华中世纪星数控系统车床程序屏蔽的使用方法
2012-08-24 07:25裘敏浩
时代农机 2012年11期
王 建,裘敏浩
(贵州电子信息职业技术学院,贵州 凯里 556000)
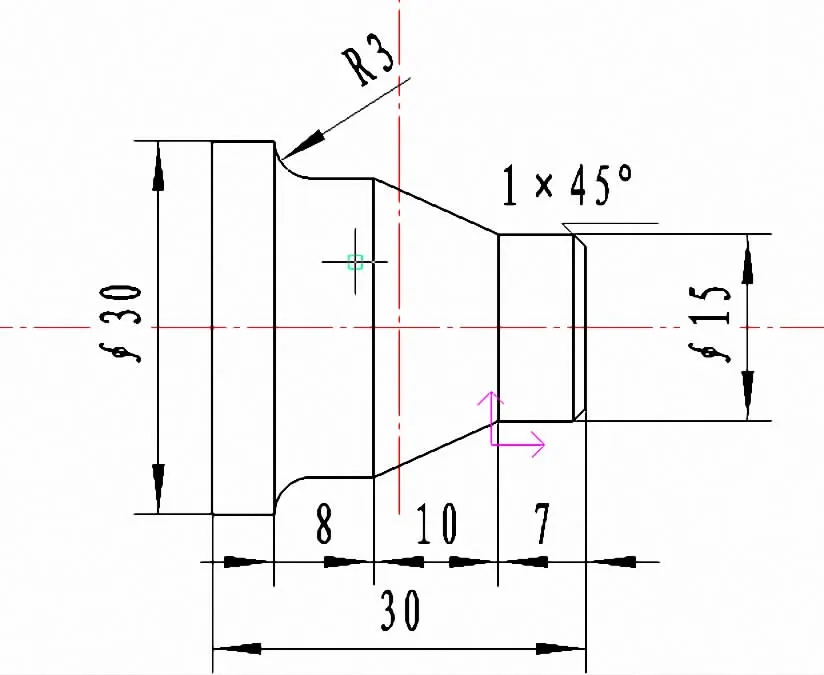
1 加工零件
如图1零件,材料为45#钢,零件结构简单,但该零件外径尺寸精度要求较高(要求公差正负0.05 m m),而且要做凸凹件配合,关键是在尺寸配合加工上要准确。
2 加工图形G71内/外径粗车符合循环编程
%1234
T 0101 调用一号刀,确定其坐标系
M 03 S 1000 主轴以1000 r/min正转
G 00 X 40 Z 1 加工循环起点位置
G 71U 1R 0.5P 1Q 2X 0.4Z 0.2 F 80 外圆粗切循环加工
N 1 G 01 X 0 Z 0S 1500 F 50
G 01 X 13 Z 0 精加工端面
G 01 X 15 Z-1 精加工1×45°倒角
G 01 X 15 Z-7 精加工∮15处外圆
G 01 X 24 Z-17 精加工锥面
G 01 X 24 Z-22 精加工∮24处外圆
G 02 X 30 Z-25 R 3 精加工R 3圆弧
N 2 G 01 X 30 Z-30 精加工∮30处外圆
G 00 X 40
Z 100 刀具移动到安全位置
M 30 主轴停、程序结束并复位
3 G71加工程序
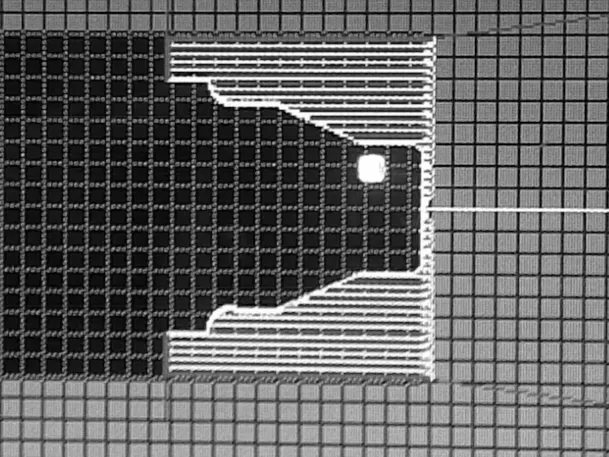
图2 为G71编程加工的全部加工程序轨迹
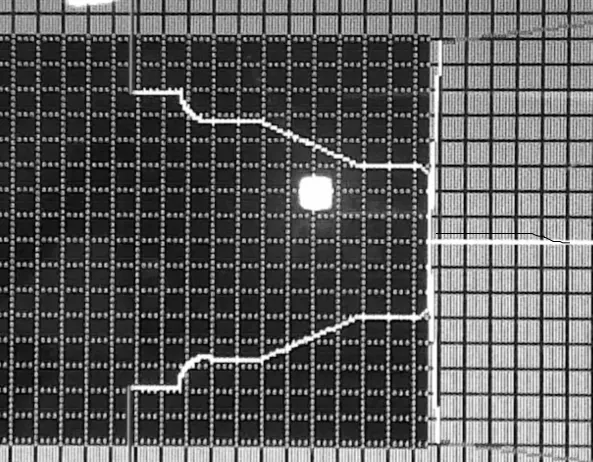
图3 为屏蔽G71粗加工程序段后的精加工轨迹
4 屏蔽G71粗加工程序段的原因分析
在加工精度要求较高的零件时,对刀误差导致加工出的工件比实际尺寸大,我们需要调整相应尺寸后再次加工才能达到要求;此时若按G71原程序进行粗加工,加工轨迹就会如图2所示。
不屏蔽的缺点:因之前所加工的工件外形已经成型,若按图2轨迹粗加工的话,粗加工轨迹将全部为空行程,只有精加工程序段才可以切削到工件。
屏蔽的优点:如果我们把G71程序段屏蔽再加工的话,加工轨迹就会变成图3所示,如此一来就可以大大减少空行程时间,加工效率的提高非常可观,这就是屏蔽G71粗加工程序段的好处。
5 华中世纪星数控系统中屏蔽程序段的实现
首先找到需要屏蔽的程序段,然后在数控机床上把光标移动到需要屏蔽程序段的前面,在机床操作面板上按下aup per(上档键)按钮,之后插入“;”号,此时,此行程序变成绿色,程序屏蔽成功。如下所示:

6 屏蔽G71粗加工程序段的好处
(1)工厂加工轴类零件时,批量生产会导致刀具磨损,造成加工零件会慢慢变大,此时,如果能熟练掌握屏蔽程序的使用,可以减少报废零件的产生。
(2)这一方法现在已用于数控对外加工及数控加工实习实训中,由于这一技术的广泛使用,使得我们在加工中的效率有了明显提高。
猜你喜欢
电动工具(2022年2期)2022-05-18
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
组合机床与自动化加工技术(2019年11期)2019-11-27
制造技术与机床(2018年8期)2018-10-09
组合机床与自动化加工技术(2018年9期)2018-10-09
中国设备工程(2018年2期)2018-03-02
农机使用与维修(2018年2期)2018-02-26
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
锻压装备与制造技术(2015年2期)2015-06-26