提高青鱼片冻干工艺效率的研究
2010-09-04 03:00郑建珊陈天及
湖南农业科学 2010年21期
郑建珊,谢 堃,陈天及
(上海海洋大学食品学院,上海 201306)
我国传统水产品加工制品,如鱼虾贝类及海参等几乎都采用干制的方法加工而成。但采用传统自然风干或人工热风干燥水产品时,其水溶性及热敏性等营养活性物质有较大损失,同时,制品体积缩小,复水较难,表面还易出现结壳龟裂、脂肪氧化和变色等现象,影响了制品质量的均一性和耐藏性。而采用真空冷冻干燥方法加工水产品,可克服上述质量缺陷,改善产品品质[1]。食品真空冷冻干燥技术(简称冻干)是将含水食品预先冻结,然后在真空下使其中的水分不经液态直接升华成气态,除去水分,达到干燥食品的目的[2]。与其他干燥方法相比,冷冻干燥可以最大限度地保留食品的营养成分、生物活性和形态,特别适用于热敏材料的干燥,如药品、食品、生物制品等[3]。随着国内外市场对冻干水产品需求的不断增长,开展对水产品冻干工艺效率的研究,对降低冻干成本、节约冻干能耗很有必要[4]。本文以青鱼片为研究对象,试验研究了水产品不同切割方式和不同冻结速率对冻干效率的影响。
1 试验过程及测试方法
1.1 试验材料的处理
试验用青鱼片采用新鲜青鱼中段,经风干熟化去皮去骨后切割成长宽为20 mm×10 mm,厚度不同的鱼片。在青鱼片预处理中将鱼片的切割分为2组,一组是将青鱼片的厚度方向顺从青鱼的纹理方向切割,简称顺纹理鱼片;另一组是将青鱼片的厚度方向与青鱼片的纹理方向垂直切割,简称为逆纹理鱼片。试验用青鱼片分别切割成厚度4、5、6、8、10 mm 5种规格的顺纹理鱼片及逆纹理鱼片若干片,供试验选用。
为考察鱼片冻干过程中其内部热质传递沿鱼片厚度方向的量值变化,在鱼片冻结及升华的过程中,将鱼片四周沿厚度方向用聚苯挤塑板进行隔热湿围壁处理,具体的做法是在聚苯挤塑板上开与鱼片长宽(20 mm×10 mm)相同的方孔,并在孔内壁贴聚乙烯薄膜,试验时将鱼片试件放入孔中,挤塑板具有同鱼片厚度相同的5种厚度规格。
1.2 冻结速率的选取
在青鱼片的冻干工艺过程中首先要将青鱼片中的水分冻结到共晶点温度以下,然后冰晶在真空状态下加热升华,达到除去鱼片中水分的目的。冻结速率的快慢将会影响鱼片中形成的冰晶颗粒的大小,进而影响冰晶的升华速率。为了考察鱼片冻结速率对鱼片冻干速率的影响,试验将鱼片分别在4种设备中完成冻结(表1)。经4种不同冻结速率冻结,分别得到相对快速、较快速、中速和慢速冻结的鱼片。所有试验鱼片先中冻至-30℃,而后放入冻干机中,抽真空使压力降至20~40 Pa,依据不同厚度组件加热升华干燥。

表1 试验用冻结设备性能
1.3 试件冻干温度曲线及质量的测量
青鱼片温度采用铜-康铜热电偶(直径0.2 mm)测试,多点温度采集仪(型号为2680A,美国Fluke公司)每分钟采集一次,数据传输至计算机。青鱼片冷冻前后的质量变化采用BJ2100D电子天平(瑞士PRECISA公司)称量,精度为0.01 g。
2 试验结果及分析
2.1 纹理特征对青鱼片冻干速率的影响
表2为顺、逆2种纹理特征对不同厚度的青鱼片冻干速率的影响。从表中可见,当鱼片厚度为4 mm时顺纹理鱼片较逆纹理鱼片冻干速率提高7.8%。同时,试验还表明,鱼片越厚,其顺、逆纹理鱼片的冻干速率差值越大。厚度为10 mm的顺、逆纹理鱼片,其冻干速率的提高率是厚度为4 mm顺逆纹理鱼片冻干速率提高率的1.3倍,表明鱼片越厚顺纹理切割越有必要。

表2 不同纹理特性对鱼片冻干速率的影响
当鱼片搁置在冻干机层板上冻干时,经顺纹理切割的青鱼片在冻干升华阶段其内部水汽的溢出将会顺从青鱼的纹理方向溢出,而经逆纹理切割的青鱼片其内部水汽溢出将较困难,故经2种不同纹理切割的青鱼片,在相同冻干升华时间后其剩余质量相差较大。随鱼片厚度增加,失重率略有降低,顺纹理鱼片失重率为81.2%~80.3%,平均80.7%,而逆纹理鱼片的失重率为75.4%~72.8%,平均73.7%。
图1为6 mm厚的顺、逆纹理青鱼片中心温度的冻干曲线。从图中可看到顺纹理鱼片较逆纹理鱼片的升华干燥结束时间早1 h完成。
2.2 不同冻结速率对青鱼片冻干速率的影响
将不同厚度的顺纹理青鱼片放入表1所示的4种冻结设备中冻至-30℃,而后依次取出放入冻干机中升华干燥。冻干机冻结室抽真空压力降至20~40 Pa,依据鱼片厚度加热升华干燥不同时间。

图1 6 mm冻干青鱼片中心温度曲线
经不同冻结速率冻结的青鱼片,由于在鱼片中形成的冰晶大小不同,以及对鱼片内部组织的影响,使其相同厚度的鱼片,经不同冻结速率冻结后其升华速率差别较大。从表3中可见,鱼片冻结速率越快,其平均升华速率(失水量/时间·厚度)越慢。如厚度4 mm的鱼片,当冻结速率从0.92 cm/h增至3.83 cm/h时,平均升华速率从0.016 7 g/h·mm降到0.012 7 g/h·mm,减少了24.0%;同样,厚度 10 mm 的青鱼片其冻结速率从0.62 cm/h增至2.17 cm/h时,平均升华速率从0.006 9 g/h·mm降到0.003 5 g/h·mm,减少了49.3%。由此可知,鱼片厚度增加,冻结速率的提高能更明显提高干燥效率。

表3 青鱼片的试验冻结速率及升华速率
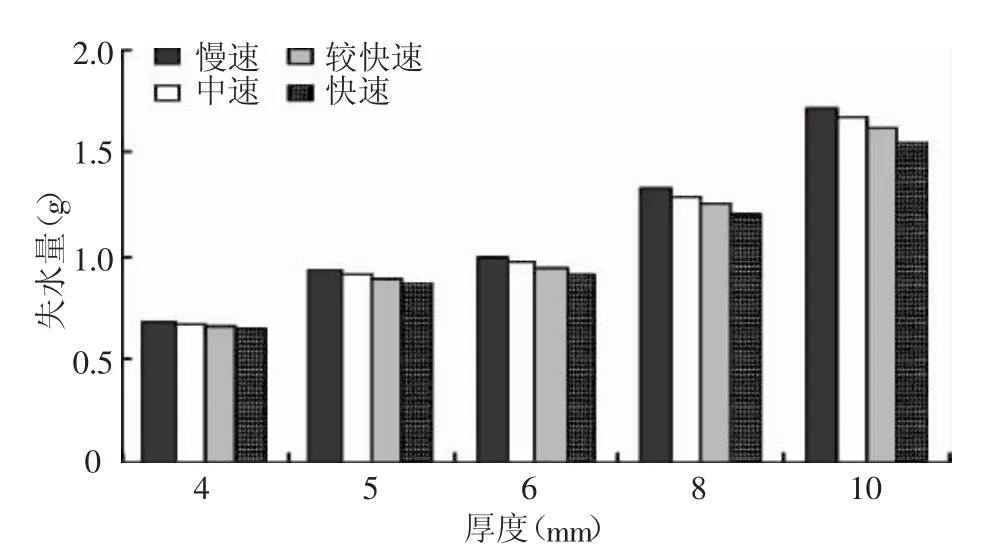
图2 4种冻结速率下失水量与厚度的关系
图2 为青鱼片在4种冻结方式下失水量随厚度的变化关系的比较。从图2中可见,不同厚度下的青鱼片经慢冻的冻干失水量多于经快冻的冻干失水量,其差值在0.03~0.17g之间。可见对于青鱼片冻干速率的提高,慢冻优于快冻,同时,还可看到随着鱼片厚度的增加,效果呈现更好的趋势。图3为4种冻结速率下的单位失水率随厚度的变化关系的比较,从图3可见,单位失水率随厚度增加而减少。

图3 4种冻结速率下的单位失水率与厚度的关系
3 结论
经顺纹理切割的青鱼片其冻干速率明显大于逆纹理鱼片的冻干速率,并随厚度的增加其二者的差值越大。试验表明当鱼片厚度从4 mm增加到10 mm时,顺纹理切割鱼片较逆纹理鱼片的冻干速率增加值从7.8%提高到10.3%,可见青鱼片以顺纹理切割较好,鱼片越厚顺纹理切割越显必要。
经快冻的青鱼片其升华速率小于慢冻鱼片的升华速率;且鱼片越厚,升华速率越低,同时其升华速率随鱼片厚度增加而降低幅度越大;鱼片越厚,失水量越大而单位失水率却越小,说明鱼片越厚水分在升华过程中溢出阻力越大。因此,在鱼片加工过程中,宜选用顺纹理切割、慢冻方式,可提高冻干效率,并最大限度的保留营养成分。同时注意厚度选用不宜过大。
[1]冯志哲,沈月新.食品冷藏学 [M].北京:中国轻工业出版社,2002.
[2]华泽钊.冷冻干燥新技术[M].北京:科学出版社,2006.
[3]Tang X L,Steven L N,Micheal JP.Freeze-drying process design by manometric measurement:design of a smart freeze-dryer[J].Pharmaceutical Research,2005,22(4):685-700.
[4]关志强,孙小红,蒋小强,等.文蛤肉真空冷冻干燥时间影响因素的实验研究[J].食品研究与开发,2006,27(4):151-154.
猜你喜欢
中国药学药品知识仓库(2022年7期)2022-05-10
能源工程(2021年6期)2022-01-06
江西农业(2020年8期)2020-02-12
中成药(2019年12期)2020-01-04
文萃报·周二版(2019年22期)2019-09-10
饮食与健康·下旬刊(2017年6期)2017-06-29
化工管理(2017年6期)2017-03-03
中老年健康(2016年11期)2017-02-05
清明(2016年6期)2016-12-17
餐饮世界(2015年1期)2015-05-04