火电厂烟气脱硫装置吸收塔倒装工艺
2010-09-12 10:27杨洁
电力科技与环保 2010年6期
火电厂烟气脱硫装置吸收塔倒装工艺
吸收塔是火电厂烟气脱硫装置中的关键设备,以铜陵电厂2×1000MW机组烟气脱硫装置吸收塔安装为例,介绍了吸收塔倒装工艺及其特点。由于倒装法在降低费用、缩短工期、减少高空作业量、不受场地限制等方面具有显著的优点,因而在吸收塔的施工技术中被广泛采用。
火电厂;烟气脱硫;吸收塔;倒装法
0 引言
吸收塔是火电厂烟气脱硫装置中的关键设备,其安装内容主要包括底板、壁板、内部喷淋装置、烟气进出口、外接管座和平台扶梯等。其中,壳体的体积和重量较大,是整个吸收塔安装的关键。由于火电厂实施的脱硫项目多属后期改建,所以可供施工的作业场地往往有限,施工工期也常常应环保部门要求普遍显得较为紧张,这对吸收塔的施工工艺提出了更高的要求。倒装法由于具备降低费用、缩短工期、减少高空作业量以及不受场地限制等特点,在吸收塔安装中被广泛采用。本文以铜陵发电厂改扩建2×1000MW超超临界机组脱硫装置吸收塔的安装为例,对倒装工艺进行探讨总结。
1 吸收塔倒装工艺及其特点
吸收塔倒装法是指先进行塔顶的安装,然后进行顶部壳体的安装,直至第一层壳体安装结束的一种便捷、高效的顶升安装法。
1.1 施工准备
施工前的准备工作主要包括:各工序施工人员岗位培训;编制吸收塔安装施工技术措施,如安全作业指导书、焊接作业指导书等;熟悉图纸及作业方法,并进行技术、质量和安全交底;对机械及检测设备的性能进行检验,如各种量具及表计、电焊机和吊具等,防止使用不合格的工器具造成隐患;吸收塔单片设备及材料到现场后,必须进行验收;设备材料除应有质量证明书外,还应根据现行国家标准做复试检验;消耗材料,尤其是焊接材料应严格控制。
1.2 吸收塔倒装工艺
1.2.1 提升机具计算与选择
最大顶升载荷按下式计算:

根据最大顶升载荷,计算顶升装置的个数:

式中:P为单个顶升装置的允许载荷。
目前,在吸收塔倒装中被广泛使用的顶升装置主要有液压式顶升装置和抱杆式顶升装置两种,可以根据具体施工需要灵活加以选择使用。液压式顶升装置由液压提升机和成套液压控制系统组成。液压提升机由松卡式千斤顶、提升架和提升杆组成;成套液压控制系统由液压控制柜和高压胶管组成[1]。目前市场上常用液压顶有两种载荷,分别是16 t和32 t。采用液压式顶升装置进行吸收塔的顶升倒装,不仅液压传动平稳,可控性好,顶升速度、高度和同步性易于保证,而且液压千斤顶承载能力可通过改变油压来调整,使施工更加安全可靠。抱杆式顶升装置主要由抱杆和电(手)动葫芦组成。抱杆材质和规格应视具体情况加以计算选用,使用时应牢固焊接在吸收塔底板上。电(手)动葫芦的动作可以设置成“群动”或“单动”模式。
1.2.2 工艺流程
吸收塔倒装工艺基本流程见图1。
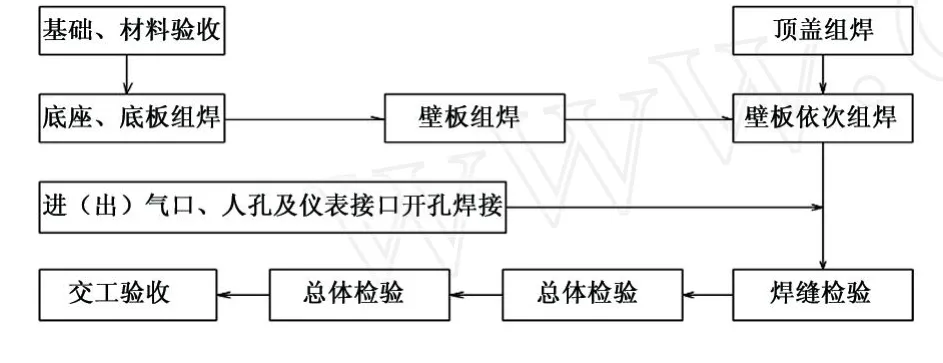
图1 吸收塔倒装工艺流程示意
1.3 施工步骤
1.3.1 基础验收
检查基础的浇灌质量、位置、标高和几何尺寸,应符合图纸和规范要求,并作好基础的沉降观测等记录;划出基础中心线,标出中心点,并用墨线清楚的标记;检查基础预埋件的中心偏差、表面平整度、表面标高值,应符合规范要求,同时记录下每块预埋件的表面标高值;标出0°、90°、180°、270°方位。
1.3.2 底板安装
底板环形梁与支撑梁吊至安装位置,用水准仪测出其水平偏差,按图纸要求用垫铁将其垫平,使其与基础中心距离误差在 ±2mm范围内,并调整环形梁的标高与水平度,使其标高在 ±3mm范围内,水平度在2mm范围内;在底板环形梁上表面画出塔内壁直径,标出0°、90°、180°、270°方位;用槽钢将预埋件、垫板、格栅梁焊接在一起,各格栅之间按照东西、南北方向进行点焊;用墨线在底板梁上弹出底板的安装位置将底板吊放在底板梁上,并按位置线放好,留好焊接间隙,将底板压实,与混凝土表面密实结合,不得出现空隙。底板焊接结束后,底板对接焊缝须磨平,用洋冲在底板上冲出中心点0°、90°、180°、270°位置标记。
1.3.3 壁板安装
完成吸收塔底板安装后,即可运用倒装法对吸收塔壁板进行组对安装。以铜陵电厂改扩建2× 1000MW超超临界机组脱硫装置吸收塔安装为例,该吸收塔高36.00m,直径19.20m,主要由底板、15圈壁板、塔顶、连接管座和平台扶梯等组成,总重约218.82 t,实际最大顶升重203680 kg。
吸收塔本体参数见表1,表中参数已包括吸收塔外壁加强筋、支撑梁、塔体人孔、接管、烟道进出口及附属爬梯的重量。
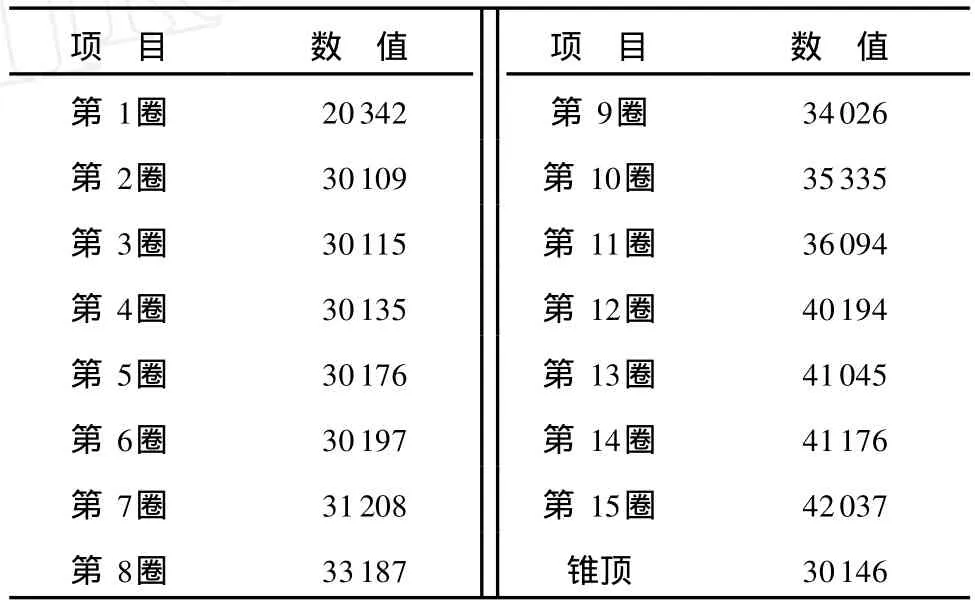
表1 吸收塔本体参数kg
按照第15、14……1圈递减的顺序,依次安装焊接各圈壁板。安装前,先在安装好的底板上划出内直径线及中心线,其线应与基础上的中心线(此线也将作为烟气出、入口中心线)重合,在底板上打出铳眼。接着安装临时限位装置,每隔200mm弧长焊接一个,限位装置外圆直径与吸收塔内径相等,且限位装置必须垂直于吸收塔底环板。
首先,考虑采用液压式顶升装置进行倒装。
由式(1)知,最大顶升载荷为788225.40 kg。液压顶升机具选用载荷为32 t的千斤顶,由式(2)知,顶升装置的个数N=788225.4/32000=24.63。考虑到液压顶的对称分布,最大负荷时适用26个32 t液压顶升装置。
其次,考虑采用抱杆式顶升装置进行倒装。
由式(1)知,最大顶升载荷788225.40 kg。顶升机具电动葫芦载荷为20 t,由式(2)知,顶升装置的个数N=788225.4/20000=39.41。考虑到电动葫芦的对称分布,最大负荷时适用40个20 t抱杆式顶升装置。按照上述原则,依次计算出各圈壁板顶升所需使用的顶升装置数量。
1.3.4 安装要点
倒装前应在每片壁板内、外侧应划出中心点标记,以找正壁板的垂直度;检查壁板的设备坡口、几何尺寸,预留纵向焊接间隙约2mm;用吊车将第15圈壁板吊至吸收塔底环板圆周处,以内径为基准,测量每片的垂直、水平度;纵向焊缝按同一方向逐圈错开,其间距按板长的1/3且大于500mm;焊缝避开罐体接管座,保证距管座大于200mm;壁板焊接时,层间严禁出现十字焊缝,吸收塔壁板层与层间焊缝间隙为2mm;在第15圈上均匀设立8个观察点,测量吸收塔壁板的垂直度;提升过程中使用经纬仪跟踪测量每层的同心度和圆度,保证垂直提升。同时,松解吸收塔外部拖拉绳,保证其不受力;在第15圈吸收塔壁板米字支撑的中心点下垂一线锤,以测量同层壁板圆度。
在使用顶升装置进行顶升的过程中,液压千斤顶、电动葫芦均须同时、匀速操作,至提到下一圈壁板标高,安装下层壁板并焊接,与上层连接焊接后进行打磨,检验合格后再提升下一节,周而复始从第15圈施工到第1圈。
1.3.5 焊接要点
底板与底板梁应先点焊,点焊后再进行焊接,为防止底板产生焊接变形,应先施焊中心条板短缝,再焊相邻两侧中幅板短缝,相邻两板短缝焊完后,再焊两板间的对接长缝。长缝施焊时,焊工应均匀对称分布,由中心开始向外依次分段,(每段400~500mm)倒退焊,当焊至距边缘板300mm时,停止施焊,以此类推直至所有的中幅板焊完[3];壁板焊接先焊纵向焊缝,后焊环向焊缝,相邻2圈壁板纵向焊缝焊完后再焊其间的环向焊缝;底板与壁板为角焊缝,焊接时由数名焊工从吸收塔内外沿同一方向分段焊接,初层焊道采用跳焊法。吸收塔外侧加固肋,也遵从从中间向两侧施焊的顺序[3];壁板与外加固型钢焊接:采用中间对称退焊法进行焊接。
1.4 工艺特点
(1)安装过程中无需使用大型吊机,节省了大型机具的使用费用;塔内、外无需搭设脚手架,降低施工费用。
(2)倒装法比正常安装的工期可以大为缩短,以铜陵电厂脱硫装置吸收塔安装工期为例,比原计划缩短了一个半月。
(3)安装过程始终处于离地面较低的位置,减少了高空作业的工作量,增强了施工作业的安全性。同时,壳体的垂直度和椭圆度在整个提升过程中处于受控状态(便于检验和验收),在一定程度上可以得到有效保证。
2 注意事项及质量控制
2.1 注意事项
吸收塔倒装工艺施工中注意事项主要有:吸收塔制作安装及供货需遵循塔顶至塔底的先后顺序;在吸收塔倒装过程中,可以考虑内部除雾器、喷淋管支撑梁先行安装;吸收塔外部楼梯平台,也可考虑在倒装程中同步安装,以减小工作量,降低安装成本;壳体提升须有专人指挥、专人监护,保证通信畅通、无妨碍,指挥信号清晰、明确,动作缓慢、平稳;提升机具必须保证运行正常,由专人操作;夏季施工注意塔内通风和安全用电。
2.2 质量控制
施工前根据图纸、规范、标准编制相应的质量计划,并严格执行验收制度和检验计划,做到上道工序不合格严禁下道工序施工。
3 结语
近几年来,笔者先后参与了扬子石化热电厂、铜陵皖能发电厂等多个烟气脱硫装置吸收塔的制作安装工程,通过倒装工艺在这些项目中的运用分析,以及实际操作的效果来看,都充分说明了倒装工艺在电厂烟气脱硫装置吸收塔制作安装中有着较为广泛的应用和推广价值。
[1]邱国庆.液压技术与应用[M].北京:人民邮电出版社,2008.
[2]DL 5007-92,电力建设施工及验收技术规范——火力发电厂焊接[S].
[3]全国一级建造师执业资格考试用书编写委员会.机电工程管理与实务[M].北京:中国建筑出版社,2009.
Upside-down construction methodology of flue gas desulfurization absorption tower for coal-fired power plants
杨洁
(南京南化建设有限公司,江苏南京 210044)
701.3
B
1674-8069(2010)06-026-03
2010-08-11;
2010-11-07
杨洁(1981-),男,合肥市长丰县人,助理工程师,主要从事机电工程施工技术管理工作。E-mail:yangjie@njncc.com
Abstract:Absorption tower is served as critical equ ipm ent for desulfurizing facilities in power plant.The process and characteristics of upside-down constract ion methodlogy of FGD system in 1000MW units in Tonyling Power are introduced.W ith its distinctive advantages,such as cost-effective,t im e-saving,m in im izing of work at height,free from l im ited space,upside-down construction m ethodology is w idely adopted in the construction of absorp tion tower.
Key words:coal-fired power plan;FGD;absorption tower;upside-down construction methodology.
猜你喜欢
民用飞机设计与研究(2020年1期)2020-05-21
山东化工(2019年8期)2019-05-13
制造技术与机床(2018年10期)2018-10-13
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
江西建材(2018年4期)2018-04-10
科技创新导报(2016年4期)2016-11-19
三峡大学学报(自然科学版)(2016年6期)2016-04-16
航空学报(2015年4期)2015-05-07
电力科技与环保(2015年6期)2015-04-11