热载荷,不易烧损。随着熔覆层数的增加,由于表面粗糙度增加,钛粉熔融滴落过程中会导致纤维的烧损和移动,进而增加了材料的缺陷。增材制造是一个急冷急热的过程,这使得纤维和金属之间的元素扩散时间短,界面均匀程度和界面产物的控制较困难,通过高温热暴露处理可在一定程度上减轻界面缺陷[38]。尽管增材制造技术在SiCf/Ti复合材料制备中显现出一定的应用前景,目前还有一些技术问题需要克服,如纤维损伤、界面缺陷、后续熔覆层纤维排列和纤维层间距控制等。
当然,SiCf/Ti复合材料的制备方法并不仅限于上述工艺方法,也可进行不同制备方法之间的组合,这完全取决于材料设计者和制造者的创意。随着整个工业发展中各类技术的成熟,未来SiCf/Ti复合材料的制备工艺也会不断地得到优化和提升。
2.2.1 SiC纤维制备及性能优化技术
区别于束丝SiC纤维,单丝SiC纤维通常以W芯或C芯为载体,通过化学气相沉积(chemical vapor deposition,CVD)方法,在(MTS CH3SiCl3)和/或(DCMS CH3SiHCl2)的氢和/或氩混合反应气体中裂解生长中获得,因此称为单丝SiC纤维。目前已商业化的连续单丝SiC纤维公司主要有两家公司,美国的Specialty Materials(前身为Textron公司)和英国的TISICS公司(前身为DERA公司)。Specialty Materials公司是目前全世界唯一一家C芯SiC纤维生产商,其研发的SCS系列纤维使用C芯作为纤维的芯材[39],最高使用温度可达1400 ℃。而TISICS公司研发的SM(Sigma)纤维采用W芯作为纤维芯材,最高使用温度为1100 ℃。随着纤维制备技术的发展,两家公司均推出了较早期性能更优异的SiC纤维[40],如表4所示[41-42]。

表4 目前商业化SiC纤维参数[41-42]Table 4 Parameters for current commercialized SiC fiber[41-42]
国内北京航空材料研究院和中国科学院金属研究所均于20世纪末期开展了W芯SiC纤维的研制工作。研究初期中国科学院金属研究所通过射频加热CVD法制备了SiC纤维,但由于高频电磁辐射严重且极不稳定,存在纤维产量低、批次不稳定等问题[6]。通过工艺改进和优化,现采用分段式直流电阻工艺实现了高性能SiC纤维的制备。北京航空材料研究院在纤维研制方面起步略晚,通过系统研究常压下直流电阻加热工艺中关键工艺参数对纤维生长的影响规律[43],具体包括硅烷原料配比、气体流量比、沉积温度以及走丝速率等对纤维微观结构以及性能的影响,获得了最佳的SiC纤维沉积工艺窗口,并实现了高性能W芯SiC纤维的研制。在实际纤维工程化应用过程中发展了SiC纤维在线无损检测技术,采用激光测径仪在线连续监测纤维直径的变化,以此识别纤维沉积过程中明显的生长缺陷。
由于SiC纤维反应器结构和沉积条件(沉积温度、气体种类、原料比例等)十分复杂,因此SiC纤维的微观结构对工艺具有较强的敏感性,故探索SiC纤维的强度与其成分和微观结构之间的关系十分必要。因此北京航空材料研究院团队针对所制备的SiC纤维开展了纤维的生长机理和失效行为的研究[44],结果表明,高性能SiC纤维(≥3800 MPa)和低性能SiC纤维(≤3200 MPa)的断裂均发生在W/SiC界面反应层,裂纹在该处起源后向W芯和SiC鞘层两个方向同时扩展,并在W芯处出现解理面, 而SiC鞘层则呈现扇形特征,如图6所示。与低性能纤维相比,高性能SiC纤维具有高结晶度SiC柱状晶(图7所示),使得裂纹沿β-SiC柱状晶的扩展台阶更高,裂纹扩展路径也更长,故断裂消耗的能量也越大,导致具有该结构特征的纤维具有更高的拉伸强度。
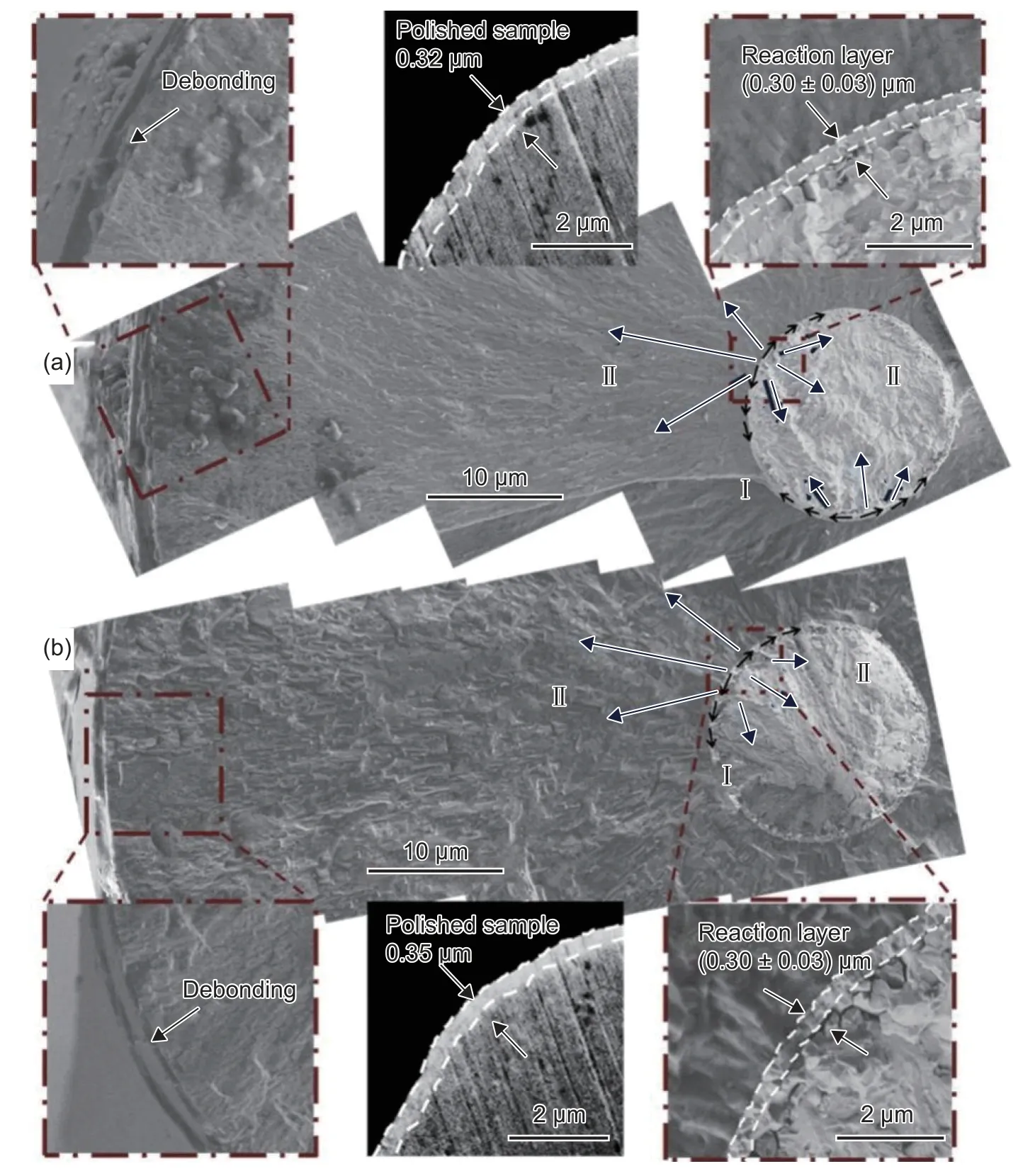
图6 两种SiC纤维拉伸断口详细的SEM图[44] (a)SiC-3200纤维;(b)SiC-3800纤维Fig. 6 Detailed SEM tensile fracture morphologies of two types of SiC fibers[44] (a) SiC-3200 fiber;(b) SiC-3800 fiber
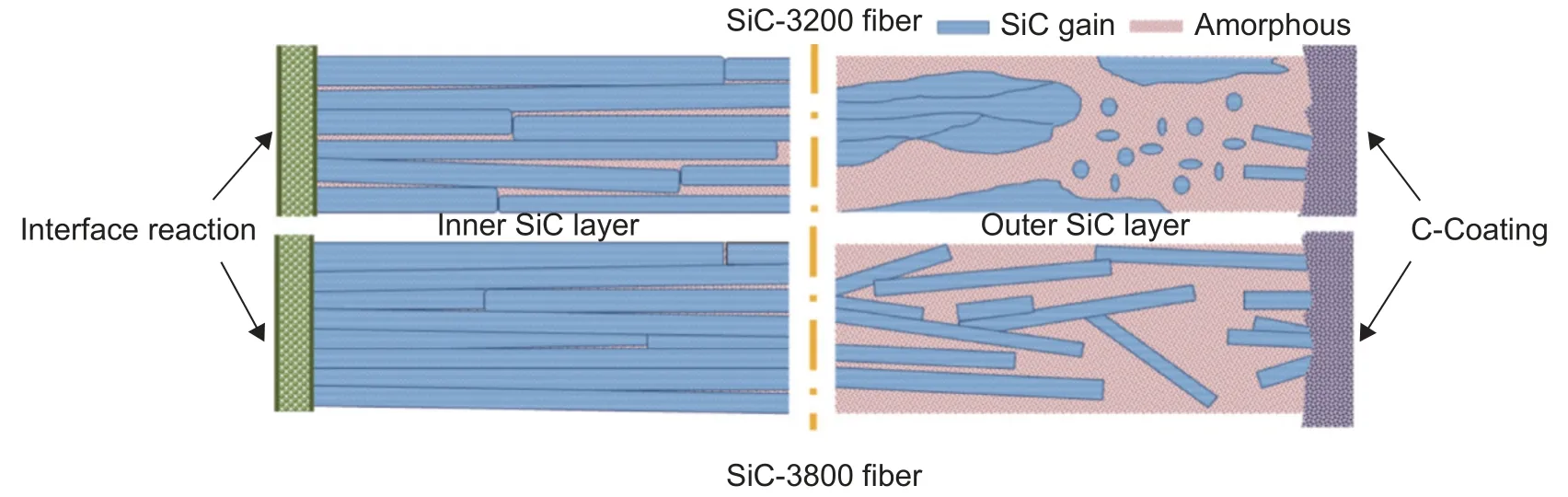
图7 SiC-3800纤维和SiC-3200纤维的显微结构特征示意图[44]Fig. 7 Schematic diagrams of microstructure characteristics of SiC-3800 fiber and SiC-3200 fiber[44]
作为高温结构材料,SiC纤维主要服役环境为高温环境,因此经过高温热暴露后,其结构和性能的变化情况就显得十分重要。SiCf/Ti17复合材料经过激光表面重熔后,由于纤维的高温经历,W/SiC的界面发生反应,生成W2C和W5Si3相[45]。界面结构的改变会影响SiCf纤维的力学性能,以强度为3500 MPa的W芯SiC纤维为研究对象,研究其经过1100、1200、1300 ℃和1400 ℃温度下2 h的真空热处理后W/SiC界面、SiC鞘层和表面C涂层的结构演化及对应的拉伸强度变化。研究结果表明,经过1100 ℃热处理后,W/SiC界面层厚度增至500 nm,引发裂纹重叠及合并效应,W/SiC界面层厚度增加提高了应力集中程度,导致纤维力学性能大幅度退化,但仍达到3000 MPa。1200 ℃热处理后,界面层增厚并出现柯肯达尔孔洞,裂纹扩展加速且镜面区增加,导致纤维强度大幅退化至2160 MPa。更高温度(1300 ℃和1400 ℃)热处理导致了界面反应层厚度超过3 μm,镜面区也超过2.5 μm,纤维强度退化到1000 MPa[46]。
经过近十年来的努力,国内研制的W芯SiC纤维室温抗拉强度可到3800 ~ 4200 MPa,模量400 GPa,直径约为(100±2) μm。纤维研制可达到世界领先水平,且均实现了纤维的小批量制备,可满足工程化应用的需求。为瞄准未来装备对耐温材料更高的轻量化的要求,目前北京航空材料研究院也正积极发展C芯SiC纤维沉积技术。
2.2.2 界面涂层的设计及调控
复合材料的力学性能取决于金属基体、增强体,以及它们之间用于载荷传递和应力协调的界面反应层[47]。界面反应层的厚度和界面剪切强度对断裂行为有重要的影响。通常而言,适中的界面结合强度有利于充分发挥纤维和基体材料的优势。为了获得充分黏合的界面,有必要了解界面的微观结构以及热稳定性、界面力学性能以及加工和使用条件,而界面的关键在于涂层,因此SiCf/Ti复合材料的界面调控应从涂层着手进行研究。
SiCf/Ti复合材料致密化成型及服役环境均为高温,在700 ℃以上时SiC纤维和钛合金基体发生的剧烈的界面反应将阻碍钛基复合材料在高温下的实际应用[48-49]。涂层不仅可以在高温下减缓界面反应程度,还可改善因纤维和基体之间因热膨胀系数不匹配而导致的热残余应力,并保护纤维在搬运与操作过程中不受伤害。现有的SiC纤维增强钛基复合材料体系中,常采用C[50-51]、TiB2[52]、TiC、TiN以及Mo[53-54]等作为惰性涂层以缓解界面反应。美国的SCS系列通常采用1~3 μm富C涂层,富C涂层或碳芯SCS-6纤维暴露在600 ℃或者更高温度下时,会快速氧化且降低复合材料性能。英国SM 32XX 系列纤维采用了双涂层结构,分别为OLC(on-line coating)和ILC(in-line coating)涂层,其中ILC为C和SiC以一定比例混合形成的片层结构的涂层,用以保护纤维并在成型过程中形成界面反应层[40]。另据研究表明,界面反应速率会被合金元素降低,尤其是β稳定元素。因此吕祥鸿研究了C/Mo涂层对SiCf/Ti6Al4V的影响,采用C/Mo涂层时形成的界面在700 ℃时具有良好的热稳定性,可对纤维起到良好的保护作用[52]。值得注意的是,Mo是一种β稳定元素,Mo涂层可以在钛合金基体和涂层之间形成β相区域,由于β相较软,Mo涂层的引入可以抑制热暴露后界面剪切强度的升高[55]。
对界面涂层的优化,不仅体现在涂层种类的选择上,也体现在涂层微观结构的控制上。根据涂层的种类和结构特征,可采用化学气相沉积或物理气相沉积的方法制备惰性涂层。化学气相沉积采用单独的沉积室可实现C涂层的制备,其制备工艺对涂层及界面层结构具有重要的影响。北京航空材料研究院研究团队深入研究了C涂层沉积过程中沉积温度对其结构和性能的影响,研究表明较高的沉积温度(1000 ℃)所形成的C层中乱层石墨涂层具有较高的有序度(高织构),而在920 ℃时形成的C层为中织构涂层,含有较多的非晶C,从而获得具有不同微结构的界面反应层[56]。
2.2.3 钛合金基体组织调控及性能优化技术
SiCf/Ti复合材料中高性能钛合金先驱丝沉积是承上启下的关键环节,决定了纤维体积分数以及基体微观组织及性能,其最高服役温度与钛合金基体的各项性能特征密切相关,因此SiCf/Ti复合材料的材料体系主要根据所采用的钛合金基体种类来划定。表5总结了目前SiCf/Ti研究中所涉及的钛合金种类,包括Ti-6-4,Ti-15-3,Ti17,Ti-22Al-23Nb、Ti-15-3、Ti-15-3-3-3等[41-42,57]。

表5 金属基复合材料中常用的钛合金基体及分类[41-42,57]Table 5 Classification for reinforced titanium alloy matrix in metal matrix composites[41-42,57]
钛合金先驱丝通常可通过物理气相沉积(PVD)制备,其中磁控溅射法是目前应用最广的方法。对复合材料先驱丝制备工艺的调控是后续制备出高质量构件的关键。目前英国和美国已经将PVD这种沉积方法建成了中试规模。采用该方法制备的钛合金涂层组织非常细小,与纤维结合良好且没有裂纹。复合材料中纤维体积分数取决于先驱丝厚度,通过调控先驱丝沉积厚度实现对纤维体积分数的调节。通常纤维体积分数为35%~42%时复合材料具有良好的综合性能,当纤维直径为100 μm时,先驱丝厚度对应约为24.5~27 μm。采用物理气相沉积法沉积至SiC纤维表面的钛合金涂层具有一定的生长应力,因此当涂层厚度较厚时涂层内部易出现开裂的情况。通过调节先驱丝沉积过程的关键工艺参数,可实现对先驱丝钛合金涂层生长应力的调控,实现较厚(>28 μm)钛合金涂层的涂覆,同时先驱丝厚度精度可控制在±1 μm。在高性能钛合金先驱丝沉积技术方面,国内已开展了一系列钛合金先驱丝沉积技术的研究,从中高温钛合金(TC4、TC17)至高温钛合金(TA19、TA29),再至金属间化合物(Ti2AlNb、Ti3Al、TiAl)的沉积,已突破了高性能钛合金先驱丝沉积技术,图8为各类钛合金先驱丝横截面照片[42,58 ]。
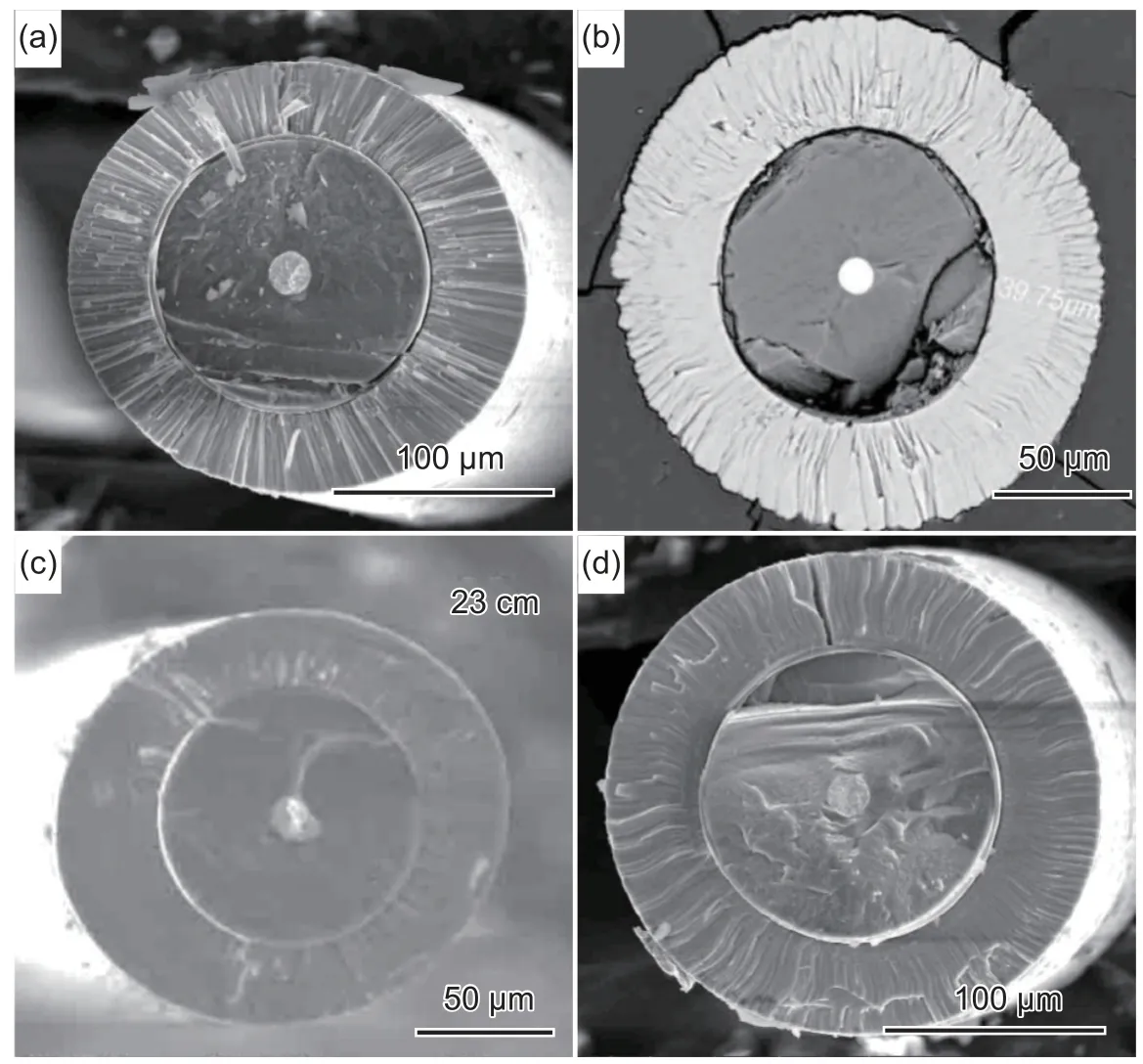
图8 不同牌号的钛合金先驱丝照片 (a)SiCf -TC17;(b)SiCf -Ti60;(c)SiCf -TA19;(d)SiCf -TiAlFig. 8 Morphologies of precursor wires with different titanium alloys (a) SiCf -TC17;(b) SiCf -Ti60;(c) SiCf -TA19;(d)SiCf -TiAl
相比磁控溅射法制备钛合金先驱丝,美国3M和FMW发明了一种更为简单的气相沉积技术——电子束蒸镀(EBPVD)。英国DERA公司也创建了类似的设备,且Rolls-Royce公司采用该方法制备了大量金属基复合材料叶环。EBPVD法可提高钛合金先驱丝的连续化程度,但电子束蒸镀过程的钛合金材料利用率较低,仅为5%。近年来开发的离子溅射法可实现钛合金先驱丝的制备,且直径控制在±3 μm内,目前德国DLR、法国ONERA和英国Rolls-Royce公司开展了相关研究。
钛合金先驱丝作为SiCf/Ti复合材料的中间材料,其各项性能对后续工艺及性能的影响至关重要[58]。北京航空材料研究院团队通过开展磁控溅射工艺(如靶基距、沉积温度、溅射偏压、沉积压强等)对各类钛合金先驱丝微观结构等影响规律研究,发现调控溅射偏压Vb可实现对涂层微观结构的有效调整。其原理为在等离子体和基片之间施加额外的电场,负偏压对溅射离子产生加速作用。溅射偏压越大,入射粒子能量越大,在基片表面的迁移能力就越强,从而实现对涂层微结构的改变。例如,在沉积Ti2AlNb涂层时采用高Vb诱导Nb偏析到晶界,可促使Ti2AlNb涂层的非晶化,当Vb为-120 V时,形成富Nb非晶壳包裹Ti2AlNb纳米晶核的均匀纳米晶-非晶双相纳米结构,该独特结构可使Ti2AlNb涂层在保持韧性的情况下硬度提高至15.2 GPa[42]。此外,通过调控Vb还可对生长应力进行调节,随着溅射偏压的增大,沉积的钛合金涂层逐渐从张应力状态转变为压应力状态,有利于提高钛合金涂层与纤维的结合状态,此规律已在TC17、Ti60、TiAl等多种类钛合金先驱丝制备研究中得到了印证,因此通过调控溅射偏压实现对先驱丝中钛合金的成分、结构以及性能的综合调控是较为有效的方法。
针对钛合金先驱丝的性能研究,受限于SiCf/Ti复合材料中钛合金基体的空间尺寸,基体材料的宏观测试受到局限,纳米压痕具有较高的定位能力和微区表征能力,因此采用该方法可开展对钛合金基体进行微观力学性能的研究。北京航空材料研究院团队通过采用不同应变速率对具有不同微观组织的钛合金基体进行了微观力学性能的研究,表明了SiCf/TC17复合材料中具有片层组织的钛合金基体具有更低的应变速率敏感因子m,反映出更优的抗变形能力[59]。
2.2.4 SiCf/Ti复合材料成型工艺
SiCf/Ti复合材料的成型在于实现各组分之间的熔合和致密化,在该过程中SiC纤维外层涂层与钛合金发生界面反应,形成稳定的化学结合。钛合金涂层发生塑性流动实现孔洞的闭合,因此成型过程需协同调控界面反应和致密化程度。通常采用热压(VHP)和热等静压(HIP)对SiCf/Ti复合材料进行成型,其控制参量主要为成型温度、成型压力以及保温保压时间。近年来研究者们开发了超塑成形/扩散结合(SPF/DB)、火花等离子烧结技术(SPS)及快速红外成型技术[60]。其中火花等离子烧结技术和快速红外成型技术均利用了高温下快速成型的特点以缩短成型时间,以期控制界面反应程度。快速红外成型技术的时间短、温度高、温度控制较难,所制备的材料无法实现大尺寸化,同时界面反应存在较大的波动,因此尚未被广泛采用。北京航空材料研究院团队开展了SiCf/Ti复合材料的SPS成型技术,在50 MPa、900 ℃下保温15 min基体可实现致密化,相对密度达到99.4%。相比传统的致密化成型工艺,可大幅缩短成型时间,反应层厚度可控制在0.8 μm左右。整个烧结过程可分为先驱丝表面净化与活化、快速致密化和蠕变致密化3个阶段[34]。未来可尝试采用该方法制备尺寸更大的板类构件。
2.3 SiCf/Ti复合材料无损检测技术
随着对装备中各级零部件的性能、寿命、可靠性和安全性要求的不断提高,构件的质量问题也受到了更多的关注和重视。要求检出构件中更小的缺陷,并在维修维护的检测要求中有更快速以及原位检测的技术。这些需求也推动了各类无损检测技术的发展与应用。目前SiCf/Ti复合材料内部缺陷的无损检测方法主要有超声法和射线法等,近年来工业(微纳)CT、同步X射线以及声发射等检测技术也在该材料的检测中获得越来越多的应用。每种检测方法因检测原理不同而使检测信号的侧重点和局限性不同,将不同测试方法结果结合可扩大有效检测范围,实现对材料和构件更全面的检测以及认识。
超声检测是利用超声波对材料中的宏观缺陷进行检测,主要根据超声波在材料中传播时的特性,如声波在通过材料时能量会发生损失,在两种介质的分界面会发生反射等。在评估缺陷时所收集的信息包含来自材料内部各种不连续的反射信号及其幅度,入射信号与接收信号之间的声传播时间以及声波通过材料以后能量的衰减。北京航空材料研究院在20世纪80年代中期开始研究超声C扫描检测技术,研发了国内最初的数控和计算机控制的扫描成像系统。采用超声水浸聚焦C扫描可对复合材料叶环进行缺陷检测和底波损失检测。当纤维与界面结合良好时信号幅度较均匀,在C扫描图上呈现出较为统一的颜色;当界面结合不良时,界面反射信号幅度升高,在C扫描图上表现出明显的颜色变化[61]。在整体叶环结合界面的超声检测中,利用底波监控与缺陷检测结果,可识别结合界面处的孔洞类界面缺陷信号,缺陷反射信号幅度增高同时伴随底波反射幅度明显降低,且C扫描图像中出现明显的不连续[62]。孔洞类缺陷其超声、X射线以及CT检测结果对应较好,如图9所示,从图中可以明显分辨环形件中的异常区域,且两种检测方式具有较好的对应关系。基于超声头波理论,利用超声爬波法能够成功地检测纤维环试样中不同深层的断丝缺陷,有望解决SiCf/Ti复合材料整体叶环中深埋型纤维环断丝缺陷的无损检测难题[63]。Rokhlin等通过研究SiCf/Ti15V-3Cr-3Al-3Sn复合材料在疲劳损伤过程中不同阶段的超声声速、回波信号的反射谱、超声衰减系数等参数的变化,对材料的疲劳损伤进行评价,包括微观结构的变化等[64]。虽然超声检测在复合材料领域应用较多,但理论模型和预测研究仍然较少,仅停留在通过实验建立对应关系阶段。
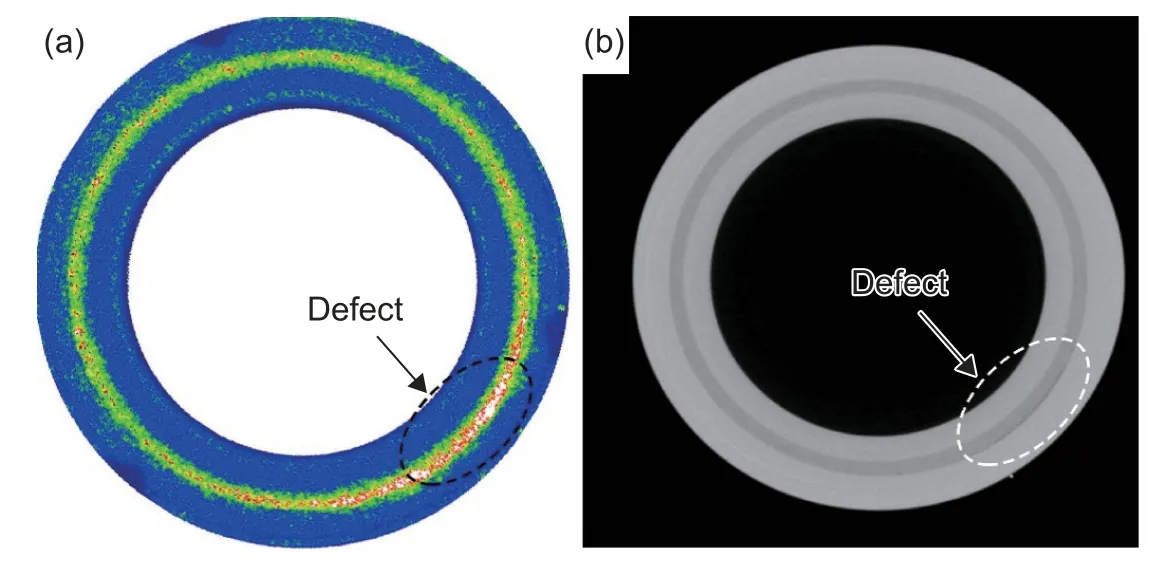
图9 SiCf/Ti复合材料环形件超声和CT检测缺陷信号图 (a)超声检测;(b)CT检测Fig. 9 Ultrasonic signal map and CT signal map of the defect in SiCf/Ti composite bling (a) ultrasonic;(b) CT
由于不同钛合金制件中纤维与金属结合界面质量存在的问题不同,而界面结合质量对整体叶环的性能影响较大,是整体叶环内部质量的检测重要环节。因此采用高超声技术评价SiCf/Ti复合材料中纤维与金属界面结合质量是重要的研究方向。对不同结构、不同牌号的钛基复合材料环形件开展缺陷检测实验和方法研究,正确评价复合材料与金属界面的缺陷,最终为钛基复合材料叶环的质量评价以及出厂检验提供技术支撑。
X射线法是利用强度均匀的X射线束透照射物体,因内部的缺陷或者结构差异而改变物体对射线的衰减,使不同部位透射射线强度不同,从而判断构件内部的缺陷和物质分布。射线检测技术为一个完整的技术体系,根据具体技术细节的不同包含了多种检测技术,其中工业CT技术和同步辐射X射线技术为SiCf/Ti复合材料研究中较为常用的检测技术。
采用工业CT可对SiCf/Ti复合材料内部的微观缺陷进行检测和识别,包括基体未致密、单纤维断裂、基体裂纹等,精度可达到10 μm以内。近年来发展的原位XCT技术可实现材料在载荷下的内部微观测试,加上高精度检测的特点,可捕捉复合材料内部裂纹的萌生和扩展等信号[65]。图10为SiCf/Ti复合材料内部结构及基体裂纹的CT信号图,由图可清楚地识别复合材料内部的钨芯、纤维以及钛合金基体,并提示裂纹的分布情况。相类似地,同步辐射X射线技术在材料裂纹扩展研究方面也起到了举足轻重的作用。Hung等采用同步辐射X射线技术对SiCf/Ti复合材料裂纹的扩展进行了原位跟踪并进行载荷再分布的重构[66]。随着检测技术的不断发展,未来高精度的X射线检测技术将在科学研究中发挥越来越多的作用。但以上两种检测技术仅仅适用于尺寸较小的薄制件,对于厚度超过10 mm的工件,由于射线的穿透能力明显减弱,导致成像分辨率迅速降低。当零件外形尺寸大于400 mm时,高能CT也无法穿透零件得到清晰的图像,因此工业CT仅适用于小尺寸的SiCf/Ti复合材料内部缺陷的检测和研究。
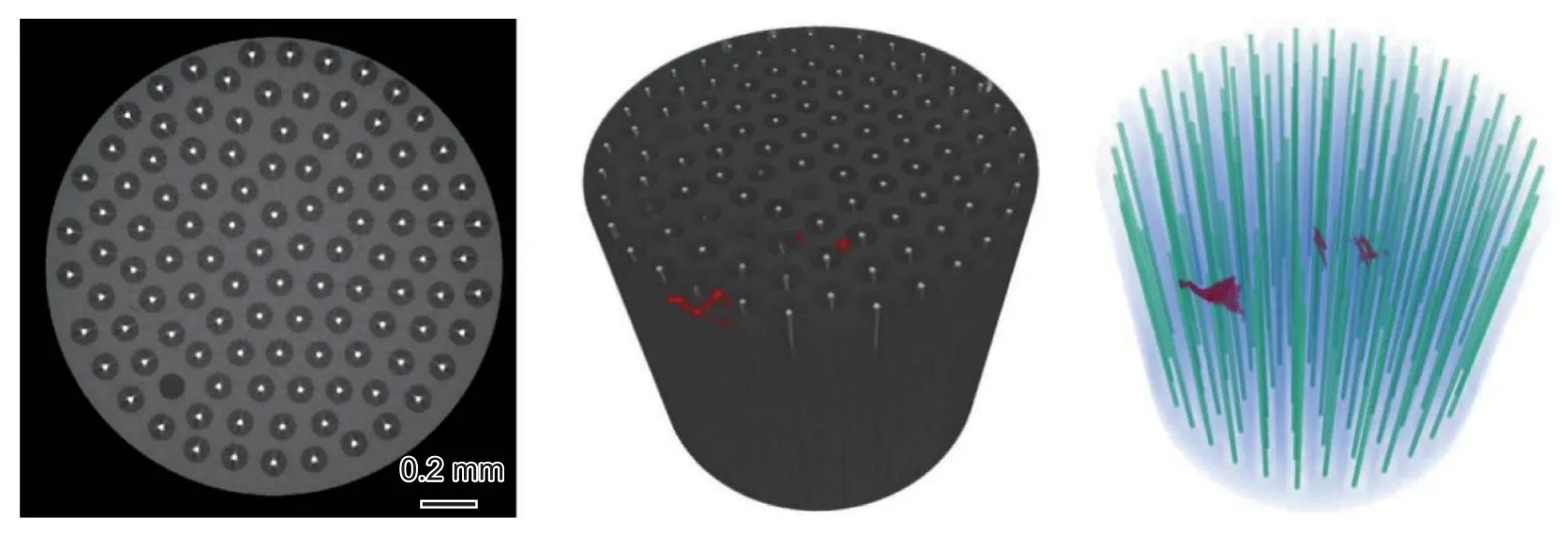
图10 SiCf/Ti复合材料内部结构及缺陷CT图Fig. 10 Internal structure and defects CT image of SiCf/Ti composite material
声发射又称为应力波发射,是材料或构件发生不可逆塑性变形后释放应变能的现象。复合材料中重要的声发射来源包括了基体开裂、层间分离、纤维和基体间界面分离和纤维断裂等多种缺陷。随着数字化声发射系统的推出,可捕获复合材料纤维断裂、纤维破碎、基体变形、基体断裂、反应层断裂、界面脱粘,以及缺陷与损伤的萌生和扩展,成为了研究和生产中重要的动态无损检测技术[67-69]。
Takashima等采用声发射技术对SCS-6/Ti-6Al-4V复合材料的损伤演化进行了评估,通过监测恒定循环振幅载荷的四点弯曲中的声发射信号,观察到与纤维断裂相关的高振幅AE信号,而小振幅声发射信号与基体裂纹扩展相关[70]。孔旭等采用声发射技术研究了SiCf/Ti6242复合材料在热机械疲劳过程中的损伤行为,结果表明纤维断裂和基体裂纹共同控制了热机械损伤行为[71]。Jia等研究了SiCf/TC17复合材料在200 ℃横向加载时的声发射行为变化,断裂伴随着强烈的声发射信号,根据加载中声发射行为的变化证实该复合材料在横向拉伸的失效过程包括三个阶段[72]。利用声发射技术监测到SiCf/Ti6242复合材料在热机械疲劳的加载和保载阶段出现纤维断裂和基体裂纹等信号[71],表明其热机械疲劳损伤机制由纤维断裂和基体断裂共同控制。随着声发射对实时波形和瞬态分析等信号处理技术的提升,可进一步区分纤维断裂、基体开裂、分层、脱粘等不同的破坏形式,为损伤机理的研究提供更准确的手段。虽然目前声发射技术尚未在SiCf/Ti复合材料构件的检测中广泛应用,但通过技术的发展对材料缺陷的检测也将发挥重要的作用。
原位表征技术可以直观的表征材料结构的演化状态,是揭示材料失效机制的有效手段。利用原位高速摄像方式实时观察叶环在高速旋转过程中断裂过程,发现超速旋转的裂纹首先出现在叶环的内径,而后裂纹迅速扩展,导致SiCf/Ti复合材料核心迅速失效[73]。此外原位XRD和原位X射线三维成像技术也用来研究SiCf/Ti复合材料在高温疲劳过程中的损伤积累,将经过高温疲劳后的疲劳裂纹和纤维断裂的三维形态进行重构,对SiCf/Ti复合材料中桥接和断裂纤维与疲劳裂纹附近的基体之间的应力分配进行研究,表明低应力幅和高应力幅具有不同的裂纹生长机制[11]。
经过十多年的发展,国内已初步掌握了针对SiCf/Ti复合材料的各类无损检测技术。通过多种无损检测手段相结合,掌握了材料中主要的缺陷类型、分布特点及变化规律,并建立了适用的无损检测与评价方法,为材料的质量控制和工艺改进提供技术支持和可靠保证。
3 结论与展望
SiCf/Ti复合材料作为新一代轻质高温结构材料,未来在军用和民用航空上均有重要的应用前景。目前该材料的主要制备方法为箔压法和基体涂层法。其中箔压法工序简单,适用于制备板类构件;基体涂层法较好地解决了纤维分布不均的问题,适用于制备环、盘以及轴等类型构件。在制备过程中调控SiC纤维性能、界面结构和钛合金基体组织是调控复合材料性能的关键手段。为了保证SiCf/Ti复合材料实际应用的可靠性,国内外开发了超声检测、X射线检测和声发射等无损检测手段,这推动了复合材料的实用化。目前,国外SiCf/Ti复合材料已经成功应用在发动机涡轮轴、推力杆、叶环等杆和环类构件,并取得明显减重效果。国内在该类构件的设计、制造、检测和验证等方面开展了众多基础工作,由于关键材料和技术等的限制,仍需增加投入并加快研究进度,实现SiCf/Ti复合材料在高性能航空发动机和飞行器上的应用。综合国内外SiCf/Ti复合材料的研究现状,虽然在过去几十年间取得了突破性进展,但仍有大量技术需要完善与突破,主要包括以下几方面:
(1)SiCf/Ti复合材料的设计、验证及考核技术。SiCf/Ti复合材料构件为设计-制造高度一体化的材料。基于材料的性能特征,性能优势的充分发挥可提高构件的性能,但要将材料性能发挥至极致并非易事,需要先进的设计理念、可靠的数据支撑以及多轮次的设计制造的迭代反馈,方能获得较好的构件结构设计。而针对不同的设计方案,建立相应的失效准则以开展对不同构件的考核验证,获得有效的构件性能评价。其次,SiCf/Ti复合材料的制造周期长,优良的设计方案可节省大量的制造成本和工艺周期,为材料和构件的制造奠定良好的基础。
(2)SiCf/Ti复合材料的低成本制造技术。复合材料价比黄金,虽然SiCf/Ti复合材料带来了诸多的性能红利,但面对实际应用时,成本仍是较大的桎梏。因此发展低成本的SiCf/Ti复合材料制备技术,如低成本的纤维制备技术以及低成本的箔材制备技术等,是世界范围内需攻克的难题。但伴随着全球工业产业链中各项技术的日趋完善和成熟,包括成型技术的不断更新和优化,有望推动SiCf/Ti复合材料制造经济性的提高。而在现有技术环境下,国内各材料组分的制备技术已接近成熟,今后可通过固化工艺、扩大产量以及提高管理效能等提高SiCf/Ti复合材料及构件的批次稳定性,从而实现对SiCf/Ti复合材料成本的控制。
(3)SiCf/Ti复合材料的失效分析与寿命预测技术。SiCf/Ti复合材料中各组分具有不同的性能特征,且实际服役过程中由于几何结构以及加载方式的影响,总是处于多轴应力状态,因此其失效机制也较为复杂。不同的载荷类型对应了不同的断裂机制,深入开展试样级别、构件级别的失效分析,建立纤维-界面-基体特性-拉伸-疲劳-蠕变-持久-寿命之间的关系,形成各种断口图谱及力学性能数据库。探索各类载荷谱下的微宏观力学行为,建立各类环境载荷作用下适用于SiCf/Ti复合材料的寿命预测模型。
SiCf/Ti复合材料未来的发展并非仅局限于上述三点,在现有的技术体系下通过界面涂层和基体微观结构的优化,完善从室温、400~800 ℃温度内长时使用的复合材料体系,进一步优化材料的各项力学性能,使其满足各类装备对材料的性能要求。相信通过更多研究者们的努力,SiCf/Ti复合材料能呈现给我们更多的惊喜和期待。
猜你喜欢
石材(2022年3期)2022-06-01
原道(2022年2期)2022-02-17
理化检验-化学分册(2020年5期)2020-06-15
上海建材(2018年4期)2018-11-13
中国自行车(2018年8期)2018-09-26
电镀与环保(2018年4期)2018-08-20
四川冶金(2017年6期)2017-09-21
当代化工研究(2016年9期)2016-03-20
钛工业进展(2014年5期)2014-02-28
汽车与新动力(2014年4期)2014-02-27