碳化硅功率器件用有机硅灌封胶材料耐温性能研究
2024-01-04 01:20史玉龙刘育豪张云霄张博雅
绝缘材料 2023年12期
林 荧, 史玉龙, 刘育豪, 张云霄, 张博雅, 文 韬
(1.合肥工业大学 电气与自动化工程学院,安徽 合肥 230009;2.福州大学 电气工程与自动化学院,福建 福州 350108;3.西安交通大学,陕西 西安 710049)
0 引 言
碳化硅(SiC)材料具有高熔点、高热导率、宽禁带宽度等特性,以其作为芯片的功率器件可进一步推动高功率密度电力电子系统的发展,并有望用于宽服役温度的航空领域[1]。目前,SiC 功率器件主要沿用传统硅基器件的封装结构与材料[2]。有机硅灌封胶材料一般作为SiC 功率器件的封装绝缘材料,承担着功率器件内部绝缘、防止芯片受到外界污染等作用[3-4]。小型化、高功率密度的功率器件需要在高温(高于200℃)下正常运行[5]。航空领域用的功率器件需要在极端低温(低于-100℃)下可靠服役[1]。因此,SiC 功率器件的运行工况和服役条件对有机硅灌封胶材料的耐高低温性能提出了更高要求。有必要开展SiC 功率器件用有机硅灌封胶材料的耐温特性研究,以保障SiC功率器件的安全运行。
目前,已有众多研究学者对有机硅灌封胶材料的耐高温性能展开了研究。传统硅基功率器件用有机硅灌封胶材料、硅凝胶材料(交联密度较低的加成型硅橡胶),长期在200℃以上运行后会出现硬化、破裂等现象,不再满足SiC 功率器件的发展需求[6]。为寻找具有高耐温性能的封装用有机硅灌封胶 材 料,J D SCOFIELD 等[6]、D C KATSIS 等[7]、R KHAZAKA 等[8]、CHEN C 等[9]学者测试了多种商用有机硅灌封胶的耐高温性能,发现美国Contronics公司的Duraseal 1533、美国Nusil 公司的R-2188 有机硅灌封胶材料可在200℃以上不开裂并且电气性能不发生明显劣化。德国Wacker 公司也成功研发能够长期应用于210℃运行温度的SiC 功率器件用SEMICOSIL 915HT 有机硅灌封胶材料[10]。但是,SEMICOSIL 915HT、Duraseal 1533、R-2188 3 种有机硅灌封胶材料耐高温性能的优劣目前尚不清晰,哪种有机硅灌封胶材料更适用于高温工况下的SiC器件需要进一步研究。此外,研究者通常采用热氧老化的方法加速模拟有机硅灌封胶材料在高温工况下的劣化过程,以判定有机硅灌封胶材料的高温可靠性。但是,该方法需要较长的老化时间。如何在短时内衡量有机硅灌封胶材料的耐高温老化性能也亟须探索。
对于有机硅灌封胶材料的耐低温性能,T A T VU 等[11]研究了-60℃环境下,硅凝胶材料、陶瓷基板、铜箔三结合点处的局部放电特性。研究发现,短时暴露在-60℃环境下,三结合点处局部放电特性变化不大;长时在-20~-60℃环境下,局部放电起始电压降低,局部放电电荷量增加。然而,该研究并未分析硅凝胶材料低温绝缘性能变化的内在原因。硅橡胶材料在降温过程一般先经历结晶过程,后经历玻璃化转变过程[12]。在结晶过程中,硅橡胶材料从分子链段无规排列的无定型态转变为分子链段局部规则排列的半晶态,发生相态转变。在该阶段,硅橡胶材料的机电特性等关键性能发生骤变[13]。因此,结晶温度及晶体生长过程一般认为是制约硅橡胶材料低温服役的主要因素。本研究团队先前已报道硅橡胶材料在-50℃即可诱发结晶[14],与文献[11]报道的现象一致。因此,还需对比多种商用有机硅灌封胶材料的结晶特性,以判断其低温服役性能的优劣。
本文以SEMICOSIL 915HT、Duraseal 1533、R-2188 3 种型号有机硅灌封胶材料为研究对象,利用热失重分析法阐明热降解过程,计算引发热氧老化反应所需的活化能,从而对比三者的耐高温性能。利用差示扫描量热仪分析结晶温度、结晶度、结晶速率等参数,从而判断三者的耐低温性能。
1 实 验
1.1 原料与制备
使用的3 款灌封胶材料都为加成型硅橡胶,其硫化机理如图1所示[5,15]。
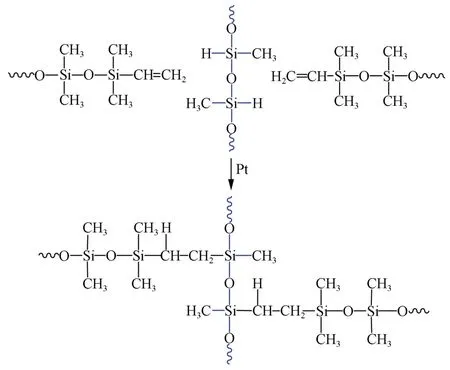
图1 有机硅灌封胶硫化过程中的硅氢加成反应Fig.1 Hydrosilylation reaction during vulcanization process of organic silicone encapsulants
三者的型号、生产厂家、AB 组分混合比例及其颜色、室温下可操作时间、黏度信息如表1所示。对于SEMICOSIL 915HT产品,A、B组分根据表1中混合比例混合10 min,之后倒入聚四氟乙烯模具,在真空室中静置60 min 以消除气泡,最后在100℃下固化60 min。对于Duraseal 1533 产品,A、B 组分按照表1 中的比例混合4 min,之后倒入聚四氟乙烯模具,在室温下固化30 min。对于R-2188 产品,A、B组分按照表1 中的比例混合10 min,之后倒入聚四氟乙烯模具,置于真空箱中,多次抽气、放气,直至无气泡,最后在100℃下固化60 min。制备得到的3款样品外观如图2所示。

表1 有机硅灌封胶材料产品参数Tab.1 Product parameters of organic silicone encapsulant

图2 三款有机硅灌封胶外观Fig.2 Appearance of three organic silicone encapsulants
1.2 测试方法
根据ASTM D 2240-81,利用LXD-A 型邵氏硬度计测试材料硬度。在试样表面不同位置进行5次测量,记录中值。
采用热失重分析仪(TGA2050,TA公司)分析材料的耐高温性能,在空气气氛下,分别以6、9、12℃/min的加热速率将质量约为10 mg的样品从50℃加热到800℃,记录升温过程中的质量变化。
采用差示扫描量热仪(DSC214 型,Netzsch 公司)分析材料的耐低温性能,以10℃/min 的降温速率,将质量约为10 mg 的样品从-50℃降温至-105℃,记录降温过程中的热流曲线。
2 有机硅灌封胶材料的耐高温性能
2.1 灌封胶材料的热失重曲线分析
3 种有机灌封胶在不同升温速率下的热失重曲线如图3所示。

图3 3种有机硅灌封胶在不同升温速率下的热失重曲线Fig.3 Thermogravimetric curves of three silicone encapsulants at different heating rates
从图3 可以发现,在升温过程中3 种加成型硅橡胶存在斜率不同的两个下降阶段(阶段A 和阶段B),这说明在热分解过程中加成型硅橡胶发生了两种以上的分解反应。根据经典的加成型硅橡胶热分解行为[16-17]可知,在300~420℃主要发生如图4(a)所示的甲基氧化反应。在该温度范围内,氧气攻击侧链甲基基团,产生CH2OO·自由基。该自由基与另外侧链的甲基反应,产生氢过氧化物和亚甲基接枝的硅氧烷。之后氢过氧化物分解,产生硅醇、甲醛。其中甲醛在该阶段挥发,造成灌封胶材料质量的减少。在420~580℃,主要发生解链反应和随机剪切反应,如图4(b)~(c)所示。在解链反应中,产生的硅醇和硅氧烷制备过程中引入了羟基,在自由体积空间内端基发生转动使得端部羟基与链段尾部的Si-O键发生反应,形成环状低聚物和减少分子量的甲基封端聚硅氧烷分子链。在随机剪切反应中,甲基封端的分子链发生转动,使得原有的Si-O键断裂,形成新的Si-O 键,也产生了环状低聚物和减少分子量的甲基封端聚硅氧烷分子链。环状低聚物的挥发是该阶段有机硅灌封胶质量减少的原因之一。在420~620℃,主要发生Si-CH3的均裂反应。在均裂反应中,残留的Si-CH3侧链发生断裂,形成无侧链的聚硅氧烷自由基和甲基自由基。二者与硅氧烷发生反应,形成硅氢键封端的聚硅氧烷、甲烷和亚甲基自由基封端的聚硅氧烷。亚甲基自由基封端的聚硅氧烷与无侧链的聚硅氧烷自由基,在铂催化剂和高热的作用下形成Si-C-Si,如图4(d)所示。在该过程中甲烷的挥发是有机硅灌封胶质量减少的原因之一。形成的Si-C-Si 结构质地坚硬,类似于陶瓷,难以分解,是残留质量的主要来源。
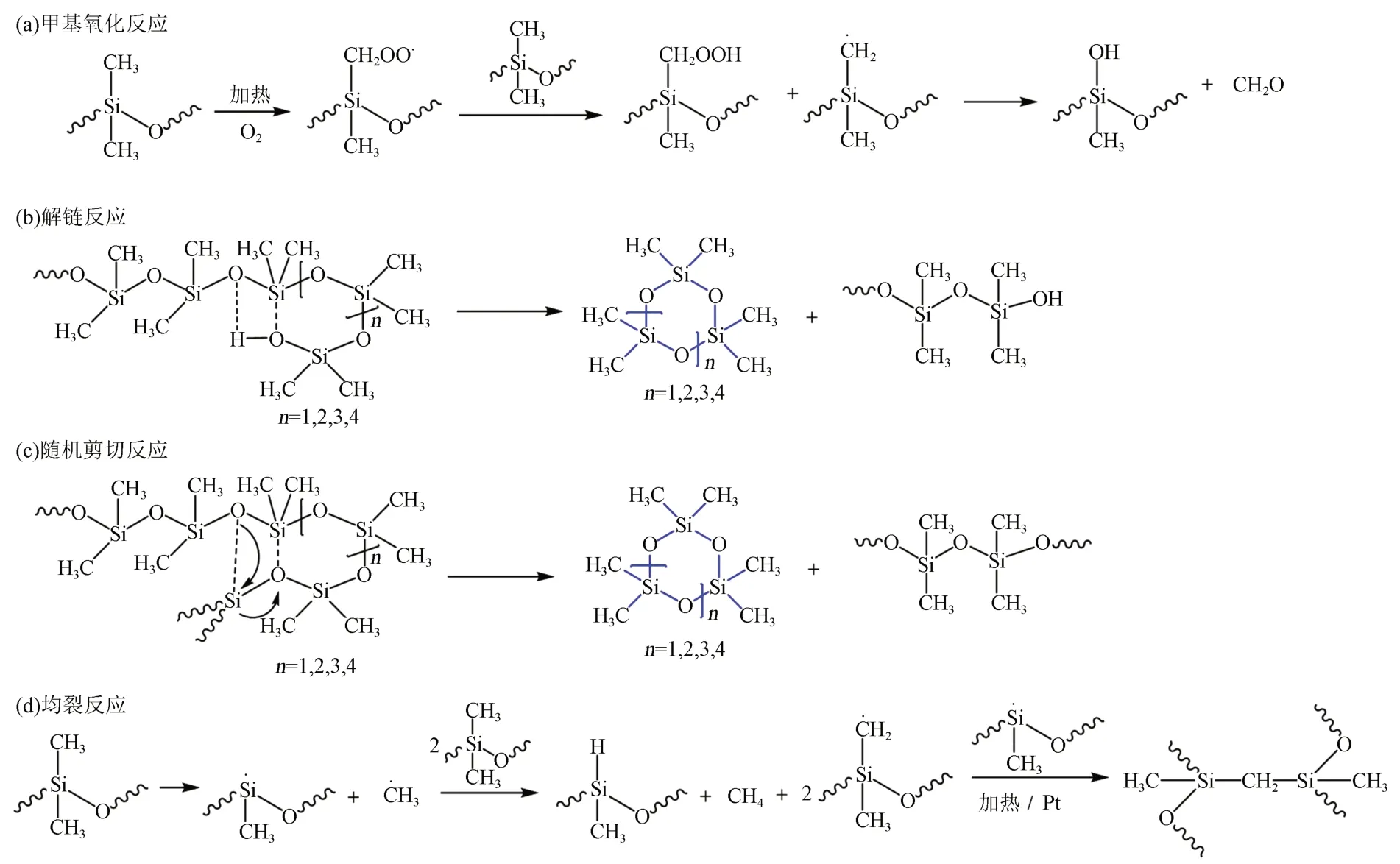
图4 热降解过程中的不同反应Fig.4 Different reactions during thermogravimetric process
从热失重曲线中提取出灌封胶的热失重数据如图5 所示。阶段A 和阶段B 对应的起始分解温度和结束温度如图5(a)~(c)所示。从图3 中可知,阶段A的结束温度即是阶段B的起始温度。阶段A的起始分解温度位于300~350℃,终止温度位于380~440℃。这恰恰对应了图4(a)的侧链甲基氧化反应,说明热失重曲线中阶段A 的质量损失是由于甲醛挥发造成。阶段B 的起始温度位于380~440℃,终止温度位于500~560℃。在该温度范围内,甲基氧化反应、解链反应、随机剪切反应和Si-CH3的均裂反应将会同时发生,说明热失重曲线中阶段B 的质量损失是由甲醛、环状低聚物、甲烷挥发造成。
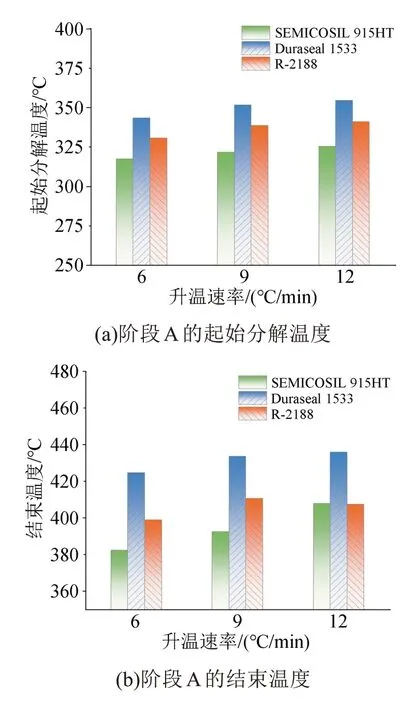
图5 灌封胶材料的热失重数据Fig.5 Thermal weight loss data of potting adhesive material
从图5(a)可以看出,阶段A 的起始分解温度从高到低依次为Duraseal 1533、R-2188、SEMICOSIL 915HT 有机硅灌封胶材料。三者的硬度如表2 所示。由表2 可知,SEMICOSIL 915HT 灌封胶的硬度值为0 HA,表示硬度过小,超过仪器量程。相比于SEMICOSIL 915HT 灌 封 胶,R-2188 灌 封 胶 的 硬 度明显增大,这说明R-2188 灌封胶的交联密度较大[18-19]。从图4(a)可知,侧链甲基氧化反应需要氧气引发,氧气到达灌封胶材料内部一般借由自由体积进行扩散。由于R-2188灌封胶的交联密度较大,减少了自由体积的含量,从而抑制了氧气的扩散过程,所以R-2188灌封胶材料需要更高的温度环境以提供氧气分子扩散的能量,实现侧链甲基氧化反应。Duraseal 1533 灌封胶材料也具有较高的硬度。从图2 可知,Duraseal 1533 灌封胶材料呈绿色,而聚二甲基硅氧烷生胶呈现透明状,这说明在Duraseal 1533 灌封胶材料掺杂了有色填料,从而提高了材料的硬度。填料的加入会减小自由体积的含量,进一步阻碍氧气的扩散过程[20]。因此Duraseal 1533灌封胶的起始分解温度最高。

表2 3种有机硅灌封胶的硬度Tab.2 Hardness of three organic silicone encapsulants
从图5(b)和图5(d)可以看出,阶段A 的失重量和阶段A 的终止温度从高到低依次是Duraseal 1533、R-2188、SEMICOSIL 915HT 灌封胶。利用阶段A 失重量与阶段A 温度范围的比值,可以简单比较整个反应中的失重速率,如表3 所示。由表3 和图5(d)可知,Duraseal 1533 灌封胶的失重量和失重速率最高,说明Duraseal 1533 灌封胶中高含量的聚二甲基硅氧烷参与甲基氧化反应,并且一旦开始反应,反应速率最快[21]。在氧气进入交联程度较大的R-2188 灌封胶体内引发甲基氧化反应后,产生的自由基需要与其他链段上的甲基发生反应产生氢过氧化物。较高的交联程度抑制了自由基与其他链段的接触,从而降低了反应速率和减少了后续反应甲醛的挥发量。而SEMICOSIL 915HT 灌封胶的硬度最低,交联程度较低,理应在该阶段失重多,反应速率大。但是,实验结果却表明SEMICOSIL 915HT 灌封胶失重量少,反应速率低,其原因还需进一步探究。
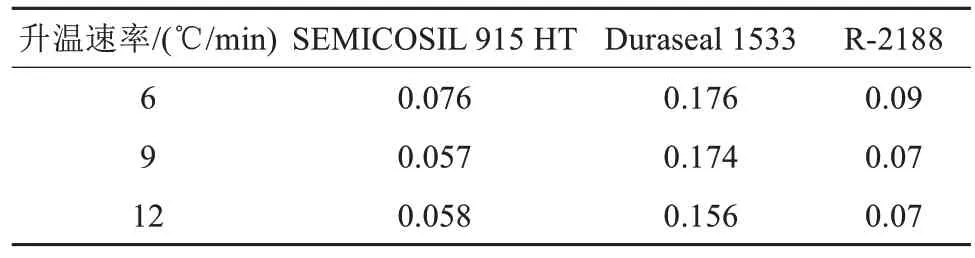
表3 3种有机硅灌封胶阶段A整体失重速率Tab.3 Weight loss rate of three organic silicone encapsulants at stage A%/℃
在图5(c)中,3种加成型硅橡胶阶段B 的结束温度从高到低依次为Duraseal 1533、R-2188、SEMICOSIL 915HT 灌封胶。在图5(e)中,Duraseal 1533灌封胶在阶段B 的失重量最少,其他两种灌封胶的失重量相差并不明显。Duraseal 1533灌封胶的可操作时间仅为5 min,室温下30 min 即可固化完全,说明该灌封胶的固化反应快速。从图1的固化反应可知,在铂催化剂的作用下,端基乙烯基与含氢硅油中的Si-H发生硅氢加成反应,形成三维交联的分子结构。铂催化剂的含量越高,则固化时间越短,反应越迅速,说明Duraseal 1533 灌封胶中含有较高含量的铂催化剂。阶段B中,解链反应、随机剪切反应和Si-CH3的均裂反应同时发生。Duraseal 1533 灌封胶在氧化反应中产生了较高含量的亚甲基自由基封端的硅氧烷结构。如图4(d)所示,其与残留的二甲基硅氧烷结构,在大量铂催化剂的作用下,易发生Si-CH3的均裂反应,形成难以分解的Si-C-Si结构,包裹于灌封胶表面,从而抑制了解链反应、随机剪切反应产生的环状低聚物的挥发,减少了质量损失。此外,在反应后期,即在更高的温度下,根据文献[16-17],Si-CH3的均裂反应为主导,因此Duraseal 1533 灌封胶阶段B 的结束温度最高。R-2188灌封胶在阶段A 中失重较SEMICOSIL 915HT 灌封胶高,产生了更多硅醇结构,可促进解链反应。但是,较高的交联密度阻碍了解链反应中链段端部的运动,二者相互竞争。此外,R-2188 灌封胶在阶段A中更多的亚甲基自由基封端的硅氧烷结构促进了阶段B 中Si-CH3的均裂反应。因此,在阶段B 中R-2188 灌封胶与SEMICOSIL 915HT 灌封胶的失重相差不大,R-2188 灌封胶的结束温度高于SEMICOSIL 915HT灌封胶。
化学反应的温度区域明显依赖于升温速率。通常情况下,更高的升温速率会引起化学反应向高温方向偏移。这与在图5(a)、(c)中的现象一致,随着升温速率的增加,阶段A 和阶段B 的关键温度呈现上升趋势。在图5(d)~(f)中,Duraseal 1533 灌封胶的质量变化与升温速率关系并不明显,这说明即使在较短时间内,Duraseal 1533灌封胶中的氧化反应、解链反应、随机剪切反应和均裂反应都能反应完全,与表3 中的结果一致。但是SEMICOSIL 915HT和R-2188 材料各阶段的失重量与升温速率有关。在阶段A,随着升温速率的增加,R-2188 材料在氧化反应温度内对应的反应时间减少。由于反应速率较低,R-2188 材料的氧化反应并不充分,因此阶段A 的质量损失下降。产生的亚甲基封端的硅氧烷结构减少,导致在阶段B内均裂反应受到抑制,从侧面增强了解链反应和随机剪切反应,生成了更多易挥发的环状低聚物,因此阶段B的失重量增加,最终造成高升温速率下R-2188材料的残余质量减少。
2.2 灌封胶材料热分解过程的活化能参数
在定性了解3 种灌封胶材料的热失重曲线后,还需进一步进行反应活化能的计算,比较3 种灌封胶材料发生热反应的难易程度[22-23]。
首先,计算反应的转换率αn。转换率αn为阶段n反应过程在某一特定时间和温度存在的产物量与该阶段反应物的起始量相比较的量,为无量纲量,其计算如式(1)所示。
式(1)中:Min为阶段n的样品起始质量;Mtn为阶段n内t时刻温度的样品质量;Mfn为阶段n的样品最终质量。然后,在给定的转换率αn下,计算阶段n的反应活化能。Ozama、Flynn 和Wall 导出了升温速率β与相应的转化率αn下热力学温度之间的关系式的近似表达式,如式(2)所示。
式(2)中:Ea是活化能,即超过基态的能量,该能量施加于某一原子或者分子体系,使其发生某一反应过程;R为摩尔气体常量,其值为8.314 J(K·mol);T是热力学温度。对不同升温速率和给定转化率αn下对应的热力学温度进行拟合,可得活化能Ea。
对3种灌封胶材料热分解过程中的阶段A 和阶段B 数据进行拟合,结果如图6 所示,计算的活化能参数如表4 所示。由表4 可知,对于氧化反应的阶段A,活化能从高到低依次为R-2188、Duraseal 1533、SEMICOSIL 915HT,其中R-2188 与Duraseal 1533的活化能都在200 kJ/mol以上。热氧老化反应的引发阶段一般消耗150 kJ/mol 的能量,在链转移阶段一般消耗30~45 kJ/mol 的能量[24]。计算值与理论值相近,验证了活化能计算的正确性。活化能越高,反应势垒越大,则反应越难发生。这说明R-2188、Duraseal 1533 两款灌封胶的氧化反应都较难发生,这是由于较大的交联程度有利于抑制氧气的扩散和分子链段的接触,从而提升反应势垒。对于多反应共存的阶段B,Duraseal 1533 灌封胶具有较大的活化能,反应势垒较高,可能是由于均裂反应需要更高的能量。

表4 3种有机硅灌封胶的活化能Tab.4 Activation energy of three organic silicone encapsulants kJ/mol
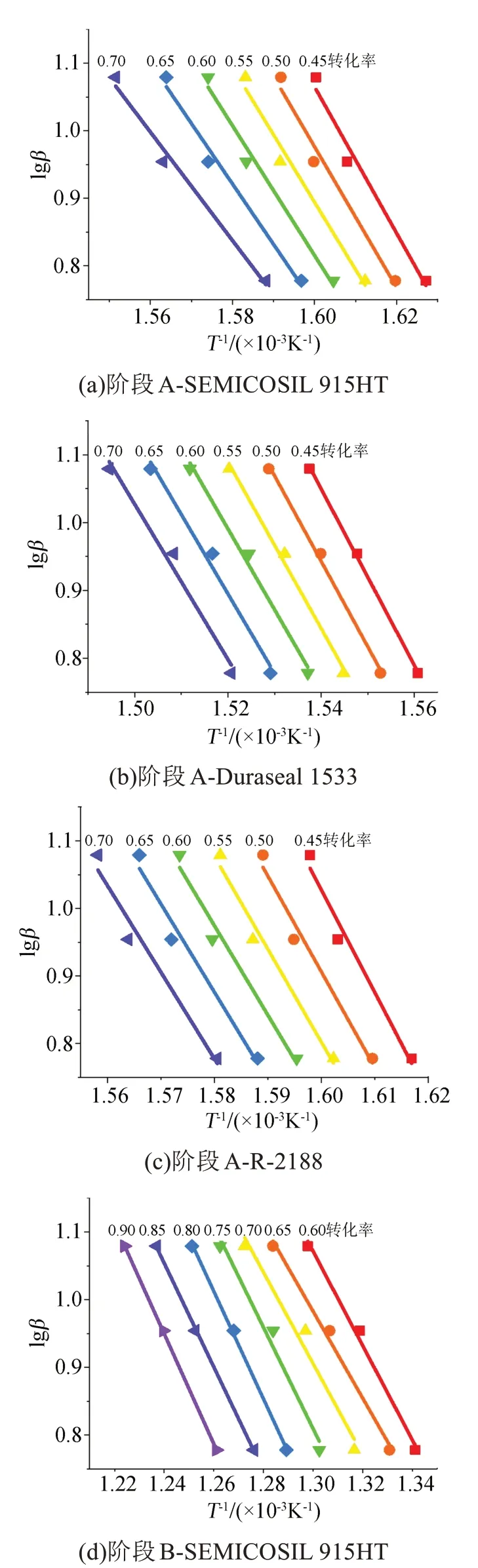
图6 SEMICOSIL 915HT、Duraseal 1533、R-2188在阶段A及阶段B的反应活化能拟合Fig.6 Fitting of activation energy of SEMICOSIL 915HT,Duraseal 1533, and R-2188 at stage A and B
高温功率器件用灌封胶材料一般运行于200~300℃的有氧环境内,材料的热氧老化反应前期与图4(a)中的甲基氧化反应相同,只是后期还存在硅醇的脱水缩合反应。因此,阶段A 的甲基氧化反应活化能可反映硅橡胶热氧老化反应发生的难易程度。灌封胶在老化过程中,性能变化指标P与老化时间t的关系一般服从式(3)[5]。
式(3)中:P为任意老化时刻性能与初始时刻性能的比值;K为性能变化速度参数;t为老化时间;A为常数。K服从Arrhenius方程,如式(4)所示
式(4)中,Z是频率因子。因此,性能变化指标P与活化能Ea的关系为式(5)。
从式(5)可知,在相同运行温度下,活化能越高的灌封胶,在相同老化时间内性能变化越小。因此,阶段A 活化能最高的R-2188材料能在更长的热氧老化过程中保持性能的稳定,更适用于作为高温功率器件封装用的灌封胶材料。
3 有机硅灌封胶材料的耐低温性能
3.1 有机硅灌封胶材料的热流曲线分析
本文测试了3 种有机灌封胶材料的结晶过程,结果如图7 所示。从图7 可以看出,从-120℃至-50℃的过程中,三者都放出了热量,在DSC 的热流曲线中观测到放热峰的形成,说明发生结晶。从图7 中提取出结晶起始温度Tonset、结晶峰温Tp、结晶热焓值ΔHc并计算结晶度Xc,其计算如式(6)所示,结果如表5所示。
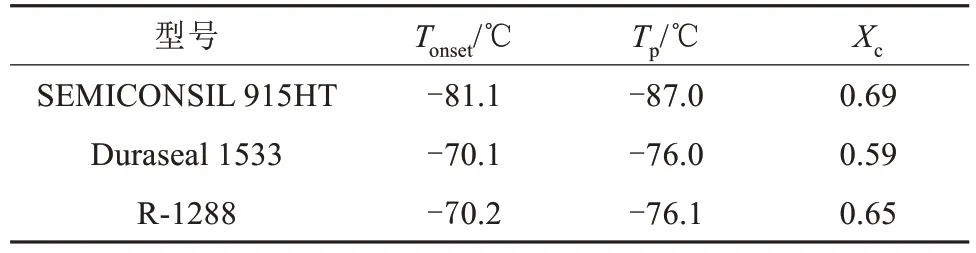
表5 3种有机硅灌封胶的结晶参数Tab.5 Crystallization parameters of three organic silicone encapsulants
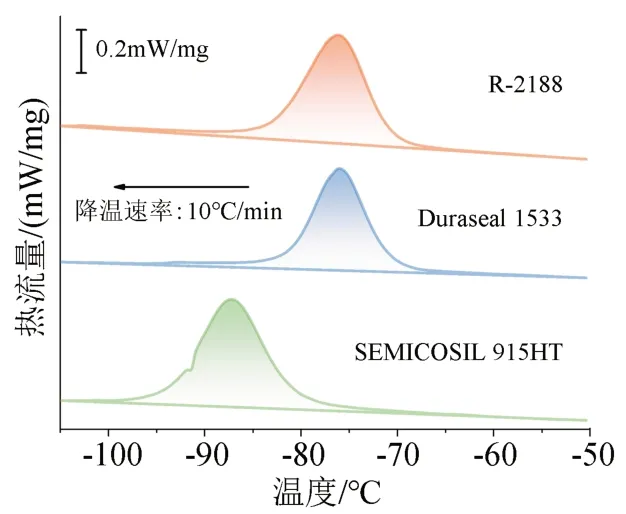
图7 3种有机硅灌封胶降温过程中的热流曲线Fig.7 Heat flow curves of three organic silicone encapsulants during cooling process
式(6)中,ΔHc*为聚二甲基硅氧烷100%结晶时的熔融焓,ΔHc*=37.43 J/g[25]。
结晶过程可以分为晶核形成和晶粒生长两个阶段。结晶起始温度取决于晶核形成温度,灌封胶材料分子链段在一定的过冷度下由于热运动被抑制,形成分子链局部有序的状态,之后生成有一定体积的晶核。相比于其他两款灌封胶材料,SEMICOSIL 915HT 材料硬度较低,交联程度低,分子链段易运动。因此,SEMICOSIL 915HT 材料需要更低的温度抑制分子链段的热运动,形成晶核。晶核生成后,分子链段围绕晶核规则排列,晶体生长,进一步放出热量。因此SEMICOSIL 915HT 材料的结晶峰温低于其他两种灌封胶材料。由于SEMICOSIL 915HT 材料分子链段更易围绕晶核排列,形成规整致密的晶体,结晶度最高。Duraseal 1533 材料由于掺杂填料,减少了生胶的含量,结晶度最低。
3.2 有机硅灌封胶材料的结晶速率参数
相变不仅与结晶温度有关,也与结晶速率有关,这属于动力学问题。由于长链分子的分子运动速度慢,往往很难到达热力学上最终的平衡状态,反而会到达所需时间较短的亚稳定状态。之后因为到达最稳定的平衡态需要的驰豫时间长,并且亚稳定态的活化位垒高,亚稳定态也可稳定存在。甚至在某些情况中,晶体的结构与最低自由能状态的关系并不密切,而取决于“最大发展速率”。这说明虽然热力学驱动力是必须的,但是相变发生的途径和动力学(时间和效率)却起到决定性作用。因此,还需进一步计算结晶速率参数,判断3 种灌封胶材料的耐低温性能。
利用非等温结晶的DSC 曲线,可以通过Avrami非等温结晶计算公式得到结晶速率。对图7 进行Avrami 非等温结晶计算。在等温结晶中,t时刻的相对结晶程度X(t)可以通过t时刻的结晶放热面积ΔHt占总结晶放热面积ΔH∞的百分比计算得到[13],如式(7)所示。
式(7)中,H(t)是t时刻的热流。Avrami方程如式(8)所示。
式(8)中:Kc为结晶速率常数;m为Avrami 指数。由于是非等温结晶,需要进行时温转换,转换公式如式(9)所示。
式(9)中:tc是结晶时间;Tinitial是结晶起始温度;T是结晶过程中的温度;Фtem是降温速率。由于结晶后期,在二次结晶阶段,生长中的晶体相遇碰撞影响生长,仅对3种灌封胶结晶前期进行拟合,结果如图8 所示。拟合呈现良好的线性关系,说明利用非等温结晶Avrami 方程进行拟合是可行的。从图8 可以看出,Duraseal 1533材料的结晶速率最高,其他两款灌封胶的结晶速率较低,其中R-2188的结晶速率最低。这可能是由于Duraseal 1533 材料中掺杂的填料具有成核剂的作用,促进了结晶过程,极大增大了结晶速率。相比于SEMICOSIL915HT,R-2188 较高的交联程度抑制分子链段的排列堆砌过程,减少了结晶速率。
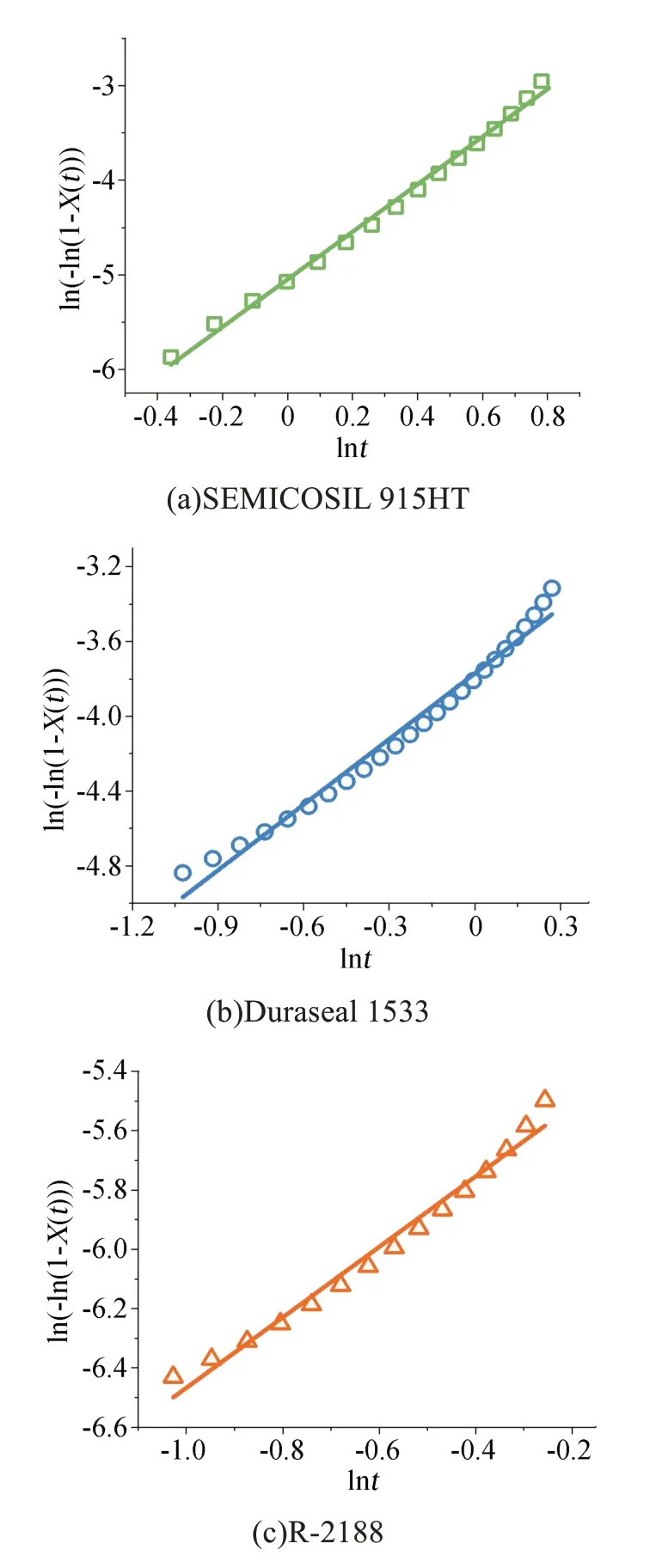
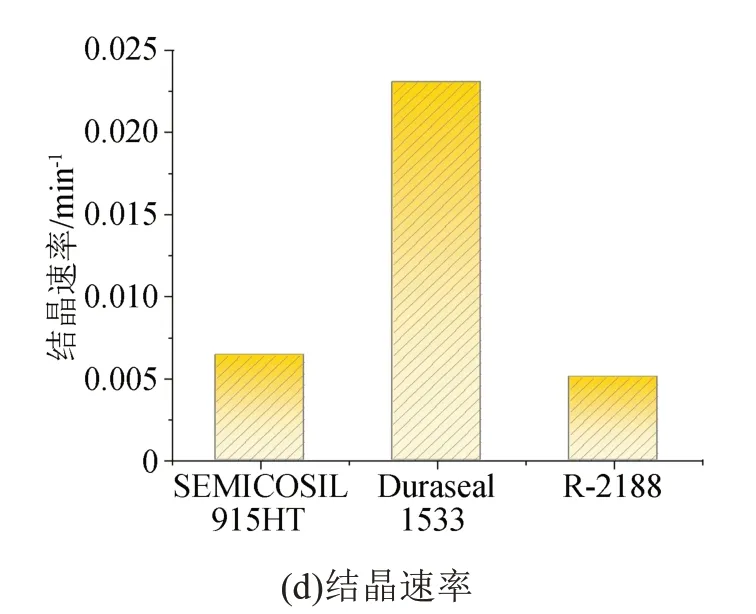
图8 3种有机硅灌封胶材料的Avrami方程拟合及其结晶速率Fig.8 Avrami equation fitting of SEMICOSIL 915HT,Duraseal 1533, R-2188(c) and their crystallization rate
综上所述,相比于其他两款灌封胶,SEMICOSIL 915HT 具有最低的结晶温度和较低的结晶速率,更加适用于极端低温环境使用的功率器件封装。
4 结 论
本文对比了SEMICOSIL 915HT、Duraseal 1533、R-2188 3 种型号有机硅灌封胶材料的耐高低温性能,发现型号R-2188的灌封胶材料具有较高的起始热分解温度(约335℃)、最高的甲基氧化反应活化能(249.5 kJ/mol)和在氧化反应阶段较少的损失质量(约5%),更适用于高温运行条件下SiC 功率器件的封装。SEMICOSIL 915HT 具有最低的结晶起始温度(-81.1℃)和较低的结晶速率(0.006 4 min-1),更适用于低温运行条件下SiC 功率器件的封装。此外,有机硅灌封胶材料在320~440℃的热失重行为是由甲基氧化反应造成,其与灌封胶材料热氧老化过程的前期反应相同。因此,可利用甲基氧化反应活化能参数判断材料发生热氧老化反应的难易,从而简易评估灌封胶材料的耐热老化性能。
猜你喜欢
学与玩(2022年12期)2023-01-11
山东冶金(2022年4期)2022-09-14
云南化工(2021年11期)2022-01-12
中国塑料(2016年9期)2016-06-13
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
中国塑料(2015年7期)2015-10-14
电子工业专用设备(2015年4期)2015-05-26
丝绸(2015年11期)2015-02-28
中国舰船研究(2015年2期)2015-02-10
汽车零部件(2015年5期)2015-01-03