
水轮发电机磁极绝缘电阻过低的原因分析及处理
2012-07-02 03:29舒均盛
大电机技术 2012年6期
舒 均 盛
(浙江省紧水滩水力发电厂,浙江 丽水 323000)
前言
紧水滩水电厂是浙江省瓯江干流的一个大型水电站,装有 6台立式水轮发电机组,型号为SF-K50-30/6400,额定功率 50MW,转子额定电压163V,共有30个磁极。其中3号机于1987年底投产,已经运行了二十多年,运行情况一直良好。2007年9月,该机组进行大修,大修前用1000V兆欧表测得转子对地绝缘电阻为10MΩ。在大修过程中用GD-1带电清洗剂进行清洗,然后用1000V兆欧表测量转子对地绝缘电阻,开始测量时绝缘电阻阻值约为 20MΩ,约20秒钟后绝缘电阻突然降为 0。低于《电力设备预防性试验规程》中的要求值0.5MΩ,出现了转子绝缘过低故障。
1 故障部位确定与故障性质的判断
由于转子绝缘电阻为0,初步判断是转子的某一部位出现直接接地现象,为了进一步判断故障的部位,在转子的两极加入200A直流电流,测量转子各磁极对地电压,发现13号磁极对地电压最低,为电压的过零点,初步判断13号磁极内部有故障。详细数据如表1、图1所示。
为了判断该故障是否为临时性故障,是否可用冲击电压法消除。于是对转子施加冲击电压,听到13号磁极内部发出“啪”的一声响。再次测量转子绝缘电阻,转子绝缘电阻为0.2 MΩ,可以确定是磁极内部发生了永久性的故障,用电压冲击法不能将该故障消除。
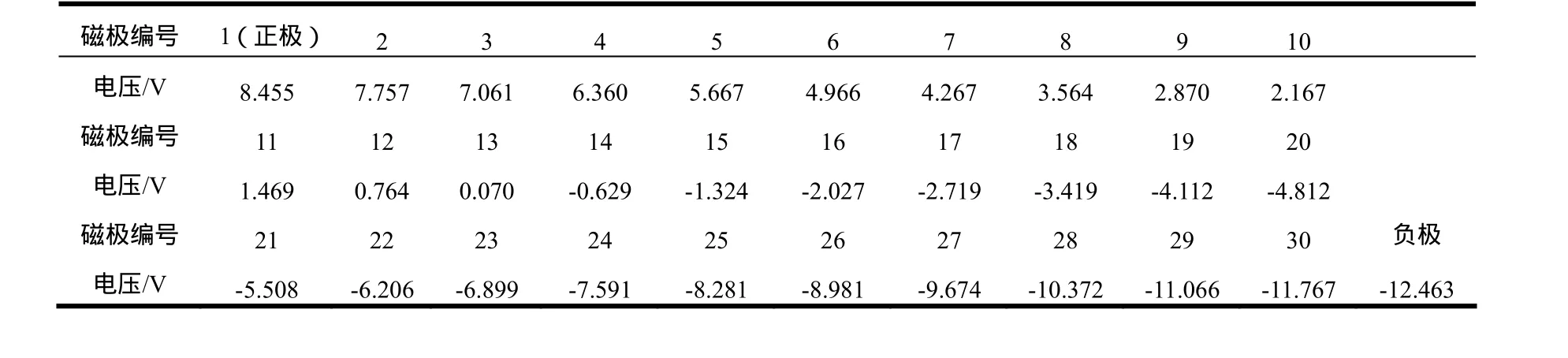
表1 转子各磁极电压表 (输入直流电流200A)
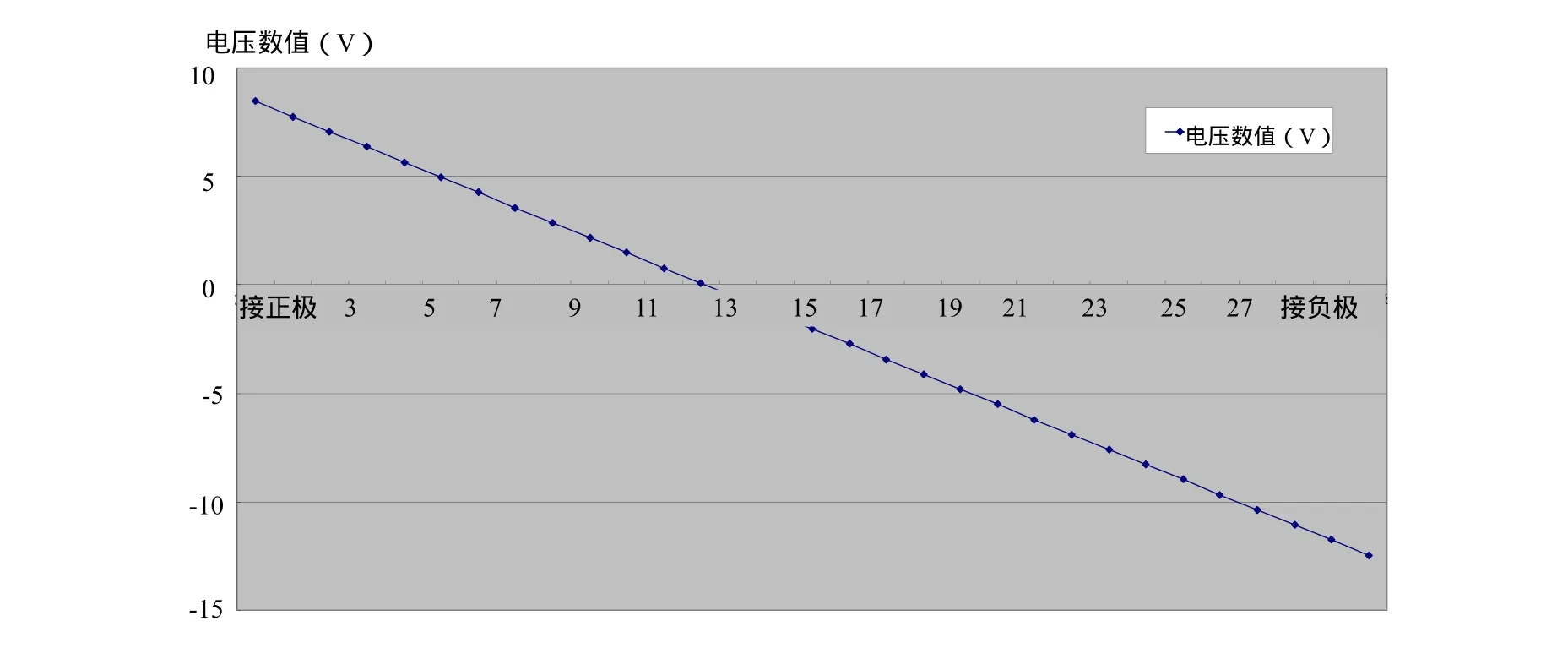
图1 转子各磁极电压分布
拆除13号磁极两侧的电气软接头,测得13号磁极对地绝缘电阻仅为0.2 MΩ, 12号磁极至转子引线、14号磁极至转子引线的绝缘电阻分别为500 MΩ、100 MΩ。说明转子13号磁极内部确实存在故障,因此需要对13号磁极进行解体检修。
2 故障现象
拆除13号磁极两侧的阻尼环接头,拔出磁极键,将该磁极吊离转子,然后对磁极进行全面检查,并进行解体,具体现象如下:
(1)磁极压板与铁心的上下端部之间间隙过大,特别是端部的四个角上有1~2cm间隙。
(2)磁极和铁心线圈的上下两个端部及其两者之间的环氧绝缘隔板有很多碳粉。
(3)磁极线圈靠近极靴部分有一个地方铜导体完全裸露,其附近的绝缘被击穿,绝缘材料已经碳化,如图2所示。
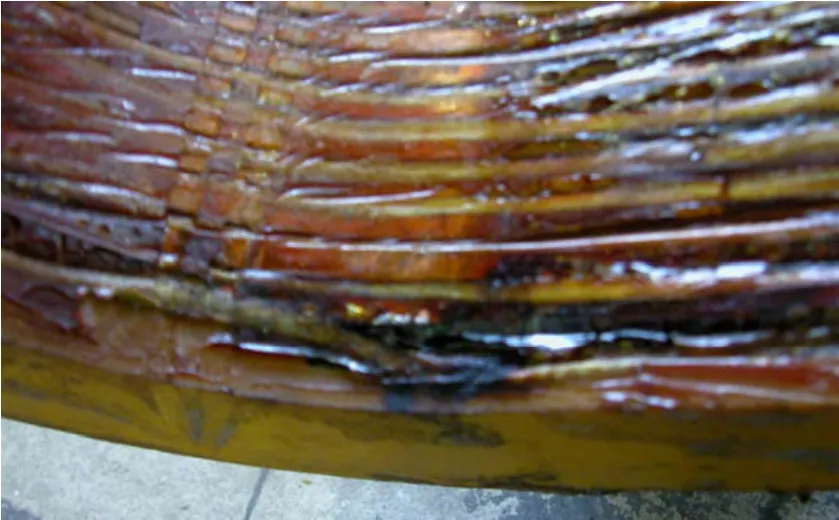
图2 磁极线圈故障点照片
(4)位于磁极线圈与磁极铁心之间的环氧绝缘板靠近极靴部位也有明显的烧伤现象,如图3所示。这些现象可能是对转子电压冲击过程中出现的。
(5)极靴内表面绝缘漆存在明显缺陷,绝缘漆多处不完整,没有将金属部位全部覆盖,很多部位金属直接裸露在外面,如图4所示。

图3 绝缘板烧伤点照片

图4 极靴内表面绝缘漆照片
3 故障原因分析
根据磁极的结构特点,磁极线圈与极靴、压板、铁心之间通过与磁极线圈两侧粘连的环氧绝缘板以及磁极线圈与铁心之间的环氧绝缘隔板提供绝缘,如图5所示。在正常的情况下,机组运行时转子的额定电压只有163V,转子对绝缘的要求不高,磁极线圈铜导体某些部位裸露是允许的,而且我国很多机组的磁极也普遍存在这种现象,那么为什么还会出现故障呢,现将故障的原因分析如下:
水轮发电机在运行过程中,碳刷因为与滑环摩擦产生许多碳粉,这些碳粉有相当一部分会进入发电机内部。由于发电机机采用双路自循环径向密闭通风形式,采用转子自转打风作用进行空气循环。这部分碳粉随着通风冷却系统的气流运动,最后附着在定、转子的表面。因为发电机转子磁极压板的上下两个端部与铁心之间存在较大的间隙,特别是端部的四个角最大间隙达2厘米,所以有一小部分碳粉就通过这些间隙进入磁极内部。这部分碳粉由于转子的旋转受到离心力的作用,逐渐向极靴方向运动,并最终聚集在磁极的极靴内表面。随着时间的推移,在磁极上下端部线圈与铁心之间靠近极靴部位的碳粉会越积越多,铁心线圈及其环氧绝缘板、环氧绝缘隔板、极靴内表面充满了碳粉。由于极靴内表面绝缘漆不完整,有金属直接暴露在外面。同时磁极线圈上端部靠近极靴部位表面绝缘层不完整,存在导体裸露现象。这样就在磁极线圈与极靴之间构成一个通道,使磁极整体绝缘性能下降,严重威胁机组的安全运行。该发电机转子共有30个磁极,13号磁极基本上处于转子回路的中间部位,因此正常运行时对地电压很低,如果按电压平均分布进行计算,该磁极对地电压仅为16.3V,因此在机组在运行过程中并没有出现故障。在对转子进行绝缘电阻测量时,由于施加在故障磁极上的电压等于兆欧表的额定电压 1000V,远远大于故障磁极所能承受的最大电压,因而出现如前文所述的试验现象。
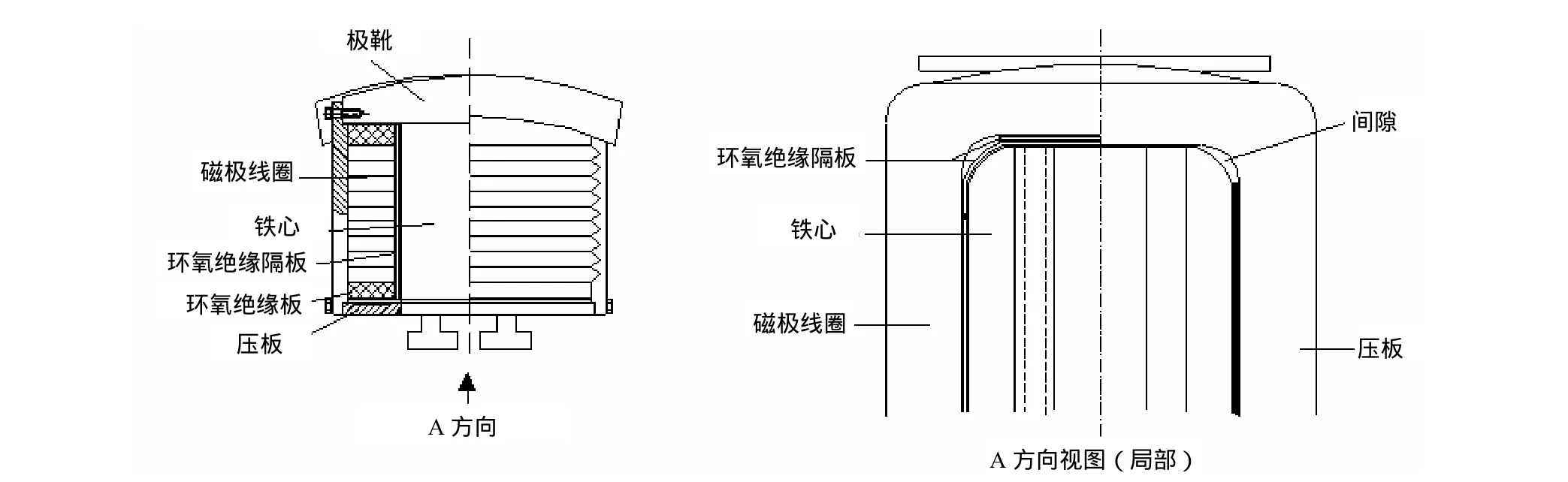
图5 磁极结构图
4 故障处理
为了消除磁极故障,对磁极进行以下处理:
(1)清扫磁极线圈、铁心、环氧绝缘隔板。
(2)将磁极线圈故障点和绝缘板已经碳化的绝缘材料(环氧树脂)刮除,涂上环氧树脂进行绝缘修补。
(3)将磁极线圈所有裸露的铜导体刷环氧树脂加强绝缘。
(4)将极靴内表面金属裸露部分涂上绝缘漆。
(5)将磁极进行重新组装,组装后用填料将压板与铁心之间的间隙全部封堵,防止碳粉进入磁极。
磁极组装后测得绝缘电阻为500MΩ,说明磁极内部故障已经消除。将磁极安装到转子磁轭上,并连接两侧软接头和阻尼环,重新测量转子绝缘电阻,转子绝缘电阻为500MΩ。
该故障处理后机组已经累计安全运行达四年,在四年中该磁极运行情况良好,说明本次故障处理是成功的。
注意事项:
在组装过程中要特别注意在焊接压板时要分多次焊接,每次焊接后要重新调节压板与铁心之间的平面度,以防止压板因受热而变形。同时在焊接磁极压板时应采取措施防止磁极再次故障时无法进行解体。
5 防止类似故障的建议
为了防止类似故障的发生,可以从以下几个方面采取改进措施:
(1)磁极的铁心与压板间隙一定要小,必要时用填料对间隙进行封堵,完全阻断碳粉进入磁极内部的通道,防止磁极绝缘过低故障。
(2)在磁极铁心的内表面,特别是在极靴两个端部表面应涂一层绝缘漆,这一层绝缘漆应有足够的电气绝缘强度,并且表面不能有任何破损,以防止发生磁极接地故障。
(3)提高磁极线圈的整体绝缘水平,特别是提高
靠近极靴部位的线圈绝缘水平,减少线圈导体的裸露。
[1]DL/T 817-2002, 立式水轮发电机检修技术规程[S].
[2]DL/T 596—1996, 电力设备预防性试验规程[S].
[3]刘保德. 水轮发电机转子磁极线圈故障分析及处理[J].湖北电力, 1995: (2).
猜你喜欢
防爆电机(2022年4期)2022-08-17
防爆电机(2021年4期)2021-07-28
防爆电机(2021年3期)2021-07-21
水电与抽水蓄能(2021年2期)2021-05-14
商品与质量(2021年4期)2021-01-25
微特电机(2019年2期)2019-02-25
水电与抽水蓄能(2018年1期)2018-03-07
幼儿教育·父母孩子版(2017年9期)2017-11-15
中国环境监察(2017年8期)2017-10-23
河南冶金(2016年4期)2016-11-14
