
利用型钢万能连轧机组轧制槽钢
2010-05-04 10:45刘瑞刚张传莲吴雪峰薛跃华
中国设备工程 2010年8期
刘瑞刚,张传莲,吴雪峰,薛跃华
(山东日照钢铁有限公司型钢厂,山东 日照 276806)
一、利用现有万能机组轧制槽钢工艺条件
国内轧制槽钢多采用横列式轧机或者是两辊连轧机组,两辊轧制槽钢通常采用直轧式、弯腰式以及蝶式孔型系统。传统槽钢轧制属于纯孔型轧制,存在的主要问题有:孔型系统设计比较复杂,对孔型设计要求较高;轧件脱槽难度大,容易引起缠辊等事故;在线可调整量小,轧辊磨损后只能通过下线重车以保证成品尺寸;轧辊磨损严重,车削量大,增加了轧辊消耗;两辊轧机轧制槽钢时负荷相对较大,容易引起断辊事故。
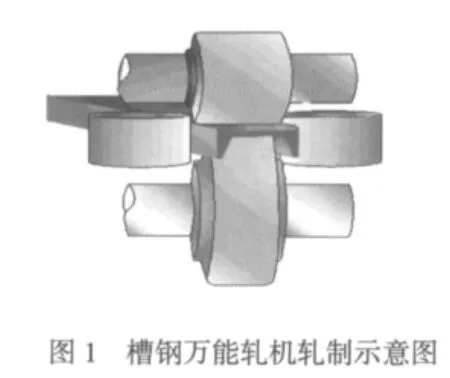
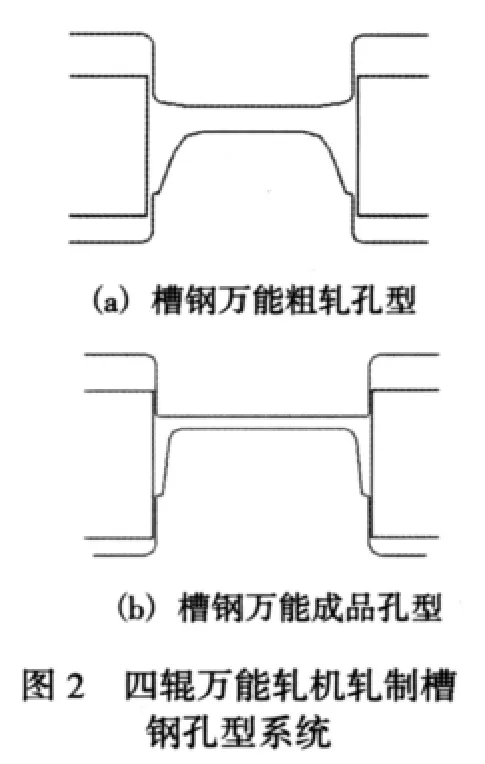
为此,通过分析论证结合目前生产H型钢及工字钢使用万能轧机轧制的规律和特点,决定采用现有万能轧机连轧机组混合孔型轧制槽钢,如图1所示,四辊万能轧机由上下水平辊及两侧立辊组成,水平辊带驱动,两侧立辊无驱动。轧制槽钢所需的万能孔型系统包括万能粗轧孔型及万能成品孔型,如图2所示,通过调整水平辊辊缝及立辊辊缝可以在线对轧件尺寸进行调整。
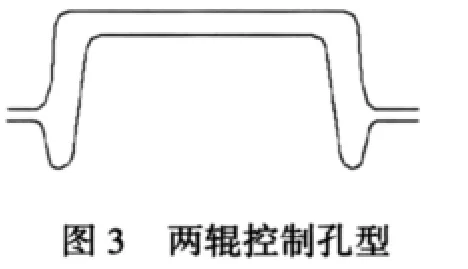
由于四辊万能轧机属于开口式,轧件腿端属于自由宽展,因此需要在连轧机组中的两辊轧机布置控制孔,对腿端和肩部进行控制加工,保证轧件外端形状满足要求(如图3所示),同时两辊轧机对轧件腿长进行控制,保证料型尺寸符合要求。
二、万能轧法轧制槽钢的工艺及孔型系统介绍
1.两辊可逆轧机开坯轧制设计要点
为减少设备投入费用,降低开发成本,轧制槽钢所需坯料仍采用目前轧制H型钢所用连铸方坯。开坯由两辊可逆轧机进行,由于坯料方大,所以根据不同规格需要在开轧机上布置一到两个箱型孔进行缩料,再进入切深孔进行切深轧制。BD最后一个孔型出来料型尺寸、假腿尺寸等可以通过连轧逆推得到。由于槽钢槽式结构的特殊性,在设计BD孔型时要充分考虑到腿部金属与腹板金属延伸的不均衡性,尤其是在切深孔型中要保证腿高及腿部金属量,切深孔型一般采用闭口式,以充分利用其特点使腿部得到加工。其他设计原则基本同工字钢孔型设计一致。BD轧机孔型中可布置一个控制孔,也可不设。BD出来最终料型如图4所示。
2.四辊万能轧机轧制槽钢孔型的特点
四辊万能轧机轧制槽钢的孔型设计同其他型钢万能孔型设计,即通过从成品轧机逆轧制顺序进行推算,最后根据前后架次变形情况及压下量等进行适当调整。
相对于H型钢及工字钢等对称截面的万能轧法而言,槽钢的变形有所不同。由于少了两侧翼缘,轧件在变形过程中腿部金属受腹板拉缩较大,金属向腹板流动趋势大,不利于腿的增长,因此在设计孔型时,在后期靠近成品孔型架次上应尽量保证腿和腹板的延伸比大于1。另外由于立辊与水平辊辊缝可调,对于槽钢肩部的充满度影响较大,在设计孔型及制订压下规程时必须充分考虑到上述因素。所以在设计万能孔型时必须在肩部给予一定的金属补偿,即设计一个假帽储存金属,防止后期加工过程中肩部金属充不满造成塌肩现象,图5为万能粗轧孔型料型。

控制孔用来加工槽钢腿高、肩部及腿端。腿高加工量一般取4~6mm,要保证腿端高度方向有压下量,以便使腿端得到充分加工。控制孔中腹板的压下量要小,腿端不给侧压以防止出耳子。
成品孔型设计不同于两辊轧制,如图6所示,由于立辊可以进行压、放调整,所以腰高、腿厚可调整量大,只有上辊宽度W上和下辊辊缘宽度W下是相对固定的,所以在设计W上时应尽量保证轧机压靠后腰高不超尺寸下限,同时根据要求轧制。负差情况综合考虑适当进行选择,下辊侧壁斜度及圆角R按国标要求进行选取,下辊辊缘宽度W下结合腰高及腿厚进行选取,确保轧后成品满足尺寸要求。
3.万能连轧机组轧机布置形式
万能轧机由两侧立辊及上、下水平辊构成孔型,属于纯开口式,轧制槽钢时轧件在变形过程中腿端及肩部均属于自由宽展,必须布置控制孔对轧件腿端及肩部进行充分加工,因此合理布置轧机形式十分重要。在实际轧制过程中连轧机组采用四架两辊轧机布置控制孔型,其余七架均为四辊万能开口式轧机,立辊全部采用平辊。其中连轧第一架布置为两辊控制孔,以便对BD来料腿端及肩部进行加工,然后进入万能轧机轧制,后面两辊跟四辊万能轧机适当交叉布置,以合理控制轧件腿端及肩部金属。最后一架成品轧机采用万能轧机,成品前采用两辊控制孔,这样能够很好地加工轧件腿端及肩部,保证成品质量。


轧制槽钢时的万能连轧机组轧机具体布置形式如下: (BD)→H→U→U→H→U→U→H→U→U→H→Uf(万能成品)(其中H代表两辊轧机布置控制孔,U代表四辊万能轧机)。
三、综述
采用万能连轧机组轧制槽钢具有下列优点:轧制比较稳定,事故相对较少;连轧机组轧制槽钢小时产量得到提高,C25等规格达到每小时200t以上;轧机负荷小,比较均匀,最大负荷不超过50%,两辊轧机负荷在20%左右;轧件尺寸调整更加灵活,产品规格调整更加方便快捷。
在现有万能轧机连轧机组生产线上进行槽钢开发轧制,充分利用现有设备条件,根据槽钢和H型钢的特点适当共用部分导卫件及轧辊,拓展了工艺件的共用范围,轧辊利用率得到提高,减少了设备投入费用,提高了经济效益。
[1]高真凤.用万能孔型轧制方坯和槽钢 [J].国外钢铁,1996.
[2]李正平.20号槽钢在600轧机万能粗轧孔型中的轧制 [J].国外钢铁,1991.
猜你喜欢
山东冶金(2022年4期)2022-09-14
河南冶金(2022年1期)2022-08-19
工业建筑(2022年4期)2022-07-27
安徽建筑大学学报(2022年3期)2022-07-06
钛工业进展(2022年1期)2022-03-14
沈阳大学学报(自然科学版)(2021年2期)2021-05-07
商品与质量(2020年23期)2020-10-09
中国金属通报(2020年14期)2020-04-22
天津冶金(2018年1期)2018-06-13
商情(2017年38期)2017-11-28
