钢丝帘布裁断机包边贴胶装置的结构与功能
2024-02-25 19:38张钧奎
橡胶科技 2024年2期
张钧奎
(天津赛象科技股份有限公司,天津 300384)
为了防止轮胎在生产和使用过程中被帘布层的钢丝刺伤,在裁断机上必须要对钢丝帘布带刺的毛边使用胶条进行包边。与此同时,为了提高轮胎的成型品质,根据工艺需要,部分胎体帘布和带束层帘布也需要在裁断机的包边贴胶装置上对钢丝帘布的表面进行胶条贴敷[1]。
1 包边及贴胶工艺
1.1 操作步骤
在轮胎成型前需根据生产工艺要求在钢丝帘布的单面或双面进行胶条贴敷和边部包边。钢丝帘布压延后在裁断机上按照工艺设定的宽度和角度裁断成不同规格的帘布条,然后将裁切好的帘布条依次进行自动拼接,拼接后再根据生产需求将钢丝帘布进行贴胶条、边部包边等工序。最后将贴胶、包边完成的帘布进行恒张力卷曲[2-4]。
1.2 包边及贴胶形式
包边及贴胶形式如图1所示。包边形式一般分为两侧包边、单侧包边以及全覆盖包边等。贴胶的形式一般包括中间贴胶条和两侧边贴胶条等。除此之外,贴胶工序还可以根据胎体帘布和带束层帘布的工艺要求分别从钢丝帘布的正面和背面同时进行贴胶,背面贴胶的形式与正面贴胶的形式相同[5]。

图1 包边及贴胶形式示意
2 包边贴胶装置结构组成及功能
包边贴胶装置一般包括入口定中机构、输送机构、胶条导开与导向机构、胶条贴合机构、垫布剥离机构、垫布收集机构以及包边机构等主要部件,如图2所示。钢丝帘布经裁断、拼接等工序后,通过卸料、储料输送装置进入包边贴胶装置,帘布进入包边贴胶装置首先由定中机构将其定位,同时通过胶条导开机构将需要贴敷的胶条料卷导开并由导向机构定位至工艺要求的贴敷位置,然后在钢丝帘布输送过程中进行胶条贴敷、压合并完成对胶条表面的垫布剥离和收集,最后通过包边机构将贴敷在边部的包边胶条进行翻折、压实。
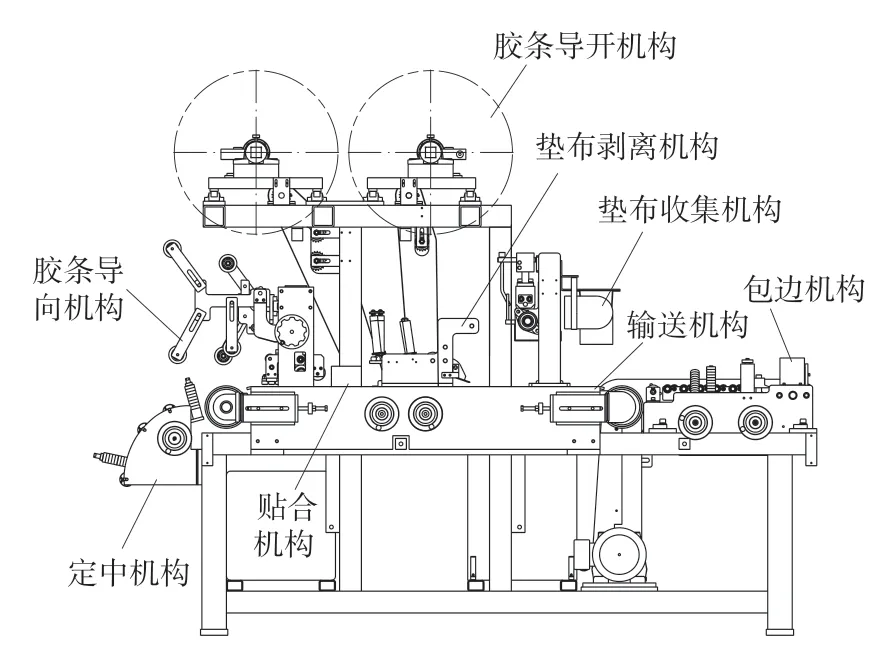
图2 包边贴胶装置结构示意
2.1 定中机构
为了减小钢丝帘布进入包边贴胶装置时所产生的摆动偏移,在包边贴胶装置的进料入口需要安装一套帘布定中机构(结构如图3所示),以提高后续胶条的贴合精度。定中机构以万向轴承串为支撑,通过手轮或电机驱动丝杠,根据钢丝帘布的宽度调节两侧轴承挡辊之间的距离,使帘布恰好能从两者中间通过,从而保证钢丝帘布在输送过程中的稳定性。
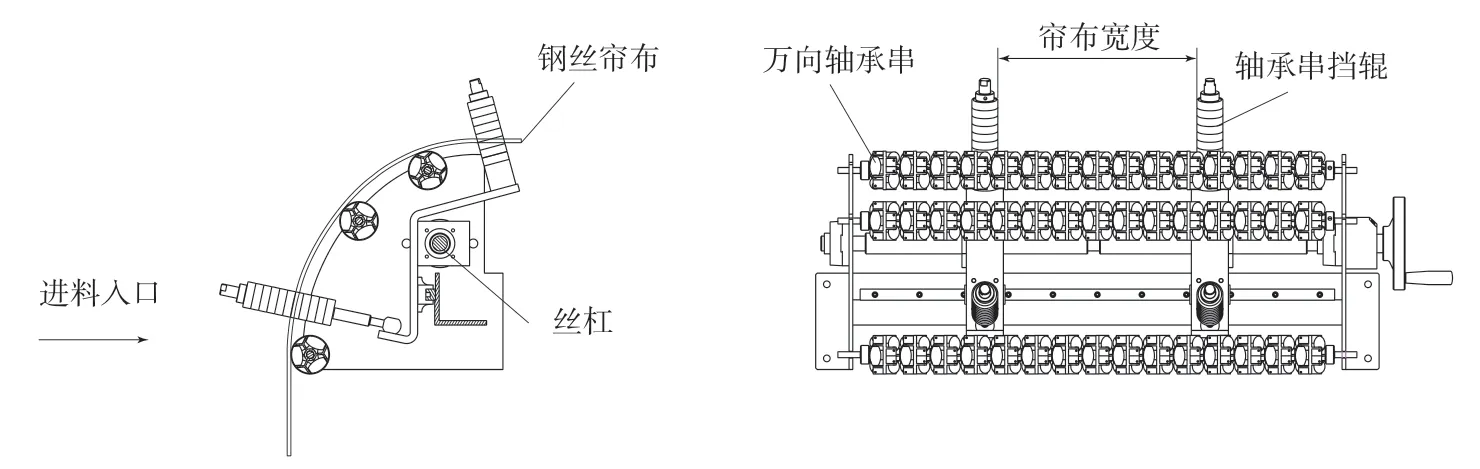
图3 定中机构结构示意
2.2 输送机构
输送机构一般由机架、输送带、动力组件、主/被动辊等部件组成,其主要功能是保证主材料(钢丝帘布)在包边贴胶过程中的平稳输送,同时也为胶条导开、贴合及包边等机构提供动力输出。该机构可针对不同钢丝帘布的规格与尺寸在输送带下方增加不同数量和类型的磁铁,以防止钢丝帘布与输送带脱离,导致钢丝帘布在输送过程中产生位置偏差。若出现整体结构庞大或包边贴胶工艺复杂等情况,可将输送机构的结构分为多段,在多段输送过程中需要保证所有输送带的速度达成一致,避免钢丝帘布在各段输送带的堆积和拉伸。除此之外,若动力组件的涨紧量和主/被动辊之间的涨紧量之和达不到输送带的拉伸要求,则需要通过增加涨紧结构防止在钢丝帘布输送过程中传动辊与输送带之间出现打滑现象[6]。
2.3 胶条导开与导向机构
胶条导开机构将贴敷的胶条从料卷导开到钢丝帘布上。胶条导开机构按照安装位置可分为两种结构:一种为线内导开机构,另一种为线外导开机构。此外,胶条导开机构可以增加胶条分裁、胶条储存等附加结构。胶条分裁结构可以通过气动分切刀将一条胶条从中间分裁成等宽的两条,分切后的两条胶条可通过导向装置贴敷在钢丝帘布两侧[7]。
线外导开机构结构如图4所示。胶条导开后可以通过增加储料结构储存一部分胶条,胶条通过环绕在上、下两浮动架的自由辊上实现储存。同时储料结构通过上、下两浮动架相对位置的距离判断胶条的存储量。由于储料浮动架的浮动升降可以保证储料系统中的胶条始终保持恒定的张力,因此不会产生胶条张力的变化,保证胶条贴合位置准确和包贴胶条的质量。
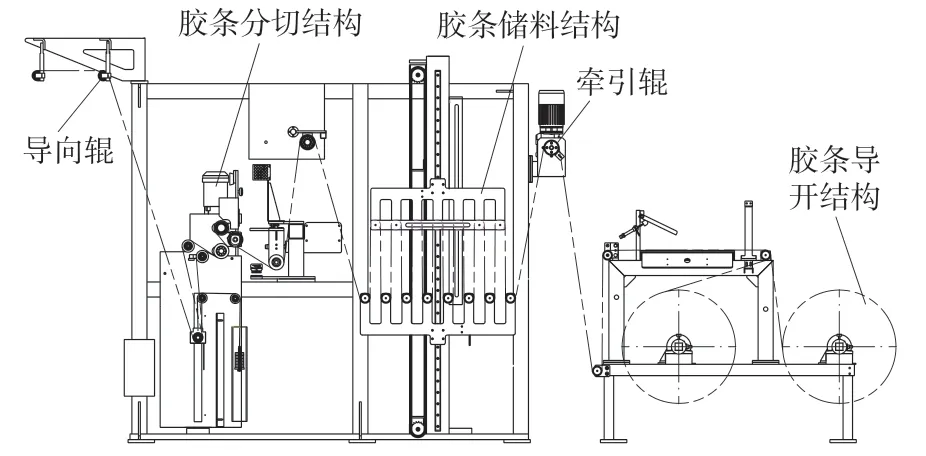
图4 胶条线外导开机构结构示意
除此之外,胶条导开机构可布置成单工位或双工位两种导开形式。双工位导开可实现料卷的“一备一用”,节省胶条料卷用完后的换料时间,提高生产效率,但相对于单工位导开结构,双工位导开结构更复杂,占用空间也更多。
胶条线内导开及导向机构结构如图5所示。线内导开机构需要安装在输送架体之上,在输送带上胶条完成导开后通过导向装置定位到贴敷位置。线外导开机构独立于输送架体之外,放置于输送架体的非驱动侧,胶条在线外导开后进入输送机构并在线内完成导向定位。
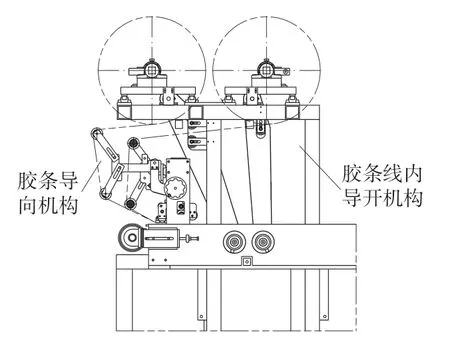
图5 胶条线内导开及导向机构结构示意
胶条导向机构的功能是将导开后的胶条按照轮胎规格和生产工艺要求定位到钢丝帘布表面的贴敷位置。若对胶条贴敷位置的精度要求较高,则导向机构可以通过增加胶条自动纠偏系统,利用传感器识别胶条的偏移量并控制移动架的移动,对胶条位置进行纠正。
导向机构包括架体、移动架、自由辊等部件,如图6所示。操作人员根据工艺要求通过手轮或电机将带有导向辊的移动架调整到对应位置,然后胶条通过自由辊导向定位到钢丝帘布表面的贴敷位置。
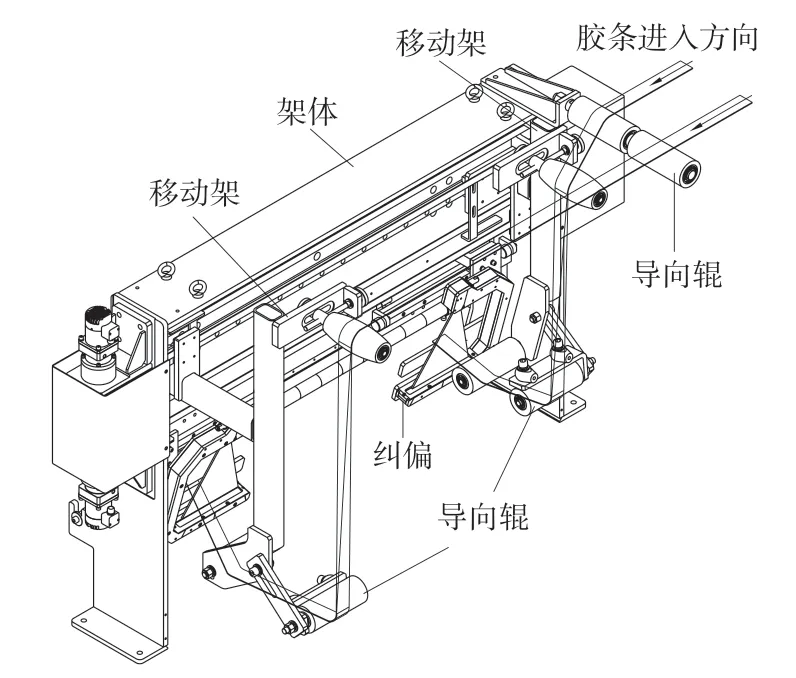
图6 胶条导向机构结构示意
2.4 胶条贴合机构
贴合机构的主要功能是将贴敷在钢丝帘布上的胶条压实,其结构如图7所示,由连接固定在输送架体上的气缸驱动连杆、支架等零件控制压辊的抬起和落下,以托辊或输送架体为支撑将钢丝帘布与胶条压合。压辊的表面材质一般为丁腈橡胶或海绵发泡橡胶,根据钢丝帘布与胶条规格的不同需要采用不同的材质,其邵尔A型硬度一般在30~70度之间[8]。压辊表面材质及硬度需综合考虑压辊的压合效果和使用寿命等因素,避免出现在贴合过程中因压合不实而产生气泡、褶皱等问题或压辊表面材质粘连在钢丝帘布或胶条表面的情况。
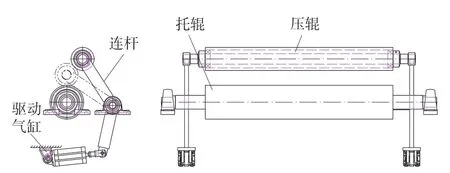
图7 贴合机构结构示意
2.5 垫布剥离机构
垫布剥离机构主要包括架体、剥离板、自由辊、导向辊等部件,如图8所示。垫布剥离机构的架体安装固定在输送机构上,通过输送带的惯性利用剥离板将垫布撕开,通过自由辊折返经导向辊定位后被胶条收集机构收集。
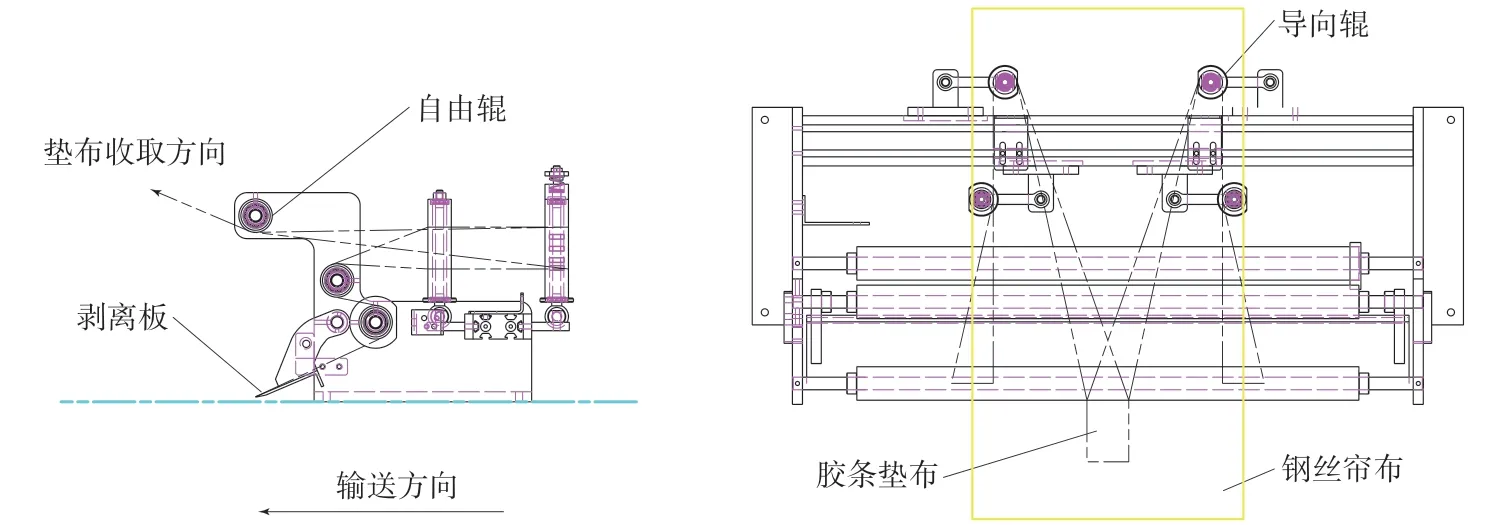
图8 垫布剥离机构结构示意
2.6 垫布收集机构
垫布收集机构按结构一般可分为两种:一种为垫布吹风收集,此结构适用于输送速度和垫布剥离速度较快、贴敷胶条宽度较小等情况;另一种为垫布卷曲收集,此机构适用于贴敷胶条宽度比较大的情况。
垫布吹风收集机构主要由动力辊、压辊、冷气管、环形吹风装置等部件组成,如图9所示。胶条垫布被剥离后进入吹风收集机构,当气缸控制压辊落下,胶条垫布被动力辊以及气缸压辊压在中间,通过动力辊的主动旋转和压辊的被动摩擦旋转带动垫布从二者之间穿过。然后垫布经过收集通道被收集到回收处以供后期处理。环形吹风装置主要保证胶条垫布从两辊中间穿过后能够迅速进入收集通道,避免垫布在通道入口堆积。吹冷风装置可以起到给驱动辊和压辊冷却降温的作用,避免驱动辊和压辊因连续转动而产生摩擦过热的情况。
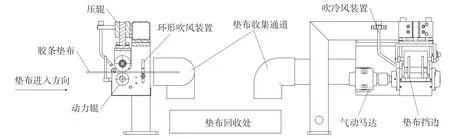
图9 垫布吹风收集机构结构示意
垫布卷曲收集机构一般由架体、方杠、气动马达或电机等部件组成,如图10所示。胶条垫布经剥离机构剥离后,由气动马达驱动方杠将其卷曲在锥形卷曲盘上。当锥形卷曲盘上的垫布卷直径达到允许的最大直径时,操作人员将方杠上的定位挡块和外侧卷曲盘打开,再把收集的垫布卷从方杠上取下,最后将挡块和锥形卷曲盘重新安装并完成垫布的牵引。
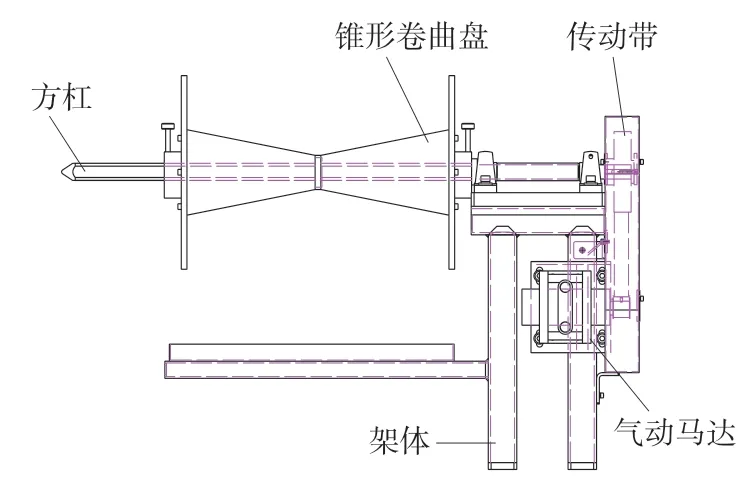
图10 垫布卷曲机构结构示意
2.7 包边机构
包边机构一般由包边架体、动力辊、压辊、斜辊、挡辊、包边塔型轮等部件组成,如图11所示。包边机构一般安装在包边输送机架的尾部,其位置位于胶条导开、胶条贴合、垫布剥离及收集等机构之后。当完成包边胶条贴敷的钢丝帘布进入此机构之后,首先由调整至一定角度的斜辊和包边挡辊将钢丝帘布外侧的包边胶条向下折弯至90°,然后通过包边塔型轮将折弯的胶片完全翻转到钢丝帘布下方,最后由动力辊驱动并将其托起,气缸控制压辊的抬起和落下将翻转至钢丝帘布下方的胶片完全压实,从而完成钢丝帘布的整套包边工序。包边机构中的钢丝帘布输送由动力辊提供动力,操作人员根据钢丝帘布的宽度通过手轮对左、右两侧丝杠旋转调节斜辊、挡辊及包边塔型轮的位置[9-10]。当钢丝帘布宽度的调整范围比较大时,包边机构需要通过增加托料结构在宽幅帘布包边输送时提供支撑。托料结构是通过气缸将带有万向轴承串的托架抬起,从而将钢丝帘布从中间托起,避免钢丝帘布中间部分在输送时下垂。

图11 包边机构结构示意
3 发展趋势
在钢丝帘布裁断机的生产线上,包边贴合装置已经得到了广泛的应用,并取得了良好的效果。随着汽车工业的高速发展,对轮胎性能和质量的要求将进一步提高,因此包边贴胶装置在未来还需要在以下方面进行不断提升[11-12]。
(1)钢丝帘布裁断机的智能化程度不断提高,包边贴合装置也需要逐渐趋于生产自动化,减少人工操作和人工干预的情况。
(2)由于对轮胎性能的要求不断提高,因此包边贴胶装置也需要进一步完善结构,以提高相应工序的生产精度。
(3)为了适应更多橡胶制品企业的生产,包边贴胶装置应通过结构优化等方式降低整体设备的使用要求,扩大使用范围,从而提高设备的通用性。
(4)随着轮胎生产设备的发展,包边贴胶装置也应增加和完善生产过程中的数据检测和分析功能。
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05
轮胎工业(2022年11期)2022-11-30
橡塑技术与装备(2022年5期)2022-05-17
橡塑技术与装备(2021年21期)2021-11-17
汽车工艺师(2021年7期)2021-07-30
时代汽车(2019年12期)2019-09-13
橡塑技术与装备(2018年21期)2018-11-13
专用汽车(2016年9期)2016-03-01
橡胶工业(2016年11期)2016-02-24
装备制造技术(2016年12期)2016-02-23