
6061铝合金搅拌摩擦增材堆焊工艺研究
2024-03-01 06:20赵海涛李佳义郭德伦
电焊机 2024年1期
赵海涛, 李 辉, 李佳义, 柴 禄, 郭德伦
中国航空制造技术研究院 航空焊接与连接技术航空科技重点实验室,北京 100024
0 前言
金属增材制造技术已逐渐开始应用于工程结构制造。然而,目前普遍采用的激光、电子束和电弧等热源的金属熔化增材制造工艺应用于铝合金材料时易出现气孔、热裂纹等缺陷[1],以及晶粒优先方向生长导致的组织力学性能各向异性[2-4]。另外,在6061 铝合金增材制造中,锌(Zn)、镁(Mg)和硅(Si)等合金元素的烧损导致了材料的抗腐蚀性能恶化[5-6]。
近年来开发的搅拌摩擦增材制造技术能够克服金属熔化增材制造工艺存在的不足,逐渐显现出其在铝合金材料增材制造方面的优势。首先,在铝合金材料搅拌摩擦增材区域的最高温度通常不超过600 ℃,低于铝合金材料熔点,为固相增材过程[7],避免了金属熔化增材工艺的液态金属凝固过程中易出现气孔、热裂纹以及元素烧损等问题。其次,在铝合金搅拌摩擦增材过程中,沉积金属经历了挤出、扭转和剪切诱导变薄等剧烈的热塑性形变,并伴随着动态再结晶,形成了等轴细晶、各向同性的晶粒组织,表现出优异的力学性能[8-11]。然而,搅拌摩擦增材制造工艺的研究刚刚起步,仍然缺乏深入研究。本文针对搅拌摩擦增材制造技术应用于表面堆焊,重点分析工艺参数对堆焊层的成形尺寸和层内晶粒尺寸的影响规律。
1 试验材料及方法
1.1 工艺原理
搅拌摩擦增材制造技术应用于表面堆焊的工艺原理如图1所示。送给棒料穿过中空刀具,在一定下压力作用下,棒料底部抵触金属底板表面,与此同时,高速旋转的中空刀具带动金属棒料同步旋转,使之与金属底板表面接触摩擦产热,棒料底部的毗邻材料受热受压后转化为流动热塑变材料,在刀具底面的搅拌作用下堆积到金属底板,形成堆焊层。涉及的主要工艺参数包括:旋转速度S、行进速度V、送料速率V2和刀具底部与金属底板的间隙G,金属棒料沿顺时针方向(俯视)高速旋转。

图1 搅拌摩擦增材堆焊工艺示意Fig.1 Schematic diagram of surfacing process by additive friction stir deposition
1.2 试验材料
试验所采用的金属棒料为A6061-T652铝合金锻件,规格为9.5 mm×9.5 mm×350 mm,微观组织形貌如图2所示,主要成分如表1所示。金属底板为板厚5 mm的5A06铝合金板材。

表1 A6061铝合金合金化学成分(质量分数,%)Table 1 Chemical composition of A6061 aluminium alloy (wt.%)

图2 A6061铝合金锻件的微观组织形貌Fig.2 Microstructure and morphology of A6061 aluminium alloy forging
1.3 试验方法
设定其他工艺参数不变,分析单一工艺参数的变化对堆焊层形状尺寸和层内晶粒尺寸的影响。堆焊层试件由一根金属棒料在金属底板上连续增材堆焊制备而成。试验所采用的工艺参数如表2所示。图3 为堆焊层试件照片,表面呈现均匀的鱼鳞纹形貌。

表2 搅拌摩擦增材堆焊工艺参数Table 2 Parameters of surfacing process by additive friction stir deposition

图3 摩擦堆焊层照片Fig.3 Photo of surfacing specimen
采用游标卡尺测试堆焊层的长度L和宽度W,如图3所示。在增材态的堆焊层试样上,采用线切割方法在图3 的上方、中心和下方的位置取金相试样,打磨抛光金相试样横截面,采用Keller试剂腐蚀组织形貌。采用LeicaDM5000 光学显微镜观察堆焊层的微观组织形貌。采用JSM7900F电子背散射(EBSD)扫描电镜测试堆焊层的晶粒尺寸。堆焊层试样经过T652热处理后,沿长度方向在堆焊层中取板状拉伸试样(见图4),在EMSYS拉伸试验机上进行室温拉伸性能测试。

图4 拉伸试样尺寸Fig.4 Schematic diagram of the main dimensions of the tensile specimen
2 试验结果与讨论
2.1 堆焊层的成形尺寸与工艺参数的关系
由图5 可知,在送料速率为420 mm/min、间隙为2.5 mm条件下,金属棒料的旋转速度由300 r/min增加至338 r/min时,堆焊层的宽度W和长度L均稍微增加,而当旋转速度进一步增加到375 r/min 时,则出现堆焊层的宽度W明显增加,而长度L则明显减少,显然,此时热塑变材料更倾向于在宽度方向铺展,从而降低了在堆焊层长度方向的铺展效率,而宽度增加将导致加工余量增加,导致材料利用率降低。
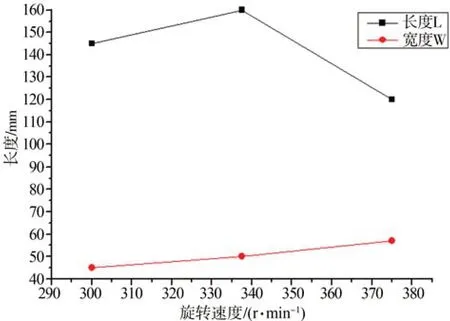
图5 旋转速度与堆焊层长度L和宽度W的关系Fig.5 Relationship between rotation speed and length L and width W of surfacing layer
由图6 可知,在旋转速度为300 r/min、间隙为2.5 mm条件下,金属棒料的送料速率由400 mm/min增加至440 mm/min 时,堆焊层的宽度W稍微降低,而长度L则明显增加,此时热塑变材料在长度方向的铺展效率最高。但随着送料速率由440 mm/min继续增加时,堆焊层的宽度W小幅度增加,而长度L先出现较大幅度减少,而后趋于稳定。由此表明过高的送料速率降低了热塑变材料在堆焊层长度方向的铺展效率。
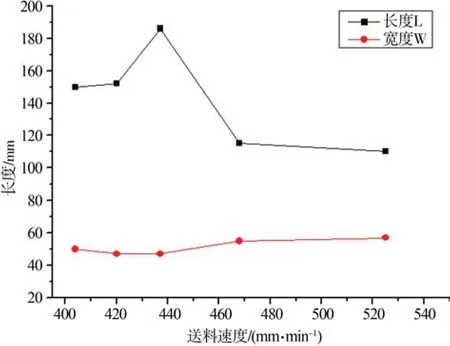
图6 送料速率与堆焊层长度L和宽度W的关系Fig.6 Relationship between feeding rate and length L and width W of surfacing layer
由图7 可知,在旋转速度为300 r/min 和送料速率为420 mm/min条件下,当刀具底部与金属底板表面之间的间隙由2.3 mm 增加至2.8 mm 时,堆焊层的宽度W稍微降低,而长度L明显增加,此时热塑变材料在长度方向铺展效率最高。然而,当间隙由2.8 mm 进一步增加时,堆焊层的长度L则显著减少,宽度W小幅增加。由此可见,过大的间隙降低了热塑变材料在堆焊层长度方向的铺展效率。

图7 间隙与堆焊层的长度L和宽度W的关系Fig.7 Relationship between gap between tool bottom and plate surface and length L and width W of surfacing layer
2.2 堆焊层的晶粒尺寸与工艺参数的关系
通常在铝合金的搅拌摩擦增材过程中,热塑变材料的晶粒先被挤压形成薄而细长的晶粒,然后在锯齿状的大角度晶界处被“掐断”,进而转变为亚晶尺寸的等轴晶粒,晶粒的形变量越大,晶粒越细小,即所谓几何连续动态再结晶机制[8]。图8 为A6061堆焊层中心区域沿纵向截面的宏观组织形貌,可见沿堆焊行进方向堆焊层材料流动走向呈现规律性。由图9 可知,A6061 堆焊层的光学微观组织形貌为尺寸均匀的等轴晶组织。采用电子背散射技术测试的晶粒形貌如图10所示,晶粒尺寸分布范围为6~10 μm。显然,与传统A6061 锻件的晶粒尺寸(20~30 μm)相比,A6061 增材堆焊层的微观组织为超细晶组织。
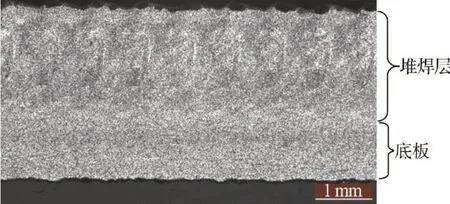
图8 摩擦堆焊层纵向低倍照片Fig.8 Photo of longitudinal low magnification of friction overlay layer

图9 A6061堆焊层组织的光学显微照片Fig.9 Optical micrograph of microstructure of A6061 surfacing layer

图10 A6061堆焊层晶粒组织的EBSD测试结果Fig.10 EBSD results of grain structure of A6061 surfacing layer
送料速率与堆焊层晶粒尺寸的关系如图11所示。当送料速率为420 mm/min时,堆焊层中心区域的晶粒尺寸约为8 μm,随着送料速率进一步增加,堆焊层的晶粒尺寸显著减小,而当送料速率超过460 mm/min 时,晶粒尺寸减小的趋势减缓。显然,送料速率增加必然要求对金属棒料施加更大下压力,从而增加热塑变材料晶粒组织的形变量,获得更为细小的晶粒。

图11 送料速率与堆焊层组织的晶粒尺寸关系Fig.11 Relationship between feeding rate and grain size of surfacing layer
图12 为堆焊层各区域(图3 中上方、中心和下方位置)的晶粒尺寸与金属棒料旋转速度的关系。可见,各区域的晶粒尺寸均随着金属棒料旋转速度增加而增加。旋转速度为300 mm/min 时的堆焊层各区域EBSD 测试结果如图13所示。当金属棒料旋转速度超过340 r/min 时,晶粒尺寸增长速率放缓。这一现象可以解释为:随着金属棒料的旋转速度增加,摩擦产热量也将会相应增加,使得各区域的温度升高,有利于晶粒长大。当各区域的总热量趋于饱和时,增加金属棒料的旋转速度对于晶粒长大的影响呈现边际效应。由图12也可以看出,各区域的晶粒尺寸分布具有一定规律性,即中心>上方>下方。这一现象应当与增材过程中各区域的总热量的差异有直接相关性。由于总热量是影响晶粒长大的关键因素,由此可以推断出增材区域的总热量分布依次为中心>上方>下方。

图12 旋转速度与堆焊层组织的晶粒尺寸关系Fig.12 Relationship between rotation speed and grain size of surfacing layer

图13 堆焊层各区域的EBSD测试结果(旋转速度为300 mm/min)Fig.13 EBSD test results for each area of the surfacing layer (rotation speed 300 mm/min)
由图14可知,刀具底面与底板表面之间的间隙对堆焊层的晶粒尺寸产生了显著影响。当间隙为3.0 mm 时,堆焊层各个区域的晶粒尺寸相对最大,此时各区域的总热量应当最大。另外,由图14可以看出,堆焊层各区域的晶粒尺寸分布与图12 一致,即中心>上方>下方。

图14 间隙与堆焊层组织的晶粒尺寸关系Fig.14 Relationship between the gap between tool bottom and plate surface and grain size of surfacing layer
2.3 堆焊层的拉伸性能分析
经过T652 热处理后的堆焊层和A6061-T652锻件的室温拉伸性能的应力-应变曲线如图15所示。可以看出,两种材料的弹性应力-应变曲线阶段基本重合。然而,随着拉应力进一步增加,锻件试样先于堆焊层材料开始屈服,而且后者在屈服阶段的应力-应变数据均略高于前者。另外,也可以看到大部分的堆焊层材料试样的缩颈区域的拉伸应变跨度小于锻件材料。由图16可知,堆焊层材料的抗拉强度和屈服强度均略高于锻件材料,两者的延伸率均在8%~16%之间波动,均值基本相当,如图17所示。堆焊层拉伸试件的宏观断口形貌呈犬牙交错、起伏较大特征,断面各区域微观形貌密布深韧窝和撕裂脊,为典型延性断口形貌,如图18所示。
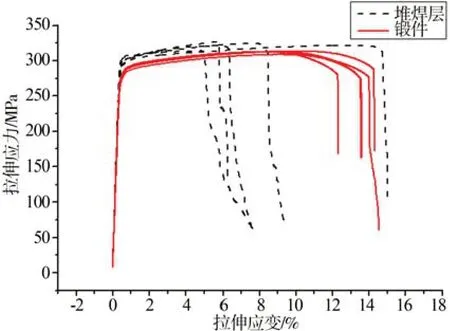
图15 堆焊层和锻件的拉伸应力-应变曲线Fig.15 Tensile stress-strain curves of surfacing layer and forging

图16 堆焊层和锻件的抗拉强度和屈服强度对比Fig.16 Comparison of tensile strength and yield strength between sufacing layer and forging
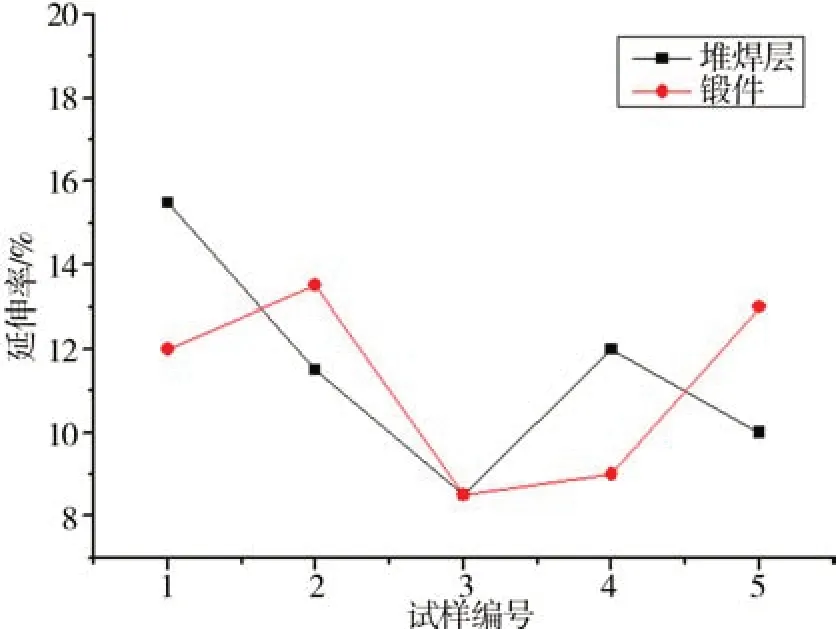
图17 堆焊层和锻件的延伸率对比Fig.17 Comparison of elongation between sufacing layer and forging

图18 堆焊层的拉伸断口形貌Fig.18 Tensile fracture morphology of surfacing layer
3 结论
(1)搅拌摩擦增材制造的主要工艺参数对堆焊层的长度和宽度产生了重要影响。当金属棒料的旋转速度为338 r/min时,热塑变材料在长度方向的铺展效率最高;当金属棒料送料速率为440 mm/min时,热塑变材料在长度方向的铺展效率最高;当刀具底部与金属底板表面之间的间隙为2.8 mm时,热塑变材料在长度方向的铺展效率最高。
(2)搅拌摩擦增材制造的主要工艺参数对堆焊层的晶粒尺寸也有重要影响。随着送料速率的增加,堆焊层的晶粒尺寸显著减小及至趋势减缓;堆焊层各区域的晶粒尺寸均随着金属棒料旋转速度增加而增加;刀具底面与底板表面之间的间隙为3.0 mm 时,堆焊层的晶粒尺寸相对最大;堆焊层各区域的晶粒尺寸排列顺序为:中心>上方>下方。
(3)堆焊层材料的抗拉强度和屈服强度均略高于锻件材料,两者的延伸率则基本相当,拉伸断口为典型延性断裂特征。
猜你喜欢
中学生数理化(高中版.高考理化)(2023年1期)2023-03-22
山东冶金(2019年3期)2019-07-10
纤维复合材料(2018年4期)2018-02-18
癌症进展(2016年9期)2016-08-22
新世纪水泥导报(2016年1期)2016-07-01
橡塑技术与装备(2016年7期)2016-02-25
中国医学装备(2015年10期)2015-12-29
——对2013年高考新课标Ⅰ卷压轴题的已知条件的深入分析
物理通报(2014年3期)2014-06-27
燕山大学学报(2014年3期)2014-03-11
机械制造文摘(焊接分册)(2013年2期)2013-03-20
