
基于EEMUA及DNV标准的S460钢焊接工艺开发
2024-03-01 06:20闵祥军程晋宜宋秋菊
电焊机 2024年1期
陈 哲, 闵祥军, 程晋宜, 杨 建, 宋秋菊
海洋石油工程(青岛)有限公司,山东 青岛 266520
0 前言
EEMUA 158[1]规范由英国工程设备及材料使用者协会(EEMUA)海洋服务材料技术委员会编制,对海洋安装重要结构中建造工作的提出基本要求,对钢结构的焊接工艺评定也有详细要求。DNV C401[2]标准由挪威船级社编制,对海洋工程结构建造工作提出基本要求,其中也涉及到对海洋钢结构焊接工艺评定的要求。
在海洋石油工程(青岛)有限公司承接的浮式生产储油轮项目中,存在最小屈服强度460 MPa 级别钢结构的焊接施工,既需要满足项目建造标准EEMUA 158的要求,也需要按照船体入级要求执行DNV C401 标准,因此针对EEMUA 158 和DNV C401双标准的焊接工艺开发具有实际应用意义。
本文基于EEMUA 158 与DNV C401 双标准要求,开展最小屈服强度460 MPa 级别碳钢的焊条电弧焊(SMAW)打底+药芯焊丝气体保护焊(FCAWG)填充盖面的焊接工艺评定,试验取得DNV 挪威船级社和项目业主的全程见证和确认。
1 EEMUA与DNV焊接工艺评定要求分析
针对最小屈服强度460 MPa级别碳钢的焊态下单面对接焊(焊条电弧焊SMAW 打底,药芯焊丝气体保护焊FCAW-G填充、盖面)焊接工艺评定,基于EEMUA 158 和DNV C401 两个标准的主要要求分析归纳如表1所示。
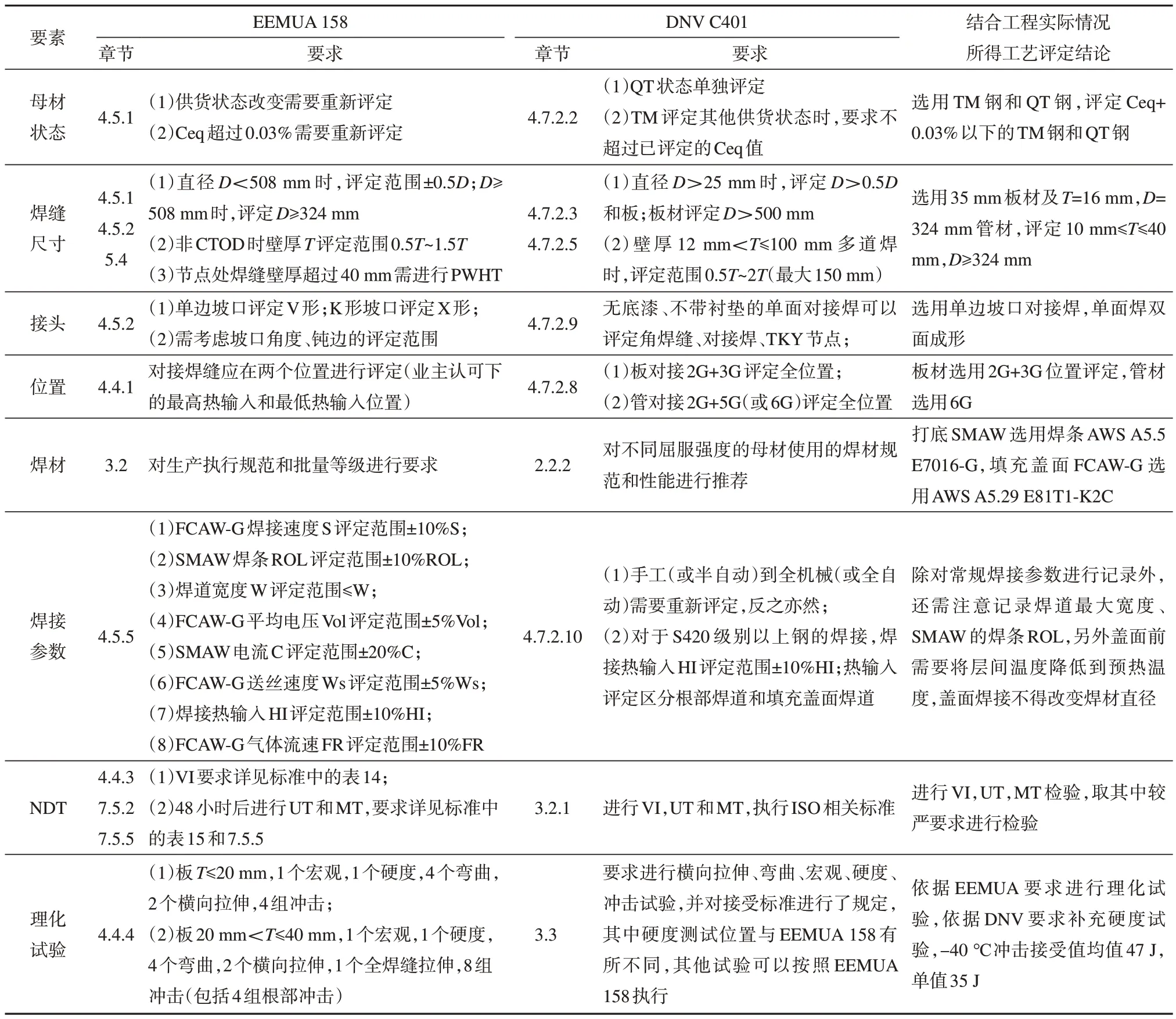
表1 EEMUA 158与DNV C401要求分析Table 1 The analysis of requirements between EEMUA 158 and DNV C401
2 焊接工艺评定试验
由于35 mm 厚度母材焊接要求不同于16 mm厚度母材,为满足EEMUA158和DNV C401双标准的要求,并且覆盖TM和QT供货状态、壁厚10 mm≤T≤40 mm、直径D≥324 mm、全位置焊接施工,本研究选取厚35 mm的板材和壁厚16 mm、直径324 mm的管材分别进行对接,其中板材选用两个焊接位置、管材一个焊接位置,共三个焊接工艺评定试件(详见表1结合工程实际情况所得工艺评定结论)。
2.1 试件母材
焊接工艺评定试件1 和试件2 选用EN10225 S460 G2 板材[3],厚度为35 mm,供货状态为热机械轧制,碳当量为0.35%。其主要化学成分和力学性能如表2、表3所示。

表2 试件1和试件2母材主要化学成分(质量分数,%)Table 2 Main chemical compositions of base metal specimen 1 and 2(wt.%)

表3 试件1和试件2母材金属力学性能Table 3 Mechanical properties of base metal specimen 1 and 2
焊接工艺评定试件3 选用API 5L L450Q 管材[4],壁厚为16 mm,直径为324 mm,供货状态为淬火和回火,碳当量为0.37%。其主要化学成分和力学性能如表4、表5所示。

表4 试件3母材主要化学成分(质量分数,%)Table 4 Main chemical compositions of base metal specimen 3 (wt.%)

表5 试件3母材金属力学性能Table 5 Mechanical properties of base metal specimen 3
2.2 填充材料
三组试件打底焊接均采用焊条电弧焊打底,焊材选用AWS A5.5 E7016-G[5],直径3.2 mm;填充盖面均采用药芯焊丝气体保护焊,焊材选用AWS A5.29 E81T-K2C[6],直径1.2 mm,保护气体为CO2(体积分数≥99.8%)。
2.3 焊接坡口及焊接位置
三组试件均采用单边坡口,单面焊双面成形。其中试件1采用2G焊接位置,如图1所示;试件2采用3G(立向上),如图2所示;试件3 采用6G(立向上),如图3所示。
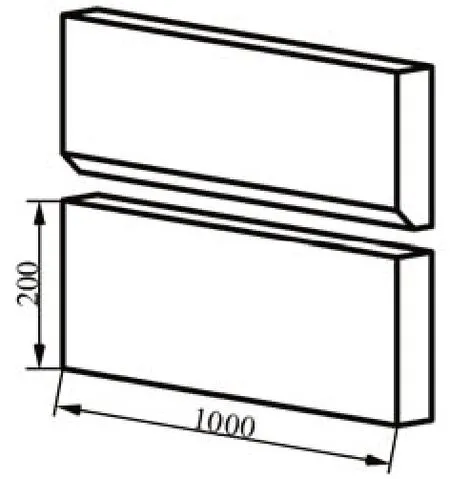
图1 试件1焊接位置Fig.1 Welding position of specimen 1
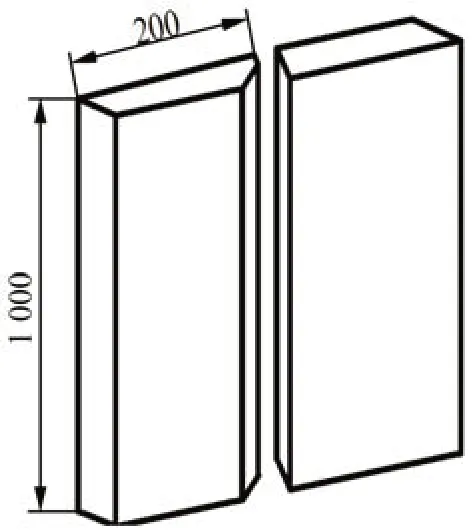
图2 试件2焊接位置Fig.2 Welding position of specimen 2
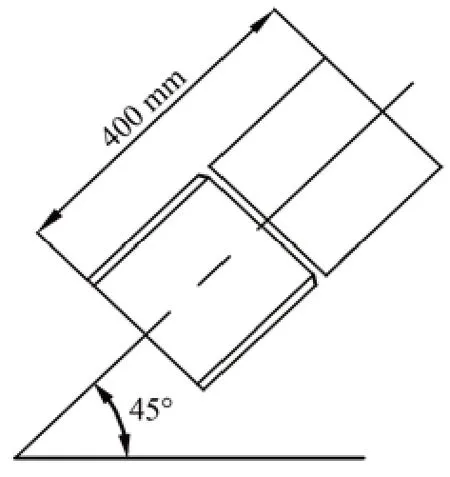
图3 试件3焊接位置Fig.3 Welding position of specimen 3
2.4 焊接工艺参数
考虑到为了满足EEMUA158 和DNV C401 双标准的要求,并且覆盖壁厚10 mm≤T≤40 mm、直径D≥324 mm、焊接位置全位置的焊接施工,试件1、试件2、试件3 的接头及焊道分别如图4~图6所示,其焊接工艺参数如表6~表8所示,其中焊条电弧焊和药芯焊丝气体保护焊的电流极性均为直流反接DCEP,热输入计算方式参照ISO 17671[7]要求,需考虑不同焊接方法的影响系数。
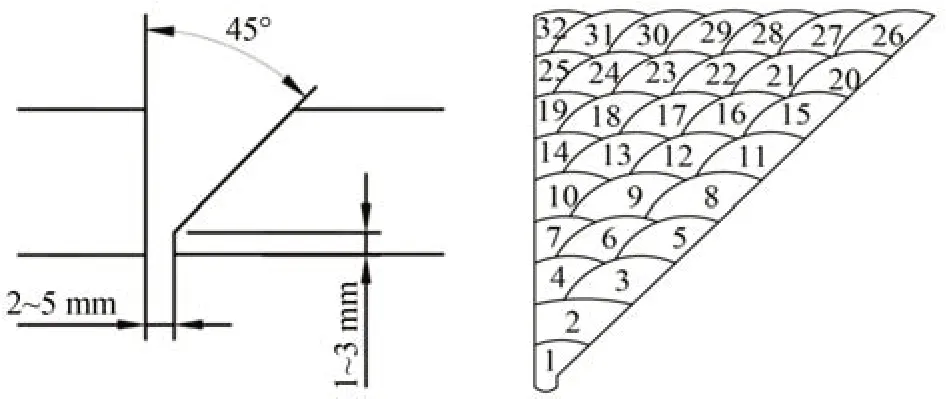
图4 试件1接头及焊道Fig.4 Welding joint and pass sequence of specimen 1
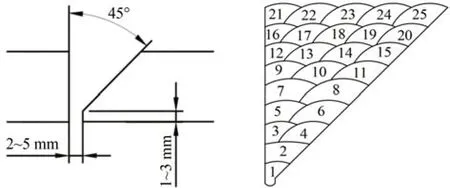
图5 试件2接头及焊道Fig.5 Welding joint and pass sequence of specimen 2
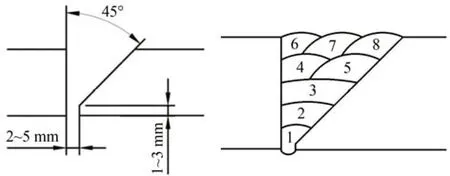
图6 试件3接头及焊道Fig.6 Welding joint and pass sequence of specimen 3
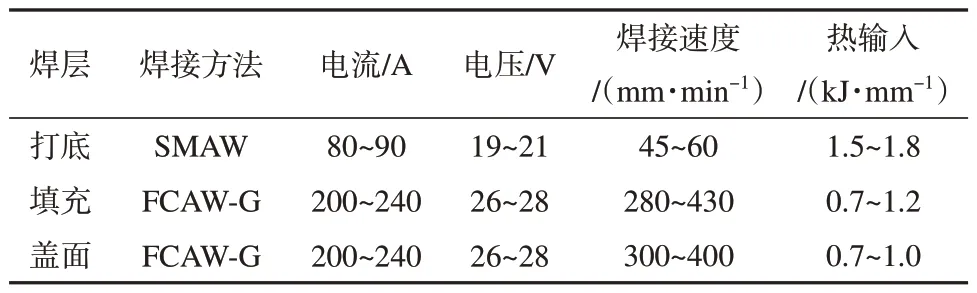
表6 试件1焊接工艺参数Table 6 Welding parameter of specimen 1

表7 试件2焊接工艺参数Table 7 Welding parameter of specimen 2
表8 试件3焊接工艺参数Table 8 Welding parameter of specimen 3
其中试件1 和试件2 的预热温度控制在50~60 ℃,层间温度不超过250 ℃。试件3 的预热温度为30 ℃,层间温度不超过150 ℃。本要求参照ISO 17671-2及EN1011-2[8]执行。
2.5 焊后无损检验及理化试验
试件1、试件2和试件3的焊缝外表面及根部均无裂纹、无咬边、无焊瘤,余高小于3 mm,按照相关标准规定外观检验均合格。焊后48 h 后进行磁粉检测和超声检测,结果符合EEMUA 158 和DNV C401相关要求。试件宏观形貌如图7~图9所示。
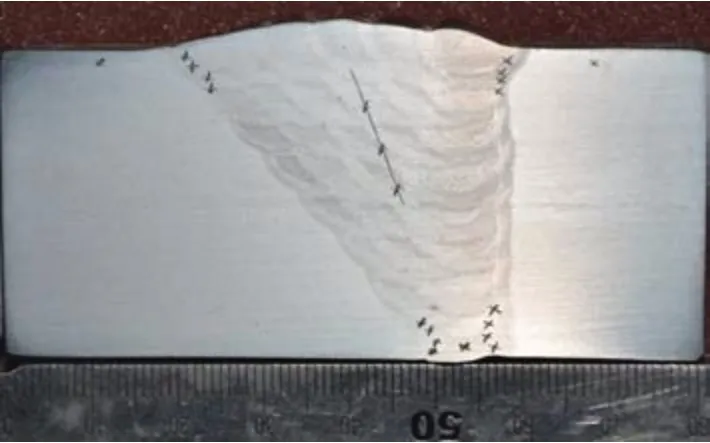
图7 试件1的宏观试验照片Fig.7 Macro test photograph of specimen 1
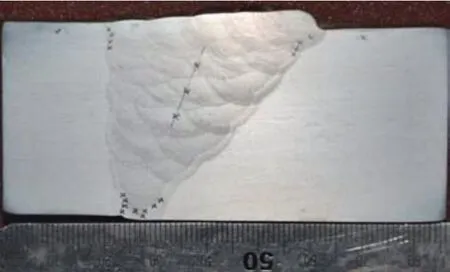
图8 试件2的宏观试验照片Fig.8 Macro test photograph of specimen 2
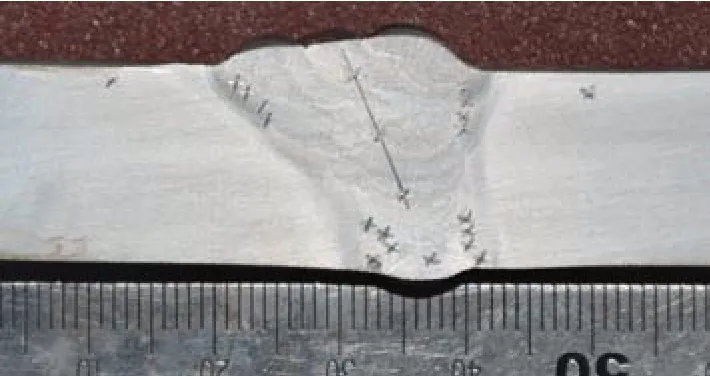
图9 试件3的宏观试验照片Fig.9 Macro test photograph of specimen 3
对试件1和试件2进行横向拉伸、全焊缝拉伸、弯曲、-40 ℃冲击、宏观腐蚀、硬度试验。其中横向拉伸和全焊缝拉伸的抗拉强度结果介于母材同厚度下规定的最小抗拉强度520 MPa和最大抗拉强度680 MPa 之间,全焊缝拉伸屈服强度大于母材同厚度下规定的最小屈服强度420 MPa,断后伸长率≥20%;弯曲试样未发现缺陷或缺陷长度总和不超过3 mm;冲击位置选取焊缝中心、熔合线(直边位置)、熔合线+2 mm(直边位置)、熔合线+5 mm(直边位置)、焊缝中心(根部位置)、熔合线(根部直边位置)、熔合线+2 mm(根部直边位置)、熔合线+5 mm(根部直边位置),冲击结果满足均值≥47 J,单值≥35 J。
对试件3 进行横向拉伸、弯曲、-40 ℃冲击、宏观腐蚀、硬度试验,试验标准分别参考EN 4136[9]、EN 5173[10]、EN 9016[11]、EN17639[12]、EN 9015[13]。其中横向拉伸和的抗拉强度结果介于母材规定的最小抗拉强度535 MPa和最大抗拉强度760 MPa之间,弯曲试样未发现缺陷或者缺陷长度总和不超过3 mm;冲击位置选取焊缝中心、熔合线(直边位置)、熔合线+2 mm(直边位置)、熔合线+5 mm(直边位置),冲击结果满足均值≥47 J,单值≥35 J。
试件1、2、3 的拉伸、弯曲及冲击试验结果如表9~表12所示。EEMUA 158和DNV C401要求的硬度测试位置不同,如图10、图11所示,三个试件的硬度测试按照EEMUA 158 要求执行,然后按照DNV C401要求补充硬度试验,试验结果如表13所示,数值均低于325 HV10。三个试件的所有理化实验结果均满足EEMUA 158及DNV C401的相关要求。
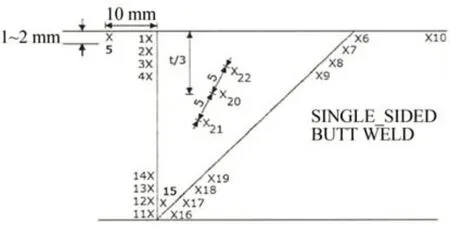
图10 EEMUA 158要求硬度测试位置Fig.10 Hardness test position in EEMUA 158
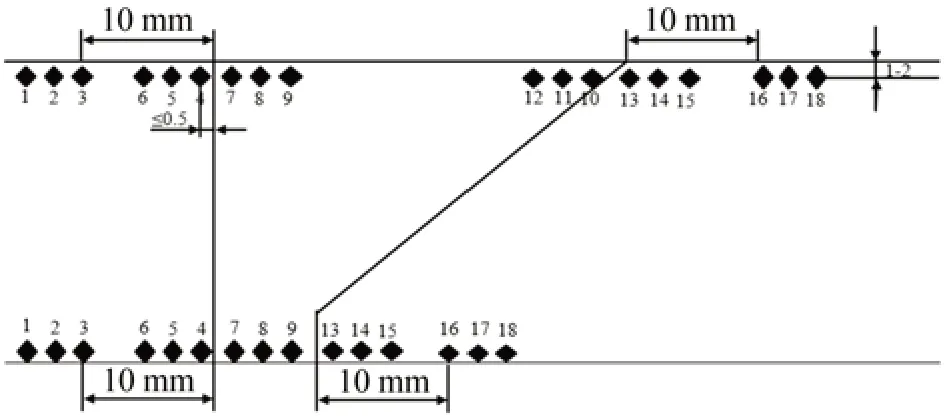
图11 DNV C401要求硬度测试位置Fig.11 Hardness test position in DNV C401
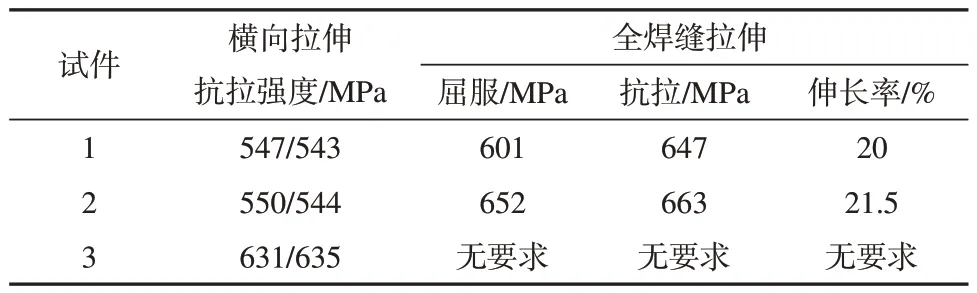
表9 试件1、试件2和试件3焊接接头的拉伸性能Table 9 Tensile property of specimen 1, 2 and 3 welding joints
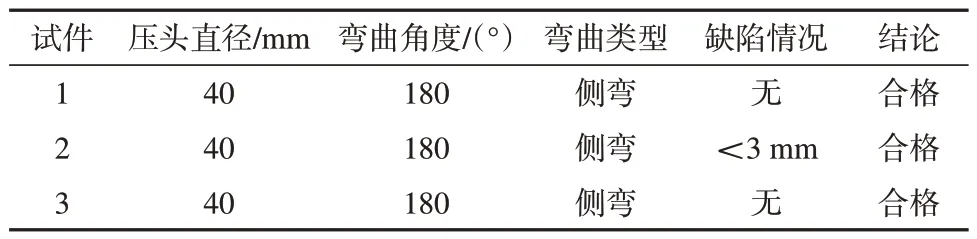
表10 试件1、试件2和试件3焊接接头的弯曲性能Table 10 Bend property of specimen 1, 2 and 3 welding joints
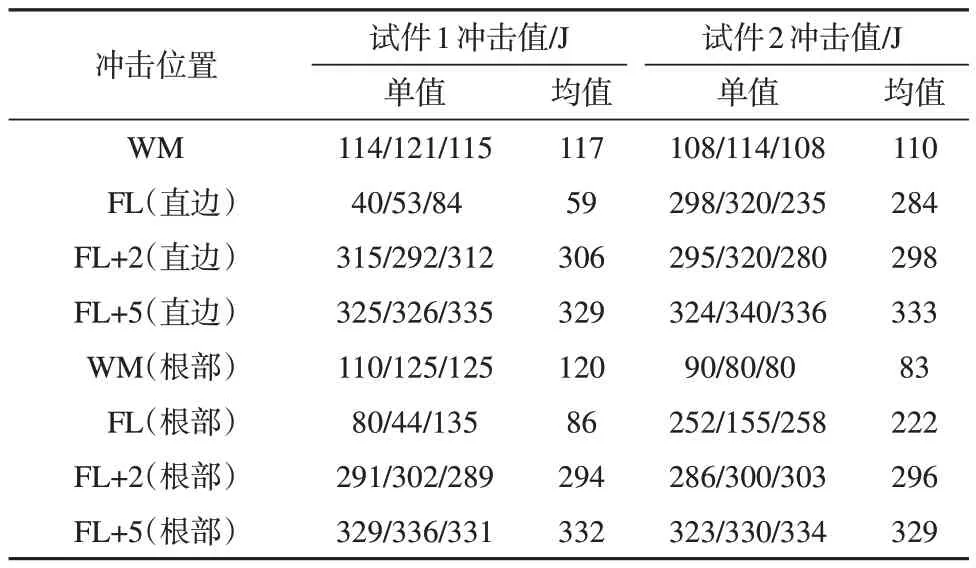
表11 试件1、试件2焊接接头的冲击性能(-40 ℃)Table 11 Impact property of specimen 1, 2 welding joints(-40 ℃)

表12 试件3焊接接头的冲击性能(-40 ℃)Table 12 Impact property of specimen 3 welding joints(-40 ℃)
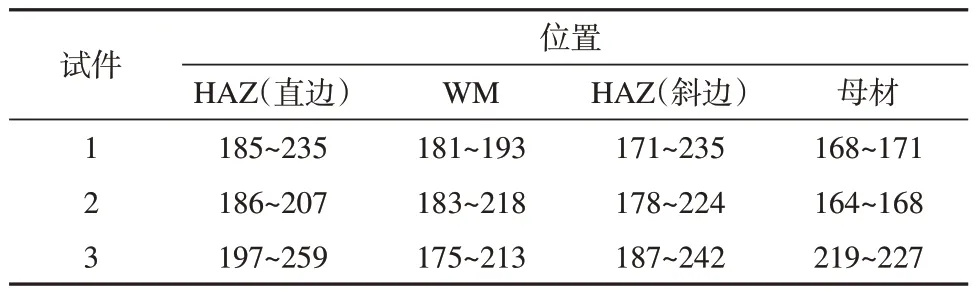
表13 试件1,2,3焊接接头的硬度(HV10)Table 13 Hardness of specimen 1, 2 and 3 welding joints (HV10)
2.6 焊接注意事项
基于EEMUA 158 和DNV C401 两个标准的要求,针对最小屈服强度460 MPa 级别碳钢的焊态下单面对接焊(焊条电弧焊SMAW 打底,药芯焊丝气体保护焊FCAW-G填充盖面)焊接工艺评定实验过程中,存在以下注意事项:(1)预热温度按照ISO 17671-2 要求执行,试件1 和试件2 预热温度50 ℃以上,试件3预热温度30 ℃以上。(2)记录焊道最大宽度,SMAW 最大焊道宽度不超过3 倍焊条直径;FCAW-G 最大焊道宽度不超过17 mm;(3)SMAW焊道需要记录每根焊条的行走长度,从而计算出焊条的平均行走长度ROL;(4)FCAW-G 焊道需要记录送丝速度和保护气体流速;(5)整个焊接过程需要将层间温度控制在250 ℃以内;(6)盖面前将层间温度降低到最小预热温度,再进行盖面焊接;(7)FCAW-G焊接过程中不得更换焊丝直径。
3 结论
本文分析了EEMUA 158 与DNV C401 标准下S460级别结构钢对接焊焊接工艺评定的详细要求,并基于EEMUA 158与DNV C401双标准,针对不同壁厚和不同供货状态的管材和板材,开展S460级别碳钢的焊态下单面对接焊工艺评定实验,三组试验结果均满足EEMUA 158与DNV C401双标准要求,并取得DNV挪威船级社的认证。(1)针对EEMUA 158与DNV C401标准要求逐条对比分析异同点,结合工程实际需求选取焊接工艺评定试件母材的牌号、尺寸和焊接位置。(2)在焊接工艺评定试验过程中,应对预热温度、焊道宽度、焊条行走长度、送丝速度、层间温度等要求特别关注和控制,避免形成的焊接工艺规范WPS参数范围过窄限制施工的情况。(3)进行理化试验时,应兼顾EEMUA 158 与DNV C401 双标准要求,针对拉伸、弯曲、冲击试验选取要求较严格的执行,针对硬度试验可以采取双试样方式分别按照两个标准要求执行。
猜你喜欢
江苏安全生产(2023年10期)2023-12-18
制造技术与机床(2017年7期)2018-01-19
焊接(2016年10期)2016-02-27
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
