
理想GR系列数码一体速印机故障解决方法
2010-05-04 00:51王志坚
设备管理与维修 2010年7期
王志坚
日本理想科学公司生产的GR系列速印机,是具有高速自动扫描、全自动热敏蜡纸复制系统,扫描分辨率横向300dpi,纵向400dpi的一体速印机。
一、卡纸
理想GR一体机的卡纸并不是常见故障,但这类机型使用到200万张左右时,就会伴有卡纸现象出现。卡纸部位分别在拾纸部位和压力辊部件。出现卡纸故障之前会有印刷品对位不好,图像向后移位现象。
1.拾纸部位卡纸故障
(1)拾纸后,纸到定时辊时,纸张弯曲较大,纸向前行至一半即卡纸。
(2)拾纸轮接到搓过来的纸不拾纸。
(3)多张纸被拾纸轮拾起后,到定时辊时阻塞。
对于故障(1),一般是定时调整板有移位,当定时调整板上的凸轮滚子与定时凸轮间的间隙>2.5mm时,定时辊会过早抬起,过迟落下,纸张的后部会被定时辊咬住,所以产生卡纸。参照图1,按下系统电路板上的测试开关SWI,使定时凸轮的小直径部分面对定时调整板上的凸轮滚子,关掉电源,松开定时调整板上的两个螺丝,调整定时调整板的位置,使其和定时凸轮的小直径具有2.5mm的间隙,开机试印故障得以解决。

对于故障(2),由于长期使用,搓纸轮和拾纸轮都有一定磨损和污染,拾纸力不够,造成不拾纸。处理时可参照图2。第一步,调整上限位传感器,使上限传感器向上调1mm左右;第二步,调整搓纸轮压力,顺时针旋转角度调节螺钉,增加搓纸压力,可以边旋转角度调节螺钉边试印,达到正常搓纸力后,故障得以解决。

故障(3)主要是处理故障(2)时方法不当所致,如上限位传感器向上调得过大,易产生多张纸故障,向下调得过大,易产生空走纸故障。参照图2,在上限位传感器的托架上用标号笔做标记,每一次调整上限位传感器都要标记,试印后记录搓纸效果,最后找出最佳搓纸效果时上限位传感器的位置。
2.压力辊部位卡纸
压力辊部位卡纸是从定时辊过来的纸,走到压力辊还未到压力辊抬起时,纸张就已通过滚筒和压力辊被分纸器将纸卡住,机器出现卡纸信号而停机。这主要是P盘位置移动使压力辊抬起时间不正确造成的卡纸故障。
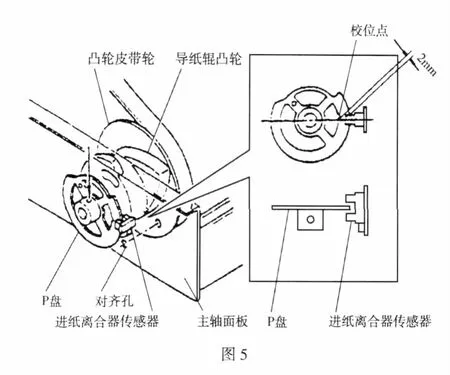
解决方法。第一步,按动主板上的SWI测试开关,使压力传感器盘上的小孔对齐压力传感器,再使压力凸轮上的对齐孔与主轴面板上的对齐孔对齐(图3)。第二步,松开进纸离合器基座的三颗螺钉,松动主皮带(图4)。


转动主皮带调整P盘,使校准点小缺口在进纸离合器传感器上方2mm处(图5),然后将进纸离合器基座的三颗螺钉固定好,试印后故障得以解决。
二、滚筒版夹不回位
机器制版时,滚筒上的版夹不回位,版纸夹不到滚筒上,这时版纸既不向前走,又不能绕缠到滚筒上,导致版纸挤压在储版盒里,造成卡版故障。
当滚筒挂版时,补偿器板向下压,位置A传感器检测到位置A板,确认滚筒是处于初始位置,同时版夹线圈激活,版夹装置下拉,松开版夹安全开关的动作块,100ms后版夹电机施转,通过齿轮传动打开夹板装置夹板。这一过程中,版夹电机夹板动作的振动很大,造成版夹安全开关一处的接头开焊断裂,安全开关失去作用,版夹装置不能返回初始位置,造成不夹版故障。
取出滚筒用手动的方法保持版夹回位,再次制版,故障依然。采用代码104检测程序,即转动滚筒到初始位置→打开夹板至180°停顿1s→关闭夹板至0°→滚筒旋转回初始位置,检测夹板打开或关闭动作一切正常。拆下夹板电机线路板,再拨下电机插头、范围到位开关插头和版夹安全开关插头时,发现版夹安全开关一接头开焊。将开焊接头焊好后,将版夹电机线路板装回并开机制版,机器恢复正常。
三、出现T4维修呼叫
开启机器电源,控制面板的屏幕上立即显示T4维修呼叫,机器不能工作。查阅维修手册知,这一故障代码为溢墨传感器检查滚筒内溢墨超限所致。
滚筒内部溢墨主要是刮墨辊与挤压辊之间存墨较多,导致溢墨传感器探测到滚筒内部溢墨。拆开滚筒检查(拆卸滚筒时对初学者要注意一定要将滚筒外侧的三块传感器挡块做标记,以便于安装,也不易使滚筒旋转错位),发现里侧油墨挡板折断并掉在刮墨辊和挤压辊之间,影响刮墨辊与挤压辊的正常下墨环境,并在刮墨辊和挤压辊之间遗留了很多未分配下去的墨,使刮墨辊不能将油墨分配辊送过来的油墨刮均匀,造成大量油墨不能正常分配,油墨传感器不能正常探测油墨量,墨泵还会继续向油墨分配辊打墨,溢墨传感器被未分配的多余墨覆盖而失灵,出现溢墨故障。
取出断下来的油墨挡板,清理刮墨辊和挤压辊上的多余油墨,更换油墨挡板,安装好滚筒,故障得以解决。
四、印刷图文纵向前后位置移位
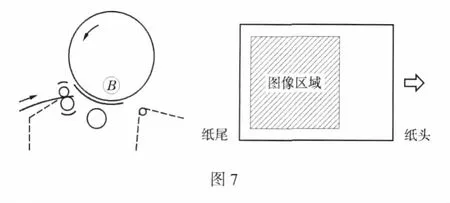
在印刷定位键居中时,印刷图文向前或是向后移位,并且调整印刷定位键后印刷位置改善很小。这主要是导纸辊起始时间不正确,导纸辊开始旋转迟一点(图6),A点图像就前移;导纸辊开始旋转早一点(图7),B点图像就后移。

(1)纵向印刷位置的调整方法有两种,如果印刷位置相差量<12mm,调整导纸辊凸轮即可,只需要松开导纸辊凸轮的两个定位螺钉,即可调整凸轮的安装位置。如凸轮顺时针移动,印刷位置则向后移动;如凸轮逆时针移动,印刷位置则向前移动。调整后,一定要拧紧导纸凸轮上的定位螺钉。调整注意事项:不要完全松开定时凸轮的定位螺钉,应使其处于长孔的中央,一点一点地移动导纸辊凸轮,因为印刷纵向位置位移量<12mm。
(2)如果印刷位移相差量>12mm,要通过调整主皮带轮和凸轮皮带轮来解决问题。调整方法:①按“居中”按键,使印刷位置处于居中位置,滚筒回到原位(A板检测)。②检查主轴面板上的孔是否与主皮带轮和凸轮皮带轮上的相应孔对齐,若未对齐,松开进纸禽合器基座的三颗紧固螺钉(见前面图4),顺时针转动进纸离合器,松开主皮带张力。③从凸轮皮带上脱开主皮带,转动皮带轮,使皮带轮上的孔与主轴面板上的孔相对齐,将主皮带装到凸轮皮带轮上,逆时针转动进纸离合器,给主皮带加上张力,加上张力后,拧紧进纸禽合器座上的三颗紧固螺钉,当给主皮带加力时,将凸轮皮带轮对齐孔向下移一点或将主皮带对齐孔上移一点。④再次检查对齐情况,确认主皮带轮与凸轮皮带轮的对位位置,在确认主皮带轮位置正确后,开机试印,印刷图文纵向图文套准很好,故障得以解决。
五、印刷品有黑白相间条纹无图像
印刷品有黑白相间条纹,条纹间距在5mm左右,印刷品上无图像。在制版扫描时,扫描灯能正常进行扫描,版纸上无图像,只有黑白相间条纹。经检查,是原稿扫描灯的扫描电缆线(第八根线)断路。
扫描灯将原稿台上的被印刷件内容扫描后,将信息送到图像处理板,再由模数转换,编码、译码和数摸转换,送到热敏打印头,热敏打印头在热敏版纸上制成一张所要印刷的版。由于扫描灯电缆线断路,这时从扫描灯传到图像处理板的模拟信号是错误的,所以再经模数转换,编码、译码和数模转换也是错误的,导致热敏打印头也只能执行错误信息,所以版纸上无图像,而只有黑白相间条纹。
更换原稿扫描灯的扫描电缆线即可消除故障。在遇到这类故障时,一定要谨慎,不要盲目地去考虑热敏头输出功率问题,因为热敏头是有固定使用时间来确定其使用寿命的,以小时来计算,只要到了时间更换热敏头即可,千万不要乱调热敏头的输出功率,以免导致热敏头烧坏或过早损坏。
猜你喜欢
机械制造(2022年6期)2022-09-01
作文小学中年级(2020年9期)2020-09-29
制造技术与机床(2019年8期)2019-09-03
新商务周刊(2018年12期)2018-12-08
小小艺术家(2018年6期)2018-07-26
精密制造与自动化(2018年1期)2018-04-12
制造技术与机床(2017年5期)2018-01-19
山西大同大学学报(自然科学版)(2016年2期)2016-12-12
长沙大学学报(2015年5期)2015-01-04
中学科技(2014年3期)2014-06-04
