
炉卷轧线轧辊磨床数控系统改造
2011-10-30 06:21杨潇安阳钢铁集团股份有限公司河南安阳455004
中国科技信息 2011年11期
杨潇 安阳钢铁集团股份有限公司,河南安阳 455004
炉卷轧线轧辊磨床数控系统改造
杨潇 安阳钢铁集团股份有限公司,河南安阳 455004
轧辊数控磨床是炉卷轧机生产线的关键设备,在使用过程中出现了一些影响生产的问题,通过对不稳定因素进行分析研究,提出并实施了一系列改造方案,通过技术改造,解决了长期以来严重影响生产的几个问题。
炉卷轧线;轧辊数控磨床;技术改造
Steckel rolling line; CNC roll grinder; transformation
前言
炉卷轧线工程是安钢“三步走”发展战略的龙头工程,这条生产线是一条全自动化国际一流的现代化生产线,由TM-GE提供全线所有的传动控制装置、一级及二级控制系统和数学模型,设计年产材110万吨。与其配套的轧辊数控磨床就是专门为其磨制支撑辊和工作辊,磨削质量和精度直接影响板材质量,是我厂的一级重要设备之一,在使用过程中遇到了一些比较棘手的问题,为此对数控系统进行改造。
1 概况
1.1 数控磨床概况
WSIII CPI 120.211 ×9000数控轧辊磨床是由德国WALDRICH SIEGEN 机床公司制造,其数控系统是由西门子公司与IBSO公司联合开发研制的计算机全数字控制系统,整个加工过程由CNC系统精确自动控制,磨床加工精度为0.002mm/0.1mm,不同心度为0.001 mm,圆柱度为0.001 mm,椭圆度为为0.001 mm,加工效率高,故障率低。
独立的工件和刀架床,有利于保持机床精度的稳定;所有轴例如偏心辊型磨削系统(U轴)、磨削刀架的横向运动(X)轴、沿着工件的纵向移动(Z轴)和测量梁(X1轴)均由CNC独立传动和控制,这些轴均为直接传动,因此可以减少机械干扰,机头架采用了三角皮带传动,即使在高速下也能够做到无振动传动,纵向和横向槽以及磨削主轴均为静压润滑,能长期保持高精度运行,且有断电时磨轮自动回退功能,有效保护了机床和工件。
1.2 控制系统简介
轧辊磨床的数控系统是基于西门子的一套工业固化PC系统,该系统配备有高端性能的奔腾处理器,CNC系统配备了双显示器和双硬盘驱动器,操作和编程可以同时进行,双硬盘互为备用,为了便于维护,磨床带有远程诊断功能,外方可以通过此系统提供专业服务,迅速排除疑难故障。逻辑控制系统采用了西门子S7-400,驱动装置采用高性能的西门子SIMODRIVE 611U 变频器。
1.3 改造前存在的主要问题
(1)CNC系统频繁死机,每次重启系统后都要重新找基准点,给轧辊磨削带来严重影响;(2)由于现场环境影响,导致现场操作站的键盘和鼠标不灵敏,直至放大板损坏;(3)磨床液压润滑系统自带的空调远远不能满足需要,季节性的出现油温过高和过低现象,致使不能正常磨削。
2 问题的分析及改造
2.1 ILC2000主机系统改造
针对磨床CNC系统频繁出现死机现象,我们认真检查主板,发现有的电容有鼓肚现象,我们更换电容后彻底解决了死机问题,主板修复之后,由于主控系统长期不间断的运行了五年多,为了避免CNC系统损坏,导致更大的维修费用和对生产造成严重影响,于是我们开始筹备数控系统备用机的配置。
作为数控磨床的核心部分,该系统以控制精度高,磨削速度快,故障率低而著称,国外公司为了保护公司的知识产权,他们在ILC2000的基础上设计了自家公司独有的接口模板和处理模板,包括电源系统也用了自己开发的产品,在市面上无法购得同类型的产品。如果从该公司订购备件,价格十分昂贵,通过对照系统仔细分析,我们设计了最优化的改造方案。
2.1.1 主板的选型改造
一般的主板更换后,首先要克服的就是控制系统内部应用软件和WindowsXP系统的兼容问题。对于已经安装的应用系统,如果更换主板后出现系统报错,则现场无法正常使用。我们经过市场调查确认同型号的主板已经停止生产,和二手市场多方联系后都表示很难买到那批出口欧洲的磐英主板。摆在面前的只有两条路可走,一个是千方百计的维修该旧主板,二是试验新型的能够兼容原应用程序的主板。
我们一直担心万一主板损坏严重或者发生不可修复的故障该如何解决?通过请教国内使用过该型号机床其他钢厂并进行了数十个型号主板的试验,终于找到了一款可以替代的主板,再加上随机的接口模板备件,我们开始着手组装ILC2000系统的备用机器,这就相当于给机床做了一个换脑手术,克服了外方公司对绝密技术的垄断。
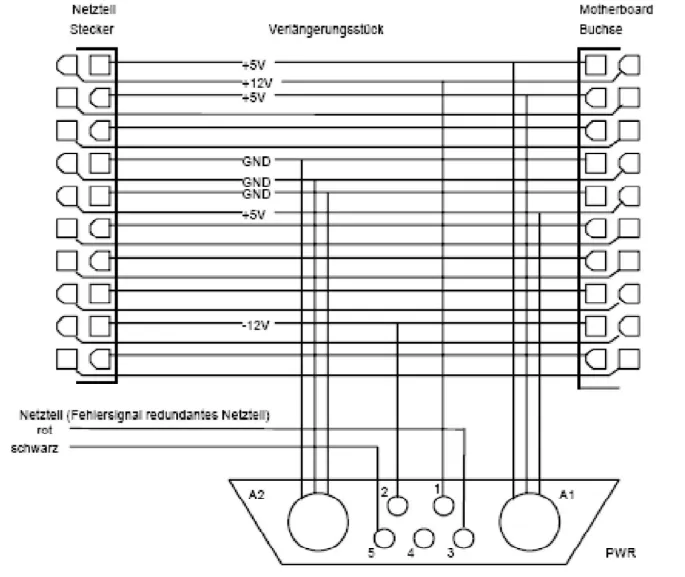
图1 ILC-2000电源原理图)
2.1.2 主机电源问题的解决:
原来在用ILC2000的主机电源由台湾生产,此款电源是德国瓦德里希公司添加了自己的技术专门定制的,我们在市场上找了多款电源都无法直接使用,于是我们就对原电源进行测试分析,按照分析结果设计了一款能满足要求的电路图(电路图如图1),通过努力终于解决了电源问题。
2.2 工控机外设设设备改造
由于现场环境影响加之元件老化,现场信号放大电路板损坏,导致操作台上键盘和鼠标都无法使用,当时又无备件,严重影响生产。由于国外磨床厂家揉进了自己的控制元件及技术,本来更换键盘鼠标这样简单的问题变得非常复杂,常规的器件根本无法使用,进口新备件需要60万元左右,而且周期很长,为了解决当务之急,我们就尝试用有线的KVM CE-250 扩展器,结果完全满足了操作要求,此项改造国内磨床独一无二,处于领先水平。
2.3、油温控制系统改造
磨床在夏天和冬天不能正常磨削的主要原因就是油温过高和过低,润滑站系统自身所带的油温控制装置远远不能满足要求,夏天高温天气砂轮轴频繁报警,只能停用让其降温,直到不报警即可使用;冬天时油温过低,油的黏度增大,使得油压检测报警,所以在冬天磨床要提前空载运行2个多小时直至油温升到正常值才可磨削,严重影响生产节奏。经查阅资料,选用了一款油液冷却恒温装置,该油液冷却恒温装置工作时,其内置油泵将油箱中的油液送入冷却恒温装置进行冷却或加热,冷却或加热的油液送回油箱,不断循环,最后油箱中的油达到设定温度。经试用,效果良好,彻底解决了以前的问题。
3、主要技术经济指标及使用效果
第一、对于ILC-2000系统主机主板的选型改造、电源的自行设计改造及主板与应用系统的兼容问题的处理,解决了该系统硬件过老而存在的备件短缺的问题,克服了外方公司对绝密技术的垄断,节省了外方技术人员高昂的现场服务费用及备件费用约200多万元。通过这次攻关和改造彻底解决了长期以来磨床频繁死机现象,同时解决了数控系统备机问题,是一次大胆的尝试,极具经济价值和应用及推广价值。
第二、对于现场操作站鼠标键盘的改造,节约了备件费用至少在60万以上,也使备件国产化,是国内独一无二的改造。
第三、对磨床油温控制装置的改造,彻底解决了原来由于油温不正常而导致的不能正常磨削,该改造对于对油温要求较高的设备具有较高的应用及推广价值。
4 结论
对于轧辊磨床数控系统所进行的项目改造,圆满地解决了该设备现存的各种问题,极大地提高了该设备的工作效率,填补了我厂改造进口磨床控制系统的空白。同时减轻了操作及维护人员的工作量,更好地保证了设备磨削的精度、质量等指标,又大大减少了设备停机对生产所造成的严重影响,极具应用及推广价值。
[1]袁锋,魏娟.数控机床.北京:北京师范大学出版社.2006
[2]朱晓春.数控技术.北京:机械工业出版社.2001
Piler Equipment’s Speedup Improvement in Steckel Mill Production Line
Yang Xiao
Anyang Iron & Steel Group Co., Ltd., Anyang 455004 Henan
Roll Steckel mill CNC grinding machine is the key to production line equipment, in the course there were some problems affecting the production, through the analysis of the factors of instability, proposed and implemented a number of rehabilitation programs listed, through technical transformation, to solve the long Seriously affect the production of several issues.
10.3969/j.issn.1001-8972.2011.11.084
杨潇,男,工程师,毕业于北京科技大学。
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
重型机械(2020年3期)2020-08-24
重型机械(2020年2期)2020-07-24
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
中国钼业(2019年4期)2019-08-29
保健与生活(2018年17期)2018-01-27
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年4期)2017-06-22
食品与健康(2015年1期)2015-09-10
