
不同形状的耐候钢T形角接接头疲劳性能研究
2024-03-01 06:20黄显峰韩景茹黄君辉黄风龙暴兴威
电焊机 2024年1期
黄显峰, 韩景茹, 黄君辉, 黄风龙, 暴兴威
1. 中车齐齐哈尔车辆有限公司,黑龙江 齐齐哈尔 161002 2. 大连交通大学 材料科学与工程学院,辽宁 大连 116028
0 引言
近年来铁路建设加速推进,铁路货车加快向轻量、高速转型[1-2],因此货车安全问题尤为重要。T形角接接头作为常见接头形式被大量应用于铁路货车的转向架焊接构架、铁路货车中梁、铁路特种大车、起重机等箱型结构[3-4]。货车运行时T形接头相比于其他接头受力更加复杂,容易发生疲劳开裂,T 形接头的强度决定整车强度。截面突变现象在车辆传递载荷过程中常发生在T 形接头,这会使该处产生应力集中,导致强度变弱。由于T 形接头应力集中明显,在交变载荷的作用下会最先发生相对滑移形成初始缺陷,初始缺陷在疲劳载荷的作用下逐渐扩展最终导致结构的断裂[5]。Han 等[6]以6061-T6铝合金气体保护焊T形角接接头为研究对象,通过试验验证了不同焊缝形状对T 形接头疲劳性能的影响。Koutarou 等[7]选取了5 种不同焊接条件下的激光电弧复合焊T 形接头进行了疲劳试验,试验结果表明:接头圆角的趾根角度与趾根曲率是影响T 形接头疲劳强度的主要因素,疲劳强度与趾根角度成反比,与趾根曲率成正比。
目前针对T形角接接头焊缝形状对疲劳性能影响的研究较少,因此,本研究对Q450NQR1 高强度耐候钢的角焊缝a10 焊接接头、向内凹角焊缝焊接接头、向外凸角焊缝焊接接头进行三点弯曲疲劳试验,并扫描观察疲劳试件断口,对比分析三种形状接头的疲劳强度、断裂位置以及微观形貌。
1 试验材料与试验方法
1.1 试验材料
该试验材料为Q450NQR1高强度耐候钢,采用熔化极活性气体保护焊(MAG 焊),保护气体为80%Ar+20%CO2,选用直径1.2 mm的TH550-NQ-Ⅱ型焊丝。表1为母材与焊接材料熔敷金属的化学成分,表2为母材与焊接材料熔敷金属的力学性能。

表2 母材、焊接材料熔敷金属力学性能Table 2 Mechanical properties of base metal and welding material
1.2 试验方法
Q450NQR1 高强度耐候钢多层多道焊角焊缝(T 形角接接头)焊接形式主要可分为三种,分别为角焊缝a10焊接接头、向内凹角焊缝焊接接头、向外凸角焊缝焊接接头,其形状及尺寸如图1所示(实际焊接件和示意图存在偏差)。采用多层多道焊,三种焊缝焊接顺序相同,焊接时不开坡口,Q450NQR1高强度耐候钢多层多道焊角焊缝(T形角接接头)焊接参数如表3所示。
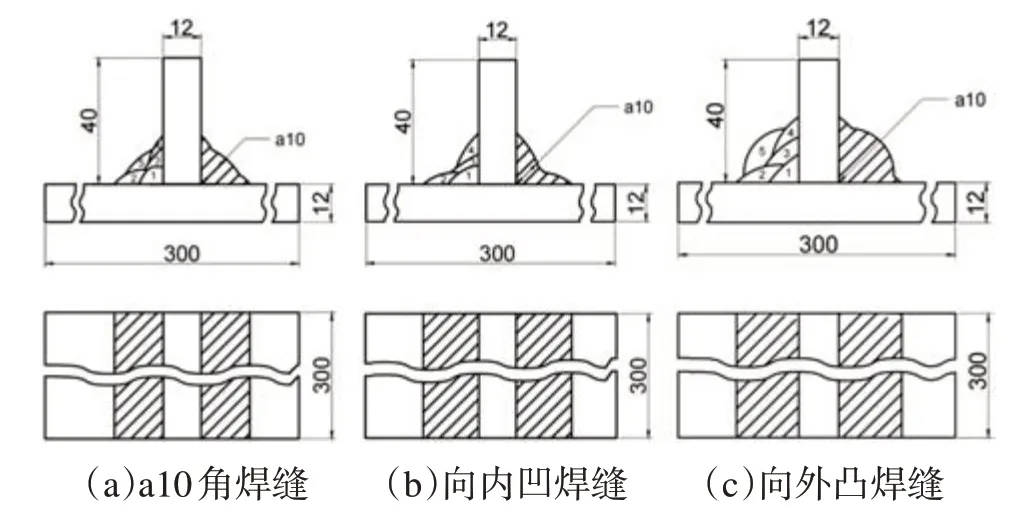
图1 多层多道焊角焊缝(T形角接接头)形状及尺寸Fig.1 Schematic diagram of shape and size of multi-layer multi-pass fillet weld (T-shaped fillet joint)
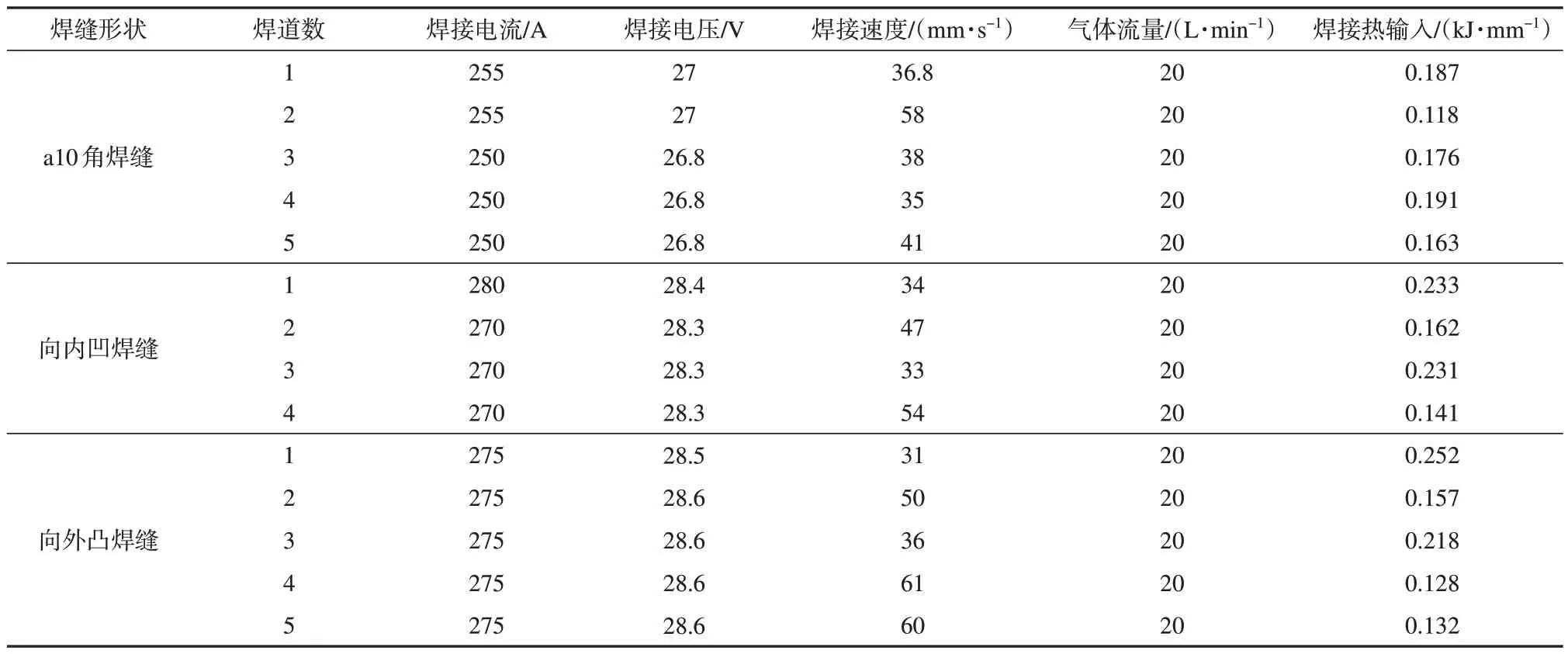
表3 工艺试验焊接参数Table 3 Welding parameters of process test
试板焊后需要进行磁粉探伤,保证疲劳试样中不得存在裂纹、气孔、未熔合等影响疲劳性能的缺陷。疲劳试验参照YB/T5349—2014《金属材料 弯曲力学性能试验方法》和JB/T7716—1995《焊接接头四点弯曲疲劳试验方法》,分别对Q450NQR1 高强度耐候钢多层多道焊a10 角焊缝T 形角接接头、向内凹焊缝T 形角接接头、向外凸焊缝T 形角接接头进行三点弯曲疲劳试验来确定其疲劳性能。试验设备为PLG-100型微机控制高频疲劳试验机,静态负荷精度±1%,动负荷平均波动度±1%,动负荷振幅波动度±2%。试验采用循环应力比R=0.1,指定循环寿命选取为5×106次。试验开始后,由于振动作用试件首先产生疲劳裂纹,当出现的疲劳裂纹尺寸足够大时,载荷不能继续向上加载,疲劳试验机会自动卸载停止振动并记录循环次数。三点弯曲疲劳试件尺寸以及三点弯曲试验夹持方式如图2、图3所示。疲劳试验后采用JSM-6360LV型扫描电镜对三点弯曲疲劳断口进行微观形貌分析。
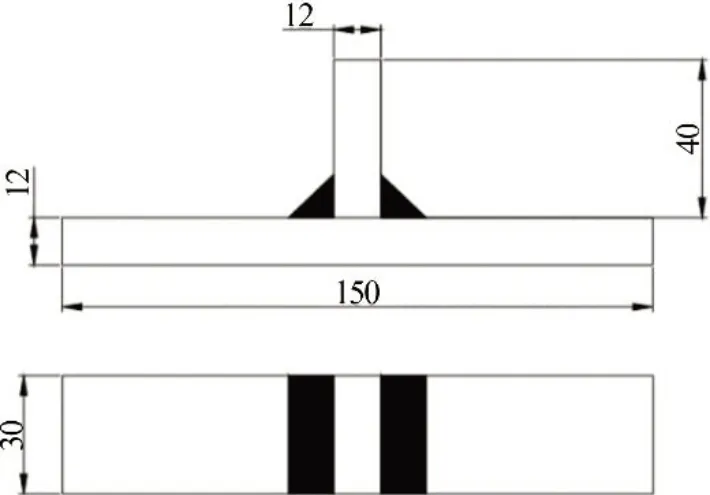
图2 三点弯曲疲劳试件尺寸Fig.2 Dimensions of three-point bending fatigue specimens
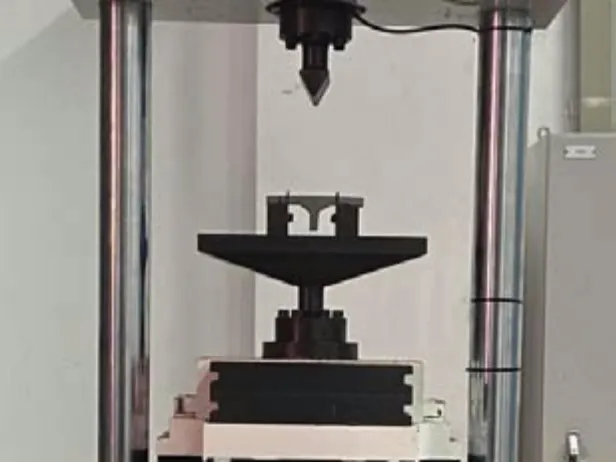
图3 三点弯曲试验夹持方式Fig.3 Gripping mode for three-point bending test
2 试验结果及分析
2.1 疲劳试验结果分析
本试验通过升降法来确定Q450NQR1 高强度耐候钢多层多道焊T 形角接接头在指定寿命为5×106次循环次数下的疲劳极限,图4为三种接头疲劳试件的疲劳极限升降图。
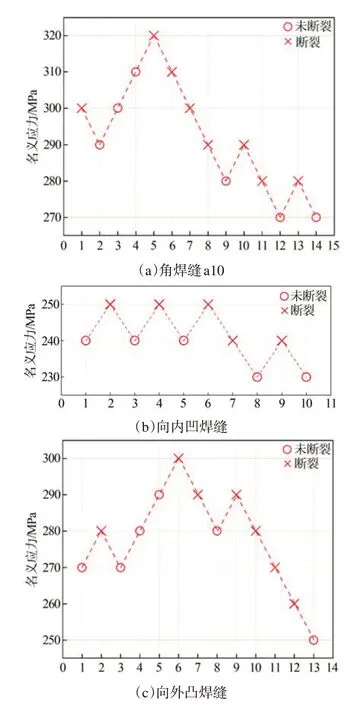
图4 疲劳极限升降图Fig.4 Fatigue limit lift diagram
由升降法确定的Q450NQR1 高强度耐候钢三种不同形状焊接接头在指定寿命为5×106次循环下的中值疲劳极限为:
角焊缝a10:
向内凹焊缝:
向外凸焊缝:
根据上述数据可绘制出不同形状焊接接头三点弯曲疲劳(应力比R=0.1)的中值S-N曲线,如图5所示。
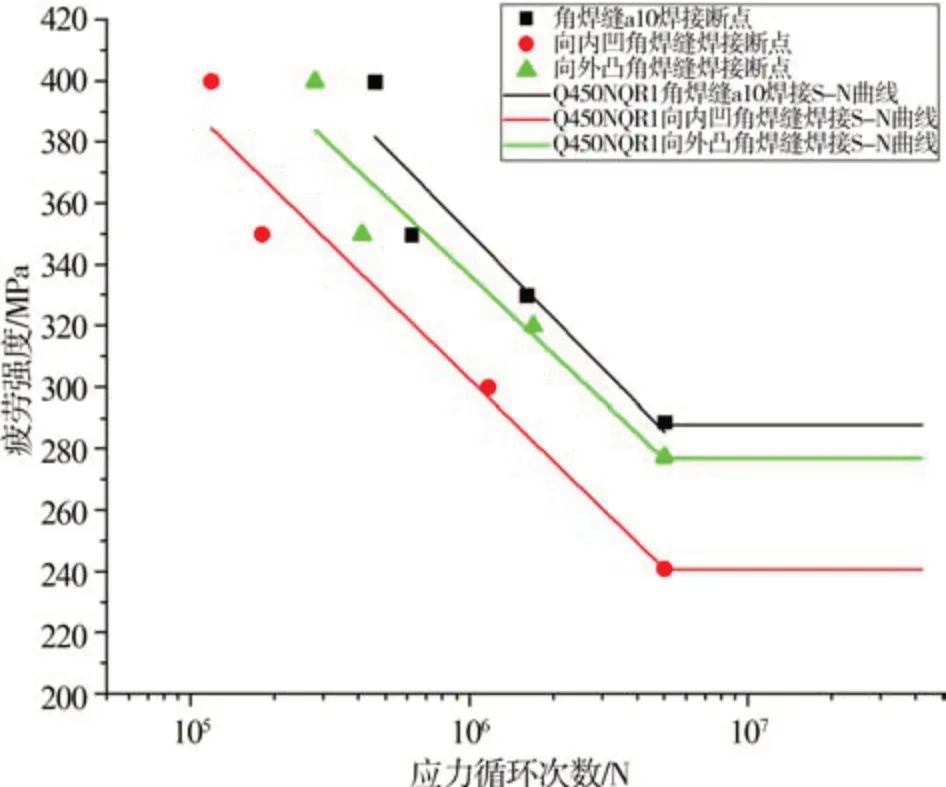
图5 中值S-N曲线Fig.5 Median S-N curve
由三点弯曲疲劳试验确定的指定寿命为5×106次循环下的Q450NQR1 高强度耐候钢多层多道焊a10角焊缝T形角接接头中值疲劳极限为289 MPa,向内凹角焊缝T 形角接接头为241 MPa,向外凸角焊缝T 形角接接头为277.5 MPa;由以上数据可知,向内凹角焊缝T形角接接头的疲劳极限值最低。
理论上,向内凹焊缝向基体金属过渡最为平滑,在焊趾处应力集中最小,接头疲劳性能应该最高,但本试验采用多层多道焊,虽然焊缝整体形状为向内凹,但表层焊缝并不能做到圆滑过渡,局部焊缝凸起,连接处同样会产生应力集中,多道焊向内凹焊缝接头性能并不优异,疲劳极限值最低。向外凸焊缝在焊趾处也存在应力集中,在载荷作用下传力线弯曲程度过大,疲劳极限值虽高于向内凹焊缝,但仍低于平面形状的角焊缝a10 接头。结合试验数据得出,多层多道焊角焊缝a10 接头的疲劳强度>向外凸焊缝>向内凹焊缝。
2.2 疲劳试件断口分析
疲劳试件宏观形貌如图6所示。Q450NQR1高强度耐候钢多层多道焊角焊缝a10(T 形角接接头)三点弯曲疲劳试件共有有效试件14个,其中有8个断裂试件,其断裂位置均位于焊趾。多层多道焊向内凹角焊缝(T形角接接头)三点弯曲疲劳试件共有有效试件12个,其中有5个断裂试件,4个试件在两焊缝之间断裂,1 个试件在焊趾处断裂。多层多道焊向外凸角焊缝(T形角接接头)三点弯曲疲劳试件共有有效试件14个,其中有7个断裂试件,3个试件在两焊缝之间断裂,4个试件在焊趾处断裂。
可见,试件断裂位置都位于焊趾或两焊缝之间,焊趾处裂纹向母材延伸。断裂位置在焊趾或焊缝之间的主要原因为:当采用多层多道焊进行焊接时,相邻焊道之间过渡并不圆滑,焊缝表面形状变化与焊趾处高度相似,所以也存在较大应力集中。另外,焊接残余应力也是影响因素之一,对于T形接头,在垂直焊缝方向上,焊缝和热影响区在冷却过程中会被周围温度较低的区域所束缚,焊缝与母材连接的焊趾处也会存在很大的残余拉应力。所以,采用多道焊焊接的T形角接接头普遍在焊趾或焊缝之间发生疲劳断裂[8-9]。
使用JSM-6360LV型扫描电镜对三点弯曲疲劳断口进行微观形貌分析,三点弯曲疲劳断口扫描如图7所示。可以看出,各区域具有典型疲劳断裂特征。启裂位置位于焊趾或焊缝之间,启裂区均未观察到焊接缺陷,开裂原因是存在较大的应力集中。在启裂区中,存在一系列同扩展方向一致的清晰细密的条纹,这种条纹是有一定高度差的撕裂棱,疲劳裂纹萌生后扩展的一小段时间内需要克服很大的滑移抗力,故形成了这样一种呈向外放射状的条纹[10];扩展区裂纹呈明显河流状分布,扩展区大小随疲劳循环次数增加而增大;终断区观察到大小、深浅不一的韧窝组织,其断口为韧窝型韧性断裂[11]。
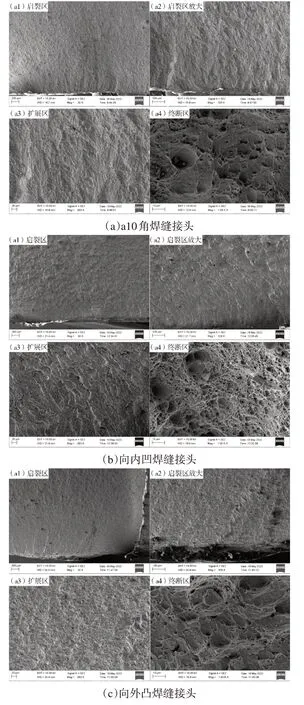
图7 疲劳断口形貌Fig.7 Fatigue fracture morphology
3 结论
(1)由三点弯曲疲劳试验确定的Q450NQR1 高强度耐候钢多层多道焊角焊缝a10(T 形角接接头)焊接接头接头指定寿命为5×106次循环下的中值疲劳极限为289 MPa,向内凹角焊缝为241 MPa,向外凸角焊缝为277.5 MPa;多层多道焊角焊缝a10接头的疲劳强度>向外凸焊缝疲劳强度>向内凹焊缝接头疲劳强度,原因为向内凹与向外凸焊缝过渡粗糙,焊趾或焊缝之间均会存在很大应力集中。
(2)形状的Q450NQR1 高强度耐候钢多层多道焊角焊缝(T 形角接接头)无明显缺陷,断口启裂区和扩展区具有典型的疲劳断裂特征,启裂位置位于焊趾或焊缝之间,启裂区均未观察到焊接缺陷,开裂原因是较大的应力集中,扩展区存在明显的疲劳辉纹,观察终断区判断断口为韧窝型韧性断裂。
猜你喜欢
焊接学报(2023年11期)2023-12-09
云南教育·中学教师(2019年12期)2019-08-13
山东冶金(2019年2期)2019-05-11
四川冶金(2019年5期)2019-02-18
山东冶金(2018年6期)2019-01-28
中国科技纵横(2016年6期)2016-05-14
焊接(2016年1期)2016-02-27
上海金属(2015年3期)2015-11-29
装备环境工程(2015年4期)2015-02-28
上海金属(2014年6期)2014-12-20
