
经济型数控车床尾座进给自动化改进
2010-05-04 00:51林斌
设备管理与维修 2010年7期
林 斌
一、概述
目前使用广泛的经济型数控车床大多采用四转位刀架,因为刀架容量有限,往往在加工复杂零件时要采用多次装夹,尤其在钻孔时,采用在车床尾座上安装钻头,通过向前移动车床尾座,转动尾座进给手轮进行手动钻孔,生产效率低,而且钻孔深度不易控制,在大批量生产中尤显不足。为此,在转位刀架横向的前端加装T型槽垫板,并设计一个专用的钻夹座。改进后的数控车床不但减少了零件加工的工序,也相应减少了装夹、找正等辅助时间,充分发挥了数控车床的效能。
无论普通车床还是经济型数控车床靠尾座结构本身来实现自动进给是很困难的,而且数控车床在有机床罩时,不便于钻孔操作。在实际加工中,钻孔、镗孔等工序一般来说不是独立的,经常是穿插在别的工序之间,所以操作者往往需要在加工过程中不断的装夹、拆卸刀具,这大大降低了生产效率。如果把麻花钻通过连接夹具直接安装在转位刀架上实现自动钻孔,在遇到工艺复杂的工件时,刀架上又少装了一把刀,无法一次装夹完成工件的加工。在转位刀架横向的前端增加T型槽垫板并在其上安装一个专用的钻夹座,目的在于利用拖板带动T型槽垫板纵、横向的移动,从而实现自动加工。需要注意,安装T型槽垫板的改进前提是,机床必须拥有足够横向行程,同时保证转位刀架每转过一把刀都不会干涉到钻夹座,特别是较长的内圆车刀、内螺纹车刀及内切槽刀等。
二、加装T型槽垫板及钻夹座的设计与安装
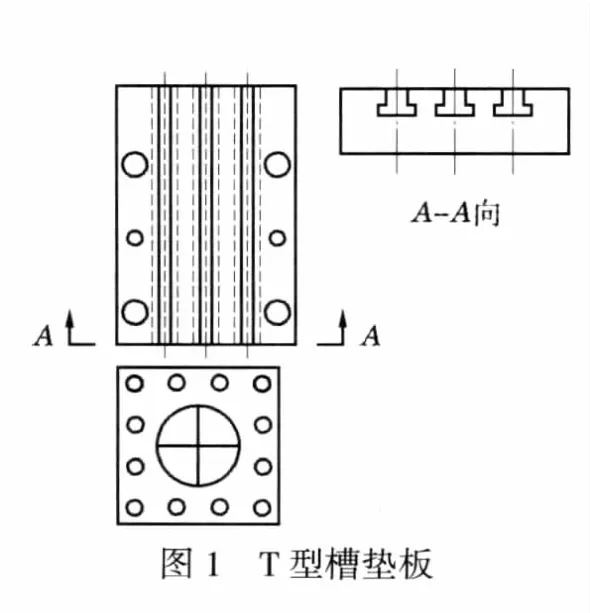
以CNC6136-2经济型数控车床为例,这类机床横向的最大行程是220mm,因此有足够的位置空间加装T型槽垫板和钻夹座。T型槽垫板结构及安装如图1所示,用4个内六角螺钉紧固T型槽垫板,中间用2个定位销钉进行定位,并保证T型槽垫板垂直于数控车床的纵向。位于转位刀架横向前端的T型槽垫板,将转位刀架与直排式刀架连为一体,加工中,T型槽垫板跟随刀架移动。在使用转位刀架之外,也可以在T型槽垫板上安装一到两把车刀,采用直排刀的方式进行加工。T型槽垫板安装后,再将钻夹座用紧固螺钉安装在T型槽垫板上(图2),装上钻夹头即可进行钻削加工。

钻夹座主体材料为45号钢,通过线切割加工成型后,校正并安装在T型槽垫板上,保证钻夹座主体内孔的中心与主轴轴线同心。锥度套用于安装钻夹头,锥度孔与钻夹头锥柄的锥度相同。定位块安装在钻夹座主体的下端,用于配合T型槽,保证钻夹座垂直于机床的纵向位置。
加工前必须根据零件的外形尺寸分配刀具,调整好T型槽垫板、钻夹座及刀具的位置。改进后机床上增加了5号刀,可以在一次装夹后加工成型,减少了工件的装夹次数和多次装夹的定位误差,节约了辅助时间,并且保证每次钻孔的深度一致和质量稳定。
操作方法:①选定钻夹座初始位置。在零件编程前,首先将设计的钻夹座安装在T型槽垫板上,装上麻花钻。对准主轴中心和纵向的起点位置,将数值输入数控系统的5号刀补中,这样在零件加工过程中能顺利地排出5号刀进行加工,从而实现T型槽垫板随拖板的自动进给。②确定钻夹座横向的行程。按照加工零件的范围以及刀具的长度,合理安排钻夹座放置的位置,并计算较长的内孔车刀在转位刀架换刀的时候是否干涉到钻夹座。加装后的编程在此略去。
三、改进效果
(1)实现钻、铰或攻丝工序自动进给,克服了因手动进给走刀不均的缺陷,提高零件加工精度,稳定产品质量。
(2)减轻劳动强度。原车床尾座在使用过程中是采用人工操作完成的,尤其在进行钻、铰或攻丝过程中,手动进给费力费时,生产效率低。改进后机床操作方便、省时省力,在大批量生产中尤为突出。
(3)缩短装夹时间,提高生产率。改进后的工序安排将工件钻孔的工序与外圆的加工合为一道工序,减少了工件的装夹和手动钻孔等辅助时间;在加工复杂零件时,由于转位刀架容量有限,而采用这种“4+1”加工形式,可以减少装夹的时间,提高劳动生产率,降低成本。
(4)钻夹座拆卸方便,能保持机床原有的功能。由于未改变机床其他部件的结构,在工件没有要求孔加工时,只要松开两个固定螺钉,卸下钻夹座,就可以恢复原来车床的状态。
(5)适应性广。该结构不仅适用数控车床加工,也能用于普通车床的改进,扩大车床的使用范围,充分发挥车床的潜力。
四、注意事项
由于钻夹座在自动进给过程中是随拖板一起移动的,因此需要注意以下几个方面的问题:
(1)安装钻夹座之前,应先考虑钻夹座放置的位置,并计算较长的内孔车刀在转位刀架换刀的时候是否干涉到钻夹座,同时也要保证在排出5号刀(麻花钻)的时候,拖扳的横向不会超程。
(2)计算麻花钻是否伸出太长或太短。麻花钻伸出太长,在外圆车刀加工时,钻头会直接碰撞到卡盘后的机床内壳;麻花钻伸出太短,在钻孔的加工时,T型槽垫板的前端会直接碰撞到卡盘上。所以应该根据图样、工件上孔的长度和麻花钻的长度等,合理选择钻夹座安装在T型槽垫板上的槽位。
(3)安装了钻夹座以后,进行了外圆及钻孔一体化的加工。编程仍采用原系统的转位换刀指令,但在排出5号刀(麻花钻)的时候,可以采用任何一把刀的刀号,通过改变它的刀补(即5号刀补),进行换刀。
(4)在采用G00快速定位指令时,不能采用斜线运动进行进刀或退刀,避免麻花钻直接撞击到工件上,所以采用了直排刀架的进退刀的运动方式,即先进入或退出X或Z方向到毛坯以外的安全位置,再进入或退出X或Z方向,并且在退X方向的时候,注意退刀量不要太大,避免麻花钻横向移动时撞击到工件上。
通过对经济型数控车床的改进,充分发挥了数控车床自动加工的优势。加装的钻夹座结构简单合理,操作方便,使用灵活,安全可靠,且不影响原有的机械性能。
猜你喜欢
装备制造技术(2022年6期)2022-10-02
设备管理与维修(2020年23期)2021-01-04
中小企业管理与科技(2019年22期)2019-09-09
赢未来(2018年9期)2018-09-25
制造技术与机床(2017年3期)2017-06-23
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年1期)2016-05-17
轴承(2015年11期)2015-07-30
河南科技(2014年23期)2014-02-27
河南科技(2014年5期)2014-02-27
