
涂装前处理
2011-12-08 01:40赵欣
电镀与精饰 2011年9期
赵 欣
(北京星航机电设备厂,北京 100074)
涂装前处理
赵 欣
(北京星航机电设备厂,北京 100074)
涂装前处理的质量关系着涂层的附着力及寿命,为获得性能优良的涂层,介绍了钢铁件、铝合金件及复合材料涂装前常用的除油、除锈、磷化、弱腐蚀、氧化及除脱磨剂等预处理方法及特点,列举了涂层常见的质量缺陷与前处理的关系。
钢铁件;铝合金件;复合材料;涂装;预处理;涂层缺陷
引 言
涂装前处理是涂装的基础工艺,关系着涂层的附着力及使用寿命。没有优质的前处理作保证,即使获得了外观优良的涂层,一旦受到外界的作用,就会起泡、脱落、由内而外地锈蚀,由此带来的返修比原始涂装更复杂,更困难。选择合理的前处理方法,切实做好前处理工作是产品涂装的关键。
1 前处理的方法
涂装前处理,可以使工件表面达到无油、无锈、无机械杂质、有一定粗糙度,为下一步的涂装作好准备。处理方法的选择与工件的材质、表面状态有关。常用的有钢铁件、铝合金件及复合材料,钢铁件的处理包括除油、除锈及磷化;铝材则采用除油、弱腐蚀和氧化处理;复合材料的预处理是清除表面的脱模剂。除锈则视表面状态而定,工件表面无锈,则不需要处理。
1.1 钢铁件的前处理
1.1.1 除 油
钢铁件的除油通常采用有机溶剂或化学碱液两种。
有机溶剂除油的实质是利用有机溶剂溶解油污。常用的有机溶剂有120#汽油、丙酮或甲苯等,可以采用浸泡刷洗的方式也可以采用擦拭的方式。优点是操作方便,效率高,尤其适用于金属与非金属的组合件。缺点是不能除去表面的无机盐类及碱类污物,而且有机溶剂挥发后,会在表面留下一层极薄的油膜,影响涂层的附着力,因此只适用于要求不太高的涂装。要想获得高质量的涂层,有机溶剂除油后再进行有机溶剂蒸汽除油或是碱液除油。
从节约能源及环保的角度考虑,水基清洗剂将逐渐取代有机溶剂除油。化学碱液除油是利用碱液的皂化作用及乳化作用,将零件表面的油污溶解在碱溶液中。矿物油,如润滑油、凡士林等不与碱起反应,需要在碱液中加入表面活性剂,以提高除油效果。清洗除油后的工件时,观察零件表面的水膜可以判断除油的效果,水膜连续,除油效果好。化学碱液除油的典型配方及工艺条件如下:


1.1.2 除 锈
钢铁件的除锈通常采用机械或化学除锈两种。
小面积的锈蚀,可以通过钢丝刷、砂轮等工具手工打磨处理,这种操作方式劳动强度大,效率低。在实际生产中,通常采用喷砂、喷丸处理。喷砂是利用压缩空气将细砂喷射到金属表面,利用砂粒的冲击力除去表面的锈蚀,分为干喷及湿喷两种。喷丸与干喷砂类似,区别在于以金属弹丸代替砂粒。涂装前处理最好选择湿喷砂,因为湿砂可以减少砂粒对金属表面的冲击作用,降低表面的粗糙度,提高涂层的美观性。为了防止工件除锈后、涂漆前再次生锈,湿喷砂时,可在水中加入1% ~1.5%的防锈剂(磷酸钠、亚硝酸钠、碳酸钠和乳化液),这样可使金属表面钝化,数天不生锈。
喷砂可以同时除去钢铁表面的油污及铁锈,尤其适合铸件表面的清理。因为铸件表面多孔,渗入孔内的酸、碱液不易清理,也难以中和。不足之处是只适用于构造简单的零部件,形状复杂的零件,必须在喷砂后配合手工打磨。
喷砂后的工件呈无光泽或半光泽的灰色,不宜再次触摸。对于δ<1 mm的薄壁件,不建议喷砂,以防止零件形变。喷砂不仅可作为除锈的方法,对于铸件及盲孔,还可以采用喷砂的方式退漆。
喷砂时使用的砂粒尺寸及空气压力见表1[1]。
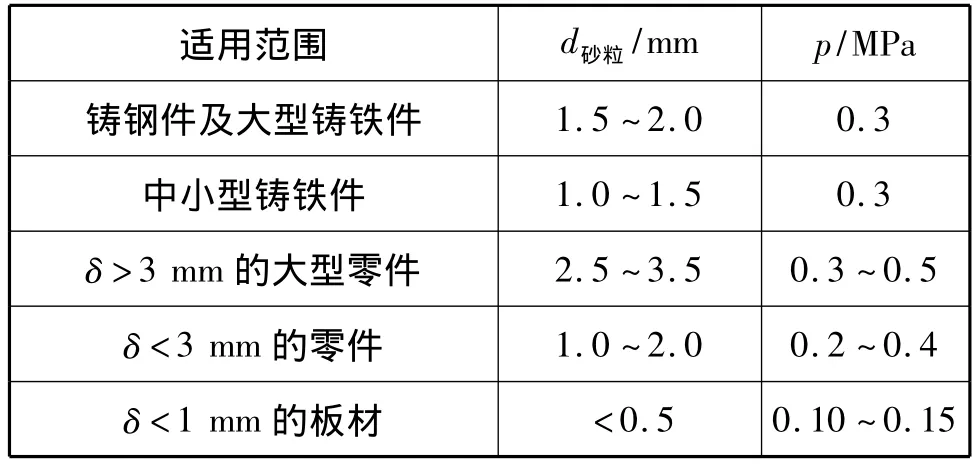
表1 喷砂用砂粒尺寸及空气压力
化学除锈是钢铁表面的氧化物与酸反应,生成溶于水的盐类,以达到除去锈蚀的目的。碳素钢及低、中合金钢、铸件、不锈钢应选择不同的溶液配方[1],见表 2。
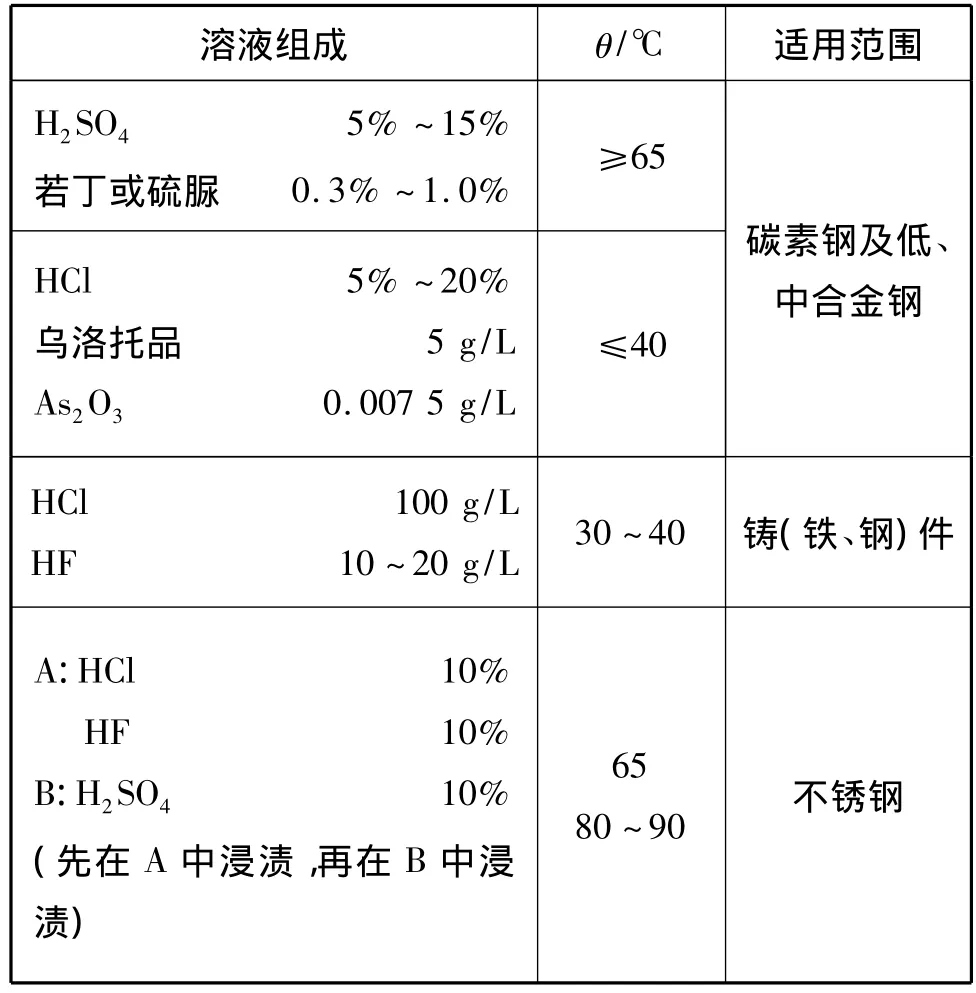
表2 钢铁化学除锈溶液配方及工艺条件
化学除锈后,工件表面,尤其是焊缝、小孔、深孔会残留酸液,造成金属的再次腐蚀,必须经过碳酸钠溶液中和处理。酸性除锈时,由于有氢的析出,会导致金属材料出现氢脆现象,因此涂装前应将材料在高温下(180~200℃)脱氢2~3 h,以保证金属材料的机械性能。
1.1.3 磷 化
磷化是将钢铁件浸泡在以磷酸盐为主的溶液中,在一定温度下,使其表面生成一层不溶的磷酸盐保护膜。磷化膜是多孔的晶体结构,能改善涂层与金属的结合力,提高基体金属的抗腐蚀性。作为涂装的底层,一般选择磷酸锌系磷化液,以浓缩液配制,Y862锌系磷化液配方[1]及操作条件如下:
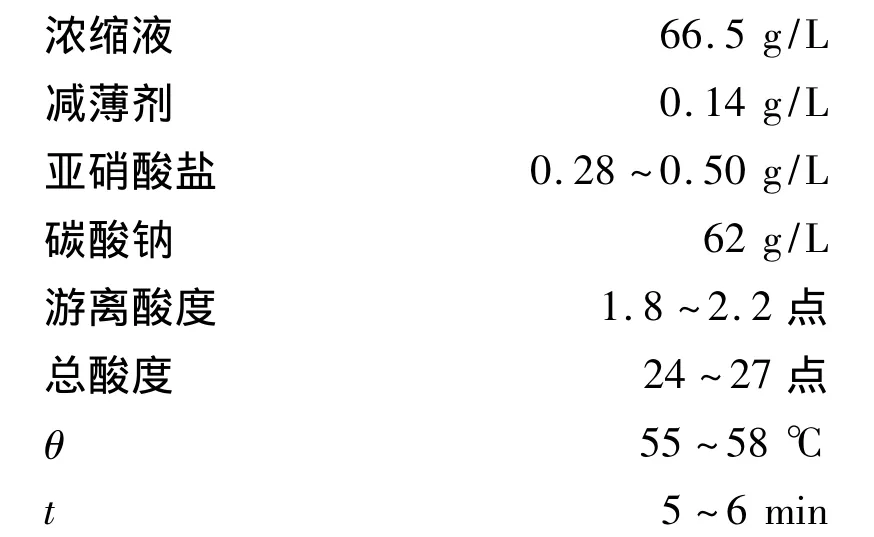
磷化后应进行钝化处理,这样可以保证磷化膜的防腐蚀性能,避免在零件水洗及自然干燥过程中形成锈蚀。磷化处理后的工件24 h内应喷上底漆。
1.2 铝合金件的前处理
1.2.1 除 油
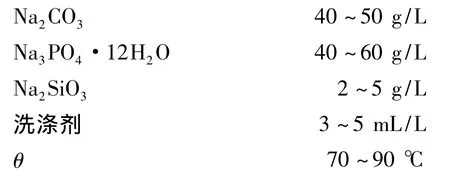
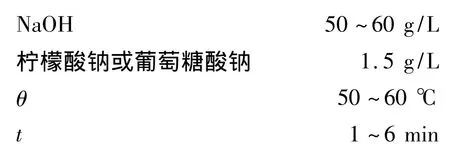
铝合金进行化学碱液除油时,因铝合金会受到强碱的过浸蚀,所以溶液的pH应控制在9左右,常用铝合金化学除油液的配方及操作条件如下:
1.2.2 弱腐蚀
铝合金的弱腐蚀一般采用弱碱腐蚀,目的是为了进一步除掉工件表面的污物,并将铝合金表面天然的氧化膜Al2O3清除掉,使基体金属裸露出来,以利于后序的氧化处理。弱碱腐蚀溶液的工艺配方及操作条件如下[2]:
1.2.3 氧化处理
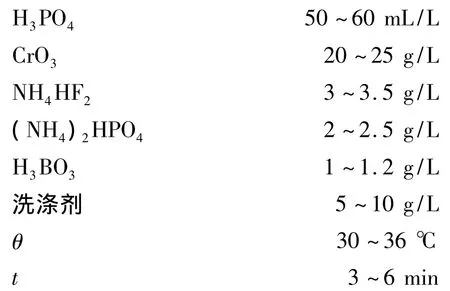
铝合金的氧化分为化学氧化及电化学氧化两种。化学氧化的膜层质软不耐磨,δ为0.5~4 μm,有较好的吸附力,适用于阳极氧化难以处理的工件,如细长的导管、点焊件或铆接件等。常用的方法有碱性溶液氧化法、磷酸-铬酸盐法及铬酸盐氧化法。其中磷酸-铬酸盐法形成的氧化膜质量最佳,δ为3~4 μm,工件处理后尺寸无明显变化。典型的磷酸盐-铬酸盐氧化溶液配方及操作条件如下:
阳极氧化膜实质上是由两层组成的,内层是Al2O3,外层是Al2O3·nH2O,与基材结合牢固,膜层呈锥形毛细管状,孔隙率可达到20%,与涂层有良好的结合力。常用的有硫酸阳极氧化、铬酸阳极氧化及草酸阳极氧化。硫酸阳极氧化的膜δ为5~20 μm,厚度高,吸附能力强,抗腐蚀性能好,但不适用于松孔度较大的铸件、点焊件及铆接件。铬酸阳极氧化的膜δ为2~5 μm,能保护工件原有精度及粗糙度,质软弹性好,适合尺寸公差小和表面光度高的工件,但成本高,不适合w(铜)>4%的铝合金。草酸阳极氧化的膜层性能与硫酸阳极氧化类似,耐蚀性和耐磨性好,但成本高。
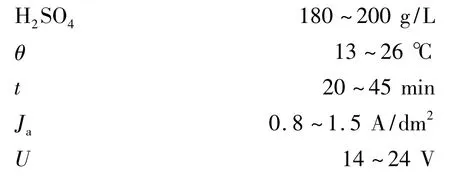
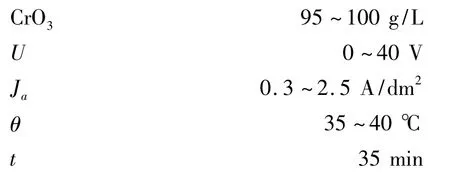
铝合金硫酸阳极氧化溶液配方及操作条件如下:
适用一般铝及其合金
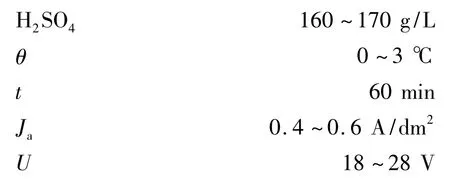
适用铝镁合金
铬酸阳极氧化溶液配方及操作条件[2]如下:
化学氧化处理后的工件要求6 h内喷底漆,阳极氧化后的工件要求24 h内喷底漆。
1.3 复合材料的前处理
复合材料包括玻璃钢、碳纤维等,这些材料在成型后表面附着一层脱膜剂,阻隔了涂层与基材的结合,一般采用机械打磨的方式清除。可用水膜连续30 s的方法检测前处理质量,也可以目测检查,要求工件表面发乌无光泽。脱膜剂未清理干净时可用砂布蘸丙酮继续打磨。
玻璃钢制品在制造过程中,树脂中易混有空气,成型后形成气泡。打磨掉脱模剂后,工件表面会出现凹坑,若是直接喷漆,会在涂层表面形成针孔,可以刮腻子提高涂层的装饰性。
1.4 其 它
手工打磨是前处理中经常采用的,打磨砂布或砂纸型号根据涂层的厚度及质量等级来确定。打磨过程中应选用先粗后细的砂布或砂纸,打磨面漆应该使用400#或更细的耐水砂纸。打磨要按同一方向,不能转圈打磨,打磨碳纤维应顺着纤维的方向。打磨大型平板时,可用木块垫着砂布操作。
工件经过化学或电化学处理后,采用水膜连续法检测表面质量,一定要彻底干燥表面水分。可以先用无油无水的压缩空气吹干,再用无布毛的棉布擦拭干净,也可以待自然晾干后,放入烘干箱,50~80℃条件下烘30min。
2 涂层缺陷与前处理的关系
在涂装及干燥过程中,涂层的许多缺陷都是由于前处理不当造成的。
涂装过程中涂层出现颗粒,可能是表面残留机械杂质;涂层表面发花、收缩、凹坑,可能是表面残留油污;涂层表面有针孔,可能是表面残留水分。涂层干燥过程中不干返粘,可能是表面残留油污;涂层起泡,可能是表面残留铁锈,在烘烤的过程中扩散出气体;如果是铸件,可能是孔内残留清洗液;涂层有横竖交错的痕迹,是砂纸选得粗或是打磨方向混乱。
3 结论
不同的材质、不同的表面状态适用于不同的涂装前处理方法,在前处理过程中,选择正确的前处理方法,才能保证涂层的质量,使涂层发挥应有的防护及装饰作用。
[1]李国英.表面工程手册[M].北京:机械工业出版社,1997:1-4,17-18,22-30.
[2]国家机械工业委员会技工培训教材编审组.中级涂装工艺学[M].北京:机械工业出版社,1988:142,158,169.
[3]叶扬祥,潘肇基.涂装技术实用手册[M].北京:机械工业出版社,2003:240,245.
Pretreatment for Painting
ZHAO Xin
TQ630.4
B
1001-3849(2011)09-0036-03
2011-05-04
猜你喜欢
化工管理(2022年14期)2022-12-02
热喷涂技术(2022年1期)2022-08-06
造船技术(2022年2期)2022-07-19
石油和化工设备(2022年2期)2022-03-11
钢管(2021年4期)2021-12-25
陶瓷学报(2021年1期)2021-04-13
四川化工(2020年4期)2020-08-28
纯碱工业(2019年6期)2019-03-17
化工设计通讯(2017年11期)2017-11-29
材料科学与工程学报(2016年1期)2017-01-15
