工厂化栽培杏鲍菇生产工艺研究*
2010-05-30 01:00徐全飞孟俊龙韩晓芳常明昌
中国食用菌 2010年3期
徐全飞,孟俊龙,郭 亮,韩晓芳,吴 艳,充 娜,常明昌**
(1.山西农业大学园艺学院,山西 太谷 030801;2.山西农业大学食品科学与工程学院,山西 太谷 030801)
杏鲍菇 Pleurotus eryngii(DC.Fr:)Quél., 又名刺芹侧耳,隶属于担子菌亚门、层菌纲、无隔担子菌亚纲、伞菌目、侧耳科、侧耳属。杏鲍菇子实体单生或群生,菌肉厚,开伞慢,柄组织细密结实,雪白粗壮,孢子少,保鲜期长,质地脆嫩、风味独特,有特殊的杏仁香味和鲍鱼口感,素有 “平菇王”、 “草原上的牛肝菌”之称。杏鲍菇营养丰富,含有大量的蛋白质、糖类、多种维生素和矿物质元素,其中蛋白质含量是常规蔬菜的3倍~6倍;寡糖含量也十分丰富,与双歧杆菌结合有改善肠胃功能和美容的效果,而且寡糖还有抗癌的活性作用,是一种珍贵的食药皆宜的真菌。
目前我国杏鲍菇栽培以传统栽培为主,其受自然条件和季节的影响很大,产品不能周年生产均衡供应,产量不稳定,品质参差不齐,出口菇所占比例较低,因此杏鲍菇工厂化栽培势在必行。杏鲍菇工厂化栽培就是在不同气候条件下,在单位土地面积内,采用现代工业设施人工模拟其生态环境,创造出适合其不同发育阶段的环境,进行立体、规模、全天候、周年栽培,逐步实现生产操作的机械化、生产环境调控智能化,提高设备设施和资金周转使用率,从而使传统的食用菌生产方式升级为一种新型的、高效优质的、集现代农业工业化管理为一体的先进生产方式,进而实现食用菌产业现代化。目前我国工厂化栽培以袋栽为主,瓶栽为辅,半机械化生产、半自动化控制,产量和质量稳定、资金投入相对较少、回报率高,适合中国国情。笔者选用山西鼎昌农业科技有限公司培育的杏鲍菇2号菌株进行工厂化袋栽生产,比较不同生产工艺对杏鲍菇产量和质量的影响。
1 材料与方法
1.1 供试杏鲍菇菌株
供试杏鲍菇2号菌株,系山西鼎昌农业科技有限公司从台湾、福建、上海、山东、山西和北京等地区收集、引进的杏鲍菇菌种资源中选育所得。
1.2 生产工艺试验
1.2.1 栽培袋装料量试验
制作栽培袋时每袋分别装干料400 g、450 g、500 g、550 g,测定出菇数量、产量、商品菇数和生物转化率。每个处理320袋,3次重复。
1.2.2 栽培袋含水量试验
制作栽培袋时每个处理含水量分别为63%、65%、67%,测定出菇数量、产量和生物转化率。每个处理320袋,3次重复。
1.2.3 栽培种试验
栽培袋中分别接入相同体积的液体菌种、麦粒菌种、棉籽壳菌种,观测菌丝长势,测定生长周期。每个处理320袋,3次重复。
1.2.4 后熟期试验
将接种后的杏鲍菇菌袋置于温度22℃的培养室,经过28 d左右发菌培养,菌丝长满培养料后,分别进入0、10 d和20 d的后熟期,然后搬入栽培室内进行出菇管理,观察原基的形成与分化时间、出菇数量和产量。每个处理320袋,3次重复。
1.2.5 催蕾方式试验
后熟后,将栽培袋置于栽培室进行出菇管理,直接拔除棉塞催蕾和割袋后,在栽培袋表面分别覆盖报纸、无纺布、牛苔藓草和谷壳催蕾,以直接割袋催蕾作对照,观察原基的形成与分化时间、出菇数量和产量。每个处理320袋,3次重复。
2 结果与分析
2.1 不同栽培袋装料量对杏鲍菇产量与质量的影响
不同栽培袋装料量对杏鲍菇产量与质量的影响情况见表1。
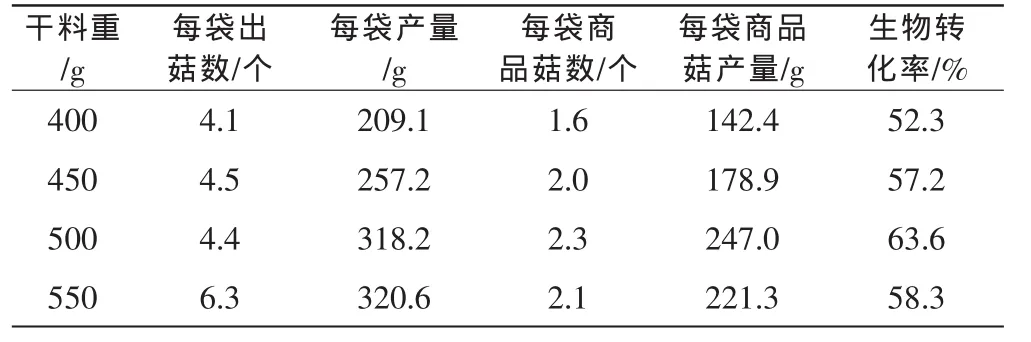
表1 不同栽培袋装料重对杏鲍菇产量和质量的影响
表1结果表明,杏鲍菇产量随着培养料装料重的增加而增长,培养料干料重500 g,商品菇产量占总产量的比值和生物转化率最大;培养料干料重550 g,每袋出菇数多而密,商品菇所占比例较低,产量最大,生物转化率次之;培养料干料重450 g,商品菇所占比例较高;培养料干料重400 g,每袋出菇数最少,产量最低。
2.2 培养料含水量对杏鲍菇出菇数量、产量和生物转化率的影响
不同培养料含水量对杏鲍菇出菇数、产量及生物转化率的影响见表2。
由表2可见,培养料含水量65%时,菇蕾分化数居中,产量最高,平均每袋产量高达302.5 g;含水量67%、63%时,产量相当,都较低,但培养料含水量67%时,菇蕾分化数多。
2.3 不同栽培种对杏鲍菇生长周期和产量的影响
不同栽培种对杏鲍菇生长周期和产量的影响见表3。
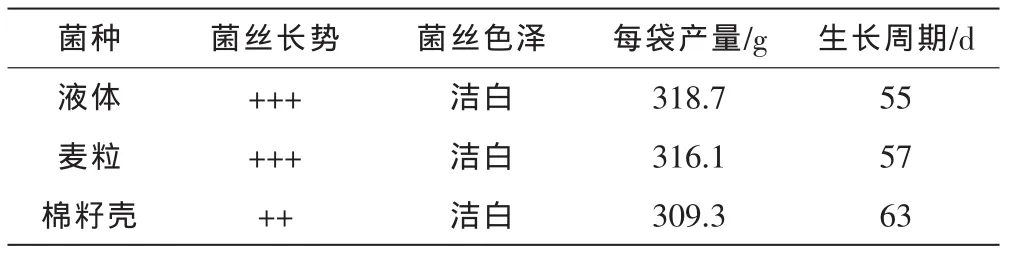
表3 不同栽培种对杏鲍菇生长周期和产量的影响
表3结果表明,3种栽培种对杏鲍菇产量影响不大,但栽培种选用液体菌种时,菌丝长势强,色泽洁白,生长周期最短;选用麦粒菌种时,菌丝长势强,色泽洁白,生长周期居中;选用棉籽壳菌种时,菌丝长势一般,色泽洁白,生长周期最长。
2.4 菌袋不同后熟期对杏鲍菇产量和质量的影响
不同后熟时间对杏鲍菇产量和质量的影响见表4。
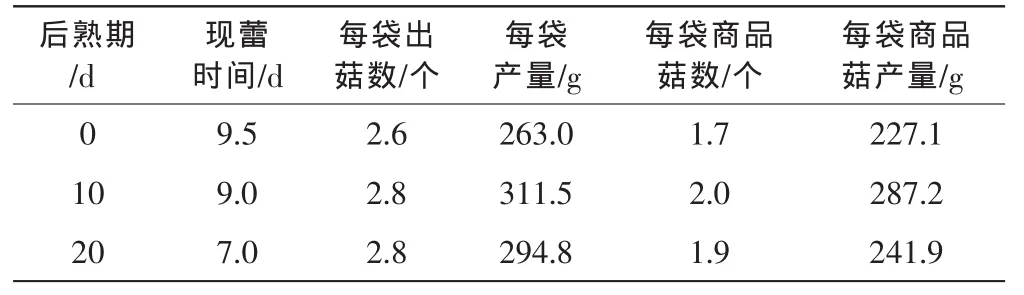
表4 不同后熟时间对杏鲍菇产量和质量的影响
由表4可见,在菌种培养过程中,当菌丝长满培养料后,给予10 d的后熟时间,让菌丝继续生长,杏鲍菇栽培袋产量和商品菇所占比例最高;后熟期为20 d,现蕾快,但产量低;若无后熟期,现蕾迟,产量更低。培养料进行降解,积累足够的营养物质提供子实体发育。
2.5 不同催蕾方式对杏鲍菇产量和质量的影响
不同催蕾方式对杏鲍菇产量和质量的影响见表5。
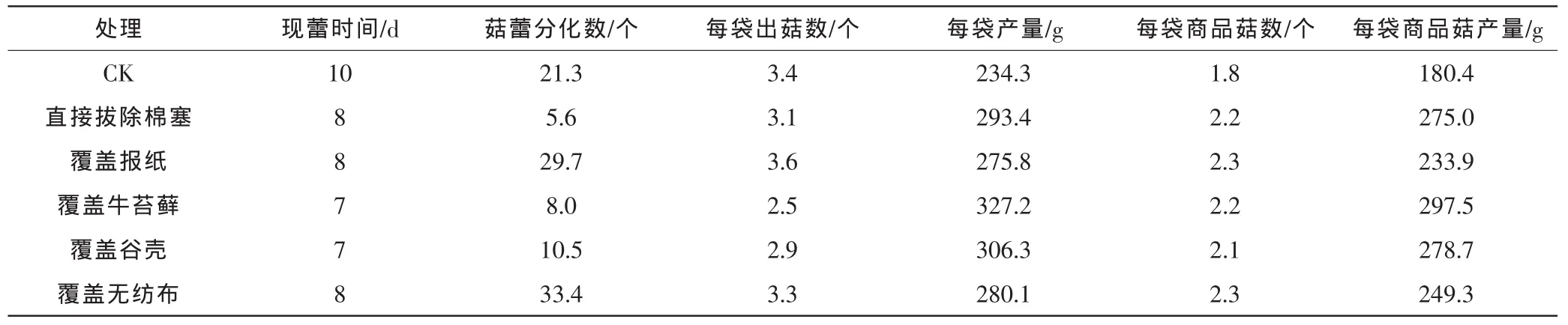
表5 不同催蕾方式对杏鲍菇产量和质量的影响
表5结果表明,割袋后覆盖牛苔藓草,现蕾时间早,菇蕾分化数较少,产量最高;割袋后覆盖谷壳,现蕾时间早,菇蕾分化数较少,产量较高;直接拔除棉塞,现蕾时间较早,菇蕾分化数最少,商品菇产量占总产量的比值高;覆盖无纺布和报纸,现蕾时间相当,菇蕾分化数多,产量居中;直接割袋出菇 (CK),现蕾时间晚,菇蕾分化数较多,产量低。
3 小结与讨论
工厂化生产杏鲍菇采用现代工业设施、设备,机械化程度高,生产成本加大。栽培袋装料量适当增加,则产量相对提高,其产值远超过所增加的装料量的成本,所以,工厂化袋栽杏鲍菇生产过程中,栽培袋装料量为500 g时,杏鲍菇品质好,生物学转化率高。杏鲍菇子实体生长发育所需的水分主要靠培养基供应,培养料含水量过高,阻碍菌丝体的呼吸作用不利于菌丝体生长;含水量过低,则明显影响产量;65%的含水量有利于子实体原基的形成和分化,产量高、品质好。
工厂化栽培杏鲍菇,采用液体菌种,繁种快、成本低、发菌短、出菇整齐,但资金投入大、技术难度高;采用棉籽壳菌种,制作方便、成本低,但菌丝萌发慢、长势一般、生长周期长,所以除少数大型杏鲍菇工厂采用液体菌种外,工厂化栽培杏鲍菇宜采用麦粒菌种,接种方便、菌丝萌发速度快、菌丝强壮、出菇整齐、生长周期短。杏鲍菇后熟期长短影响到菌丝对培养料养分的分解程度,后熟时间不足,虽然可产生子实体,但子实体发育所需要的养分供应不足,畸形菇数量多,产量低;后熟期过长,培养料内消耗的养分过多,亦会降低杏鲍菇的产量,所以工厂化袋栽杏鲍菇生产过程中,杏鲍菇菌丝长满培养料后,10 d左右的后熟期最合适。
杏鲍菇栽培袋后熟后,直接割袋保湿性差、通气性好,现蕾时间长,菇蕾分化数多,品质差;后熟后直接拔除棉塞,通气面积小而且可以保湿,菇蕾分化集中;后熟后袋口加覆盖物,可以防止杂菌污染且可保湿,稳定小环境;覆盖报纸和无纺布,透气、保湿性好,菇蕾分化数多,疏蕾工作量大,产量低;覆盖牛苔藓或谷壳,既能保湿,防止杂菌污染,又能适当减少空气交换,产量高、品质好。
[1]黄年来.18种珍稀美味食用菌栽培[M].北京:中国农业出版社,1997.
[2]郭美英.杏鲍菇的特性与栽培技术研究[J].食用菌,1998,20(5):11-14.
[3]常明昌.食用菌栽培[M].北京:中国农业出版社,2009.
[4]吕作舟.食用菌栽培学[M].北京:高等教育出版社,2006.
[5]刘遐.我国食用菌工厂化生产发展的若干重要关系 (一)[J].食用菌, 2005(1): 1-2.
[6]黄建春,钱益芳,蒋其根.上海设施化栽培食用菌技术应用及发展趋势[J].食用菌, 2003(4): 3.
[7]吴少风.食用菌工厂化生产几个问题的探讨[J].中国食用菌,2008,27(1): 52-54.
[8]杜秀菊.杏鲍菇优质高产栽培技术要点[J].中国食用菌,2003(1):43-44.
猜你喜欢
当代水产(2022年2期)2022-04-26
中国食用菌(2021年10期)2021-11-04
中国瓜菜(2021年5期)2021-07-19
贵州农业科学(2020年9期)2020-10-21
农家之友(2020年5期)2020-06-28
当代水产(2019年8期)2019-10-12
中国瓜菜(2019年2期)2019-07-02
当代水产(2019年2期)2019-05-16
食用菌(2018年5期)2019-01-08
中国公路(2017年15期)2017-10-16