测量制冷压缩机活塞销孔轴线对活塞轴线垂直度检具的设计
2012-08-24 07:25周勇
时代农机 2012年11期
周 勇
(1.南京工程学院,江苏 南京 211167;2.南京聚星机械装备股份有限公司,江苏 南京 211100)
1 问题的提出
活塞是制冷压缩机中关键零件之一。该零件结构简单,但加工精度要求高,特别是销孔,销孔对于活塞外圆垂直度与对称度,其检测难度较大,活塞销孔的形状、位置及其误差至关重要。若销孔轴线与活塞轴线不垂直,将引起活塞在气缸中偏斜,活塞局部磨损加剧活塞裙部低端与平衡重发生干涉。如果销孔轴线与活塞轴线的偏心位置因加工而处于相反方向,则将加大作功行程中活塞侧面所受压力。有此可见,加工质量与检测测量值的准确将直接影响压缩机的使用寿命,制冷功效,其功率损耗大,浪费能源,达不到节能减排效果。为了适应大批量和多品种活塞销孔轴线与活塞轴线的检测,我们对原有检具进行了改进,快速、准确地测量出活塞销孔轴线对外圆轴线垂直度,对称度,提高效率。
2 设计原理与检具结构
(1)测量设计原理。活塞销孔与活塞轴线的垂直度是最常见的轴线之间的垂直度,为了测量方便可将基准和测轴线都用心轴来体现,并将体现被测要素的心轴到与测量基准成安置平行的位置,这就是把垂直度的测量转化为平行度的测量。
活塞销孔加工时,用活塞外圆作定位基准,检测时,用V型块其活塞外圆紧贴在V型块上,使检测与加工的定位基准重合,减少测量误差。
测量时,V型块约束活塞在圆周运动的不定度,调节螺杆约束活塞轴向运动的不定度,将活塞装上与销孔无间隙配合的芯轴,使活塞外圆与V型块接触,转动活塞使活塞上芯棒左右摆动,使得延伸出的芯轴两端与两个千分表接触,此时千分表只能反映活塞销孔与活塞轴线水平方向的读数值。表上两个最大读数M 1与M 2,求出两表测量读出的最大读数之差绝对值,即|M 1-M 2|就是该活塞在此检具上测量的活塞销孔与活塞轴线的垂直度。
为了保证测量的高精度、高效率及高可靠性,采用了比较测量原理实现活塞销孔与活塞轴线的垂直度的检测。即先用标准件校零,实际测量时只需测出相对标准件尺寸的微小位移值即可。缩小了测量范围,提高了测量精度。
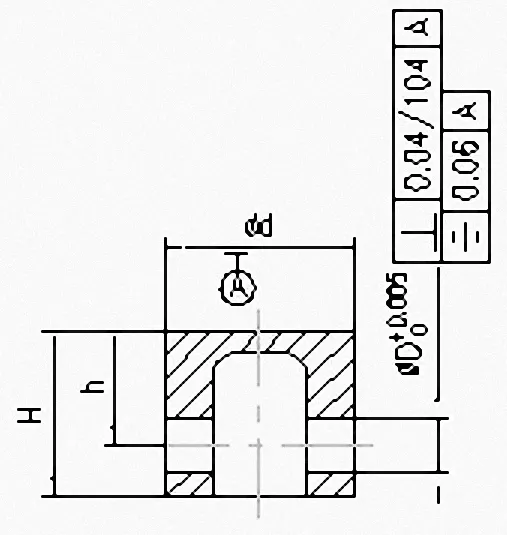
图1 活塞零件图
(2)确定计算尺寸。根据活塞零件图示(见图1),活塞销孔与活塞轴线的垂直度为0.04/104,活塞外径为Φd。心轴的测量长度为L=104+Φd,当Φd=25即测量芯棒两端千分表的距离为L=104+Φd=104+Φ25=129,此时|M 1-M 2|绝对值必需小于0.04。
(2)设计检具结构(见图2)。检具由1.千分表,2.锁紧螺钉、3.表架、4.V型块、5.调节螺杆、6.滑块锁紧螺钉、7.滑块、8.导柱、9.键块、10.活塞、11.测量芯棒与标准量具等组成。
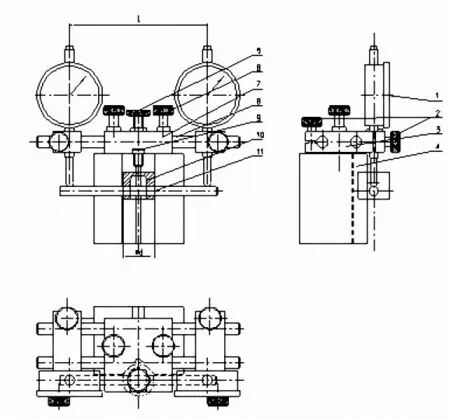
图2 检测结构图
为了检测多品种活塞方便,设计结构为可调式,通过移动导柱上的表架,调节固定在表架上的千分表的左右位置,并可用锁紧螺钉锁紧表架,通过滑块还可以调节千分表前后位置,并可用滑块锁紧螺钉固定,通过调节调节螺杆位置可以确定活塞上下位置。通过上述调节,可以调整到准确测量活塞销孔芯棒的位置,从而保证测量的准确性
3 测量过程
先将各零件按图示结构安装好,根据计算尺寸,调整测量芯棒两端千分表的距离为L=129,把两千分表固定住,然后用标准外圆插入标准芯轴标准量具的进行校正,及将标准外圆面紧贴着V型块,顶部顶住螺杆,拉住千分表表杆,观察千分表指针是否旋转半圈,并将千分表指针调到零位。
测量时,将活塞装上与销孔无间隙配合的芯轴,手用力均匀并朝一个方向,使活塞外圆与V型块接触,活塞顶部与调节螺杆端面接触,转动活塞使活塞上芯棒左右摆动,使得两个千分表上读出两个最大读数。
在实际使用中,采用了比较测量原理实现活塞销孔与活塞轴线的垂直度的检测。其检测快速、便捷。用标准件对比测量时只需将标准件推入测量,将测量的千分表校零,再将待测量的活塞插入心轴,按同样的方法推入测量,测量时只需测出相对标准件尺寸的微小位移值即可。缩小了测量范围,提高了测量精度,实现快速、准确的检测。其效果良好,复位精度高,重复测量时,读数不变,适用于大批量活塞的测量。
[1]陈德林,朱跃峰.公差配合与测量技术[M].北京:北京理工大学出版社,2010.
[2]刘巽尔,于春泾.机械制造检测技术手册[M].北京:机械工业出版社,2000.
猜你喜欢
机床与液压(2023年1期)2023-02-03
城市轨道交通研究(2022年2期)2022-11-18
汽车实用技术(2022年15期)2022-08-19
科学与信息化(2022年14期)2022-07-31
科技资讯(2021年20期)2021-10-28
建筑机械化(2021年9期)2021-09-30
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
职业·下旬(2016年11期)2017-02-21