邯宝炼钢厂板坯连铸机结晶器振动导向研究
2012-11-18 08:02安领军
重型机械 2012年1期
安领军
(河北钢铁集团邯钢邯宝炼钢厂,河北 邯郸 056015)
0 前言
邯钢引进国外某厂商直弧型板坯连铸机,弯曲半径9.5 m,板坯规格230 mm×(900~2150)mm,结晶器振动装置采用独特的辊子单元导向形式,与传统四连杆板簧式振动机构相比具有振动精度高、结构简单等优点,但是经过近三年的运转,其振动稳定性并不高,故障率也较高,且多次发生振动纵向偏摆超过±0.2 mm的情况,伺服阀故障率也较高。邯钢经过多次维修实践以及检测,找出了振动纵向偏摆的主要原因以及日常维护改进的要点。
1 设备原理
结晶器振动装置结构如图1所示。
结晶器安装在振动活动水箱上面,由螺栓固定,并随振动液压缸沿垂直方向以±3 mm的振幅上下振动。不同于传统四连杆机构,振动水箱上下振动纵向由辊子单元导向,横向由定位块导向。对于整台铸机而言,纵向一般是指铸坯行进的方向即拉坯方向,而横向是指沿大板坯铸坯断面的长度方向。横向导向定位块两侧各有一个SKF定位轴承,不易发生故障。纵向导向则是依靠辊子单元做导向,辊子单元工作原理图如图2所示。
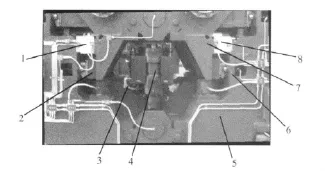
图1 结晶器振动装置结构Fig.1 Structure and principle of mould oscillating device
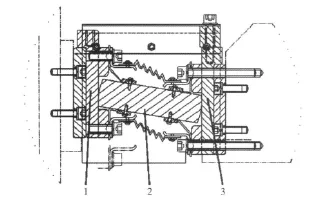
图2 结晶器振动辊子单元工作原理图Fig.2 Working principle diagram of mould oscillating roller unit
(1)辊子单元活动导向面,由螺栓固定在结晶器振动台活动水箱上,工作时处于上下振动状态;
(2)辊子单元本体,两侧外缘为圆弧面,工作过程中可在导向面1和导向面3之间滚动;
(3)辊子单元固定导向面由螺栓固定在结晶器振动固定侧框架,工作过程中处于固定状态。
从图2可以看出,结晶器振动装置活动水箱在上下振动过程中,辊子单元起纵向导向作用,即外缘是圆弧形的辊子本体2在两个导向面1、3之间滚动,辊子本体与两个导向面形成滚动摩擦副。只要辊子本体外缘不磨损、固定和活动导向面不磨损,该辊子单元就可以起到精密的导向作用,保证结晶器振动在垂直方向的偏摆量以≤±0.05 mm的精度上下振动。
2 存在问题
在设备安装初期,曾用一元硬币立在结晶器振动台面上做实验,硬币始终立正不倒。但是随着产量的进一步提高以及生产节奏的快速进行,在达产达效一年之后的浇注过程中,中包出现结晶器偏摆现象,以纵向偏摆尤为强烈。目前国家规定的标准是纵向偏摆量≤±0.2 mm,横向偏摆量≤±0.15 mm[1]。而用百分表测量活动侧水箱框架表面,其纵向偏摆量已经≥±0.2 mm。
利用结晶器振动检测仪测量,其数值已经远远超过标准值,用电脑模拟振动偏摆轨迹,轨迹曲线也存在严重偏离,表1为连铸2流结晶器振动测量记录。
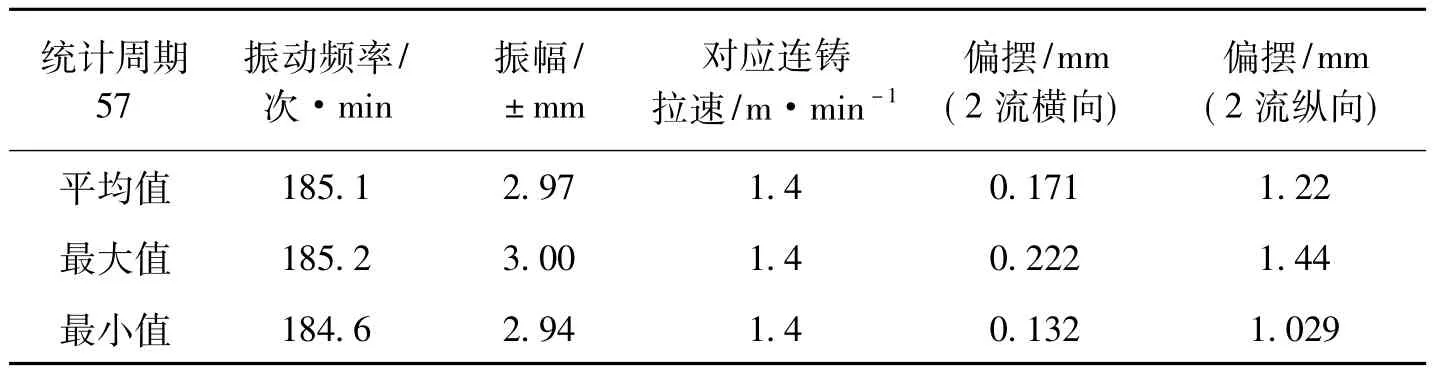
表1 连铸2流结晶器振动测量记录Table 1 Measured record of CCM two-flow mould oscillation
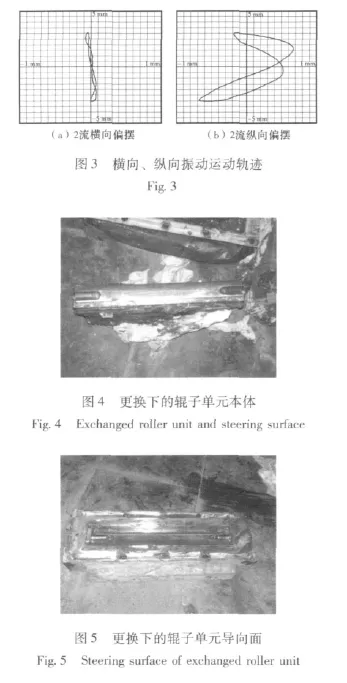
振动横向、纵向偏摆运动轨迹(图3)
以上测量结果是冷态下的测量数据,在连铸浇注过程中,结晶器受铸坯的导向作用以及结晶器内钢水载荷的影响,测量结果会比以上数值小。但此冷态下的测量结果已经足以说明,结晶器振动精度已经偏离正常值,时刻有漏钢的几率。随后连续测量其它3个流的振动,都有不同程度的偏摆。
3 原因分析
偏摆的原因归根结底还是辊子单元导向的磨损。此辊子单元并非外方资料描述的那种“免维护”“长寿命”部件。从2010年起陆续开始更换辊子单元导向,更换下的辊子单元本体和导向面如图3、图4所示。从图中可以看出,辊子单元本体原本圆弧形的外缘摩擦面已被磨损,对应导向面同样存在磨损,且均有点蚀情况。摩擦副之间并不缺润滑脂。用硬度仪打硬度,辊子本体磨损面为236 HB,辊子导向平面为225 HB,而其余部位则为324 HB,图纸要求为300 HB。
事实上,对于该类型的结晶器振动装置,定修更换辊子单元已经成为常态。众说周知,结晶器振动装置是一台连铸机的心脏,并非属于频繁定修换件的设备,其振动精度直接影响铸机的生产能力和质量档次。连铸生产一旦开始,就必须有结晶器振动,有振动就有辊子单元体在两个导向面的摩擦。因此,提高辊子单元体和导向面的寿命就是提高振动装置寿命。但摩擦是无法避免的,只有提高各摩擦面的硬度、改善润滑状况才能有效提高辊子单元使用寿命。
4 改进措施及效果
此辊子单元可以看做一个简单的滚动轴承,其工作状态是重载低速以及高温高湿环境,辊子单元体选用材料:C=0.19~0.21;Si=0.2~0.3;Mn=0.4~0.5;Cr=1.4~1.5;Ni=0.3~0.35。此材料比原进口辊子本体选用的CrMo合金类材料耐磨性更好;
经过调质处理及表面淬火,保证辊子本体表面硬度在HRC40~42左右,活动侧和固定侧导向面硬度在HRC40~42,表面淬火深度在2 mm左右。
原油路设计油脂是从辊子单元体两端进入,不易到达辊子本体摩擦面,重新改进润滑油路,新辊子单元油路设计使油脂能顺利充分到达辊子摩擦面,同时增设排油孔确保废旧油脂能及时排出,避免了原进口辊子单元废旧油脂无法顺利排出,一直存留在辊子单元的防尘皮囊中。
安装螺栓采用不锈钢内六角螺栓,更加适应于高温高湿环境。如果存在辊子本体或导向面轻微磨损,可以松动不锈钢螺栓,通过调整楔形铁或加垫片的方法补偿磨损(图5)。

图6 新辊子单元在线调整补偿磨损Fig.6 On-line adjustment of wear-down compensation for new roller
新设计的耐磨长寿命辊子单元,已经在线使用,其使用寿命已经超过进口的12个月,目前已经达到18个月。其精度经过结晶器振动在线监测仪测量(见图7),不超过±0.05 mm,达到了预期目的。
[1] 蔡开科.连铸结晶器[M].北京:冶金工业出版社,2008.
猜你喜欢
科学技术创新(2022年26期)2022-09-26
山东冶金(2022年4期)2022-09-14
山东冶金(2022年2期)2022-08-08
安徽工业大学学报(自然科学版)(2022年3期)2022-07-14
中国金属通报(2020年21期)2021-01-04
重型机械(2019年3期)2019-08-27
中国重型装备(2019年2期)2019-05-13
魅力中国(2019年35期)2019-01-13
汽车实用技术(2018年13期)2018-07-26
燕山大学学报(2015年4期)2015-12-25