
浅孔钻在锻造钩尾框中的应用
2014-11-22 02:12李西涛纪洪凯
机械工程师 2014年3期
李西涛,纪洪凯
(齐齐哈尔轨道交通装备有限责任公司,黑龙江齐齐哈尔 161002)
0 引言
浅孔钻又叫U 钻,底部配有出水孔,与普通钻头比具有很高的加工效率,在刀具稳定性较高的情况下可加工5 倍于直径的深孔,其特殊造形的切屑槽可顺利无阻地排屑,由于浅孔钻较普通钻削加工优势,在现代工业中得到较为普遍的使用。
1 产品工艺分析
锻造钩尾框(如图1所示)是铁路货车的重要零件,由于所采用的材质的特殊性,采用普通钻镗加工方法加工成本高、效率低,利用浅孔钻的加工优势在锻造钩尾框的钩尾销孔进行一次尝试,取得事半功倍的效果。
图1 锻造钩尾框
锻造钩尾框质材质为25MnCrNiMoA,钩尾销孔的直径尺寸为φ92+0.87-0.36mm,两侧销孔同轴度为φ0.45 mm,表面粗糙度为Ra12.5,单侧壁厚60 mm,调制处理后的硬度241~311HBW。
1)钩尾框经锻造后进行调质处理,其内部组织发生了变化,调质处理前材料的组织为珠光体和铁素体,调质后材料的组织为回火索氏体[1]。从锻造钩尾框的材质和调制前后的组织变化情况分析,材质易粘刀,采用普通的高速钢刀具进行加工,刀具磨损较快,耐用度低,批量生产精度难以保证,应采用硬质合金刀具。

3)采用普通镗床加工,需要分两工序加工完成,即先进行钻孔加工,然后再进行镗孔加工。优点是可以保证孔的尺寸加工精度和两侧销孔同轴度的要求;缺点是生产效率低。
针对上述分析,在保证锻造钩尾框钩尾销孔质量前提下,满足大批量生产的要求,又要减少加工设备的数量,降低操作强度和加工成本,钩尾销孔采用专用设备进行加工。
2 加工刀具选择及参数结构设计
2.1 刀具选择
由于浅孔钻在切削速度80 m/min 以上时,生产效率比麻花钻高3~5 倍;加工质量好,表面粗糙度能达到Ra3.2~Ra6.3。如果采用可转位硬质合金刀片,可以节约刀具更换的辅助时间;浅孔钻必须采用内冷结构,且压力要充足,不仅保证了刀具的耐用度,而且还利于断屑排除;除钻孔加工外,还能实现镗孔、锪孔的功能。通过分析,专机的钻削加工刀具采用可转位浅孔钻。
2.2 参数选择
可转位浅孔钻是一种高效率的内冷却孔加工刀具,适用于长径比小于4 的浅孔加工,钻削速度可达70~125 m/min,进给量可达0.1~0.2 mm/r;由于浅孔钻的刀片形状分为四边形、三角形、等边不等角六边形、菱形和圆刀片形等形式。本次设计采用山特维克可乐满880 等边不等角六边形刀片,速度为80 m/min,进给量为0.15 mm/r。
2.3 结构设计
可转位浅孔钻刀片结构分为单刀片、多刀片、模块式、分离式四种形式。其中单刀片适用孔的直径范围为12~16 mm;多刀片适用孔的直径范围为16~35 mm;模块式适用孔的直径范围为35~80 mm;当孔径>80 mm 采用刀头与刀体分离式,中间用螺钉联接。由于锻造钩尾框的钩尾销孔为φ92 mm,采用刀头与刀体分离式结构,如图2 所示。
通过浅孔钻和镗刀块复合在同一刀体上(如图3 所示),为减少机床功率,即钻铣不能同时加工,镗刀与钻头之间距离应大于60 mm,本次设计选择65 mm,下面对两动力头同时加工切入后的距离进行分析,切入的实际距离为2×(60+5)=130 mm<180 mm(钩尾销孔内侧空刀距离),两浅孔钻加工时不能产生切削干涉现象。

图2 浅孔钻刀具结构图
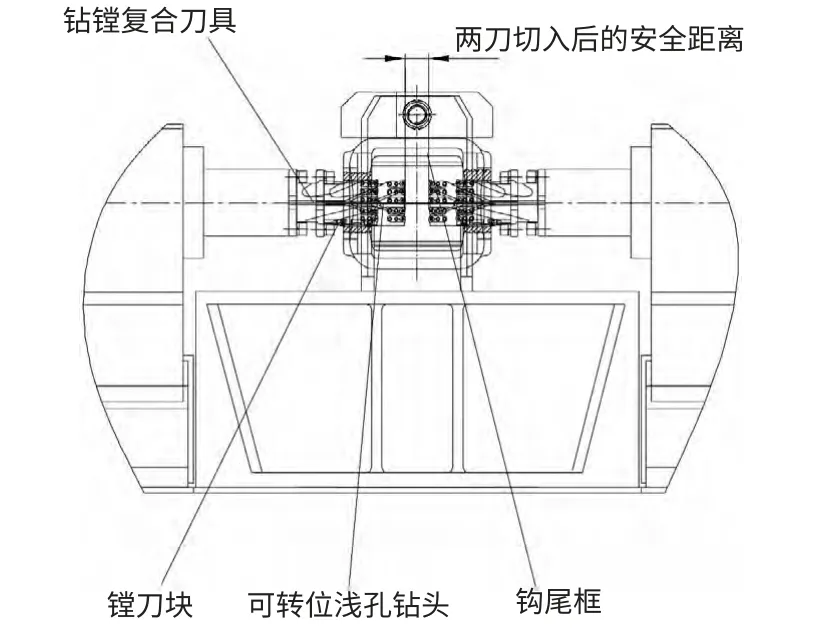
图3 硬质合金可转位浅孔钻加工示意图
3 机床设计
3.1 机床参数确定
通过上述切削参数的确定,即直径d=92 mm,切削速度Vc=80 m/min,进给量fc=0.1 mm/r,利用山特维克计算器(如图4)对机床的参数进行进算,可以确定机床功率应大于10 kW,主轴扭矩应大于359 N·m,纯加工时间为130 s,如果上下料及装夹时间按180s 计算,钩尾销孔的加工节拍为5.2 min,按年基数为250 天(双休双班),一台机床完全可以满足8 000 辆/年的生产能力。

图4 山特维克计算器
3.2 机床主要结构设计
机床采用双侧动力头结构,由床身、中间底座、2 个机械滑台、2 个动力头、夹具系统、刀具系统、液压系统、冷却系统、防护系统、排屑系统等组成,如图5 所示。
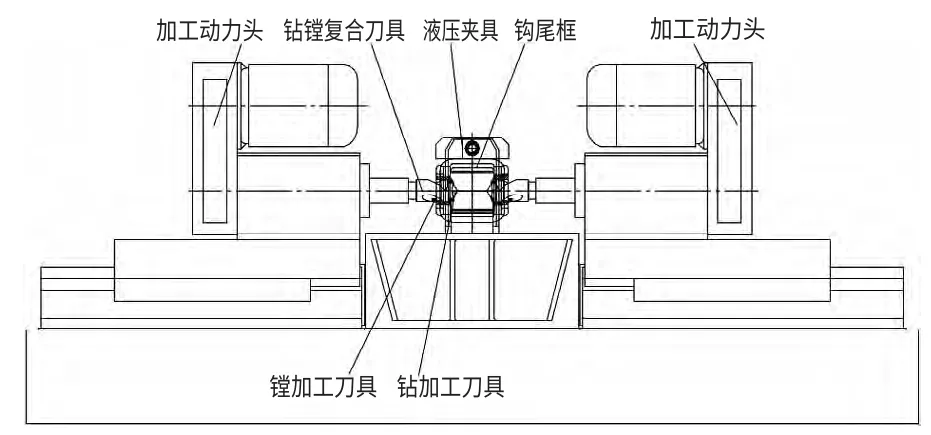
图5 钩尾销孔加工组合机床示意图
4 结语
随着加工行业的发展和进步,机械加工技术进入了“高速、高效、智能、复合、环保”的阶段,高速、高效的刀具应运用是降低成本、提高了生产效率、提升市场竞争力的保证,通过浅孔钻对钩尾销孔实例的应用,为其他类似产品的孔加工提供了新的思路。
[1]吕震洲,韩建民,李卫京,等.实时测温技术确定热处理工艺规范研究[J].材料工程,2007(6):39-42.
猜你喜欢
机床与液压(2023年1期)2023-02-03
城市轨道交通研究(2022年2期)2022-11-18
建筑机械化(2021年9期)2021-09-30
制造技术与机床(2019年5期)2019-05-29
上海交通大学学报(2019年1期)2019-02-19
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2017年6期)2018-01-19
光学精密工程(2016年6期)2016-11-07
智能制造(2015年10期)2015-11-04
