
水对阻燃高回弹聚氨酯泡沫塑料性能的影响
2014-11-28 06:53朱丙清
上海塑料 2014年3期
朱丙清,顾 尧
(青岛科技大学 橡塑材料与工程教育部重点实验室,山东 青岛 266042)
0 前言
普通聚氨酯泡沫塑料是可燃性聚合物,特别是软质聚氨酯泡沫塑料,开孔率较高,比其他非泡沫聚氨酯更易燃烧。这给使用带来一定的局限性,因此,阻燃软质聚氨酯泡沫塑料的生产比例日益增加。阻燃高回弹聚氨酯(FRHRPU)泡沫塑料是聚氨酯泡沫塑料家族中的一员[1],由阻燃性聚醚多元醇与多异氰酸酯为原料,通过发泡和凝胶反应,形成多孔性聚氨酯泡沫塑料。
全水发泡技术是发泡过程中臭氧破坏潜能值为零的工艺技术。它通过多异氰酸酯与水发生化学反应生成的二氧化碳作为发泡剂,代替物理发泡剂[2-5]。随着人们环保意识的增强和石油资源的紧缺,全水发泡工艺将成为未来聚氨酯泡沫塑料发泡工艺的主流。笔者采用该技术制备阻燃高回弹聚氨酯泡沫塑料,并探讨水对阻燃高回弹聚氨酯泡沫塑料的反应活性、泡孔结构及制品性能的影响。
1 实验
1.1 试剂
高阻燃聚合物多元醇POP-3628 工业级,吉安创新聚氨酯科技发展有限公司;高活性聚醚多元醇EP-330N 工业级,山东东大一诺威聚氨酯有限公司;甲苯二异氰酸酯(TDI)工业级,河北沧州大化TDI有限责任公司;多亚甲基多苯基异氰酸酯PM-200 工业级,烟台万华聚氨酯股份有限公司;70%双二甲氨基乙基醚溶液催化剂Niax A-1美国GE 东芝有机硅公司;三亚乙基二胺催化剂Niax A-33 美国GE 东芝有机硅公司;泡沫稳定剂L-5333 分析纯,迈图高新材料集团公司;三乙醇胺TEOA 分析纯,天津市富宇精细化工有限公司;蒸馏水 分析纯,自制。
1.2 仪器与设备
R310C2型电动搅拌机 上海普力通工具有限公司;模具 200 mm×200 mm×100 mm,自制;秒表 法国迪卡侬公司;CMT 2000型万能拉力机
深圳市新三思材料检测有限公司;扫描电子显微镜JSM-7500F 日本电子公司;差热扫描分析仪STA449C 德国Netzsch-Gerate Ball公司;氧指数测定仪 南京市江宁区分析仪器厂。
1.3 配方及工艺
FRHRPU 的实验配方,如表1所示。
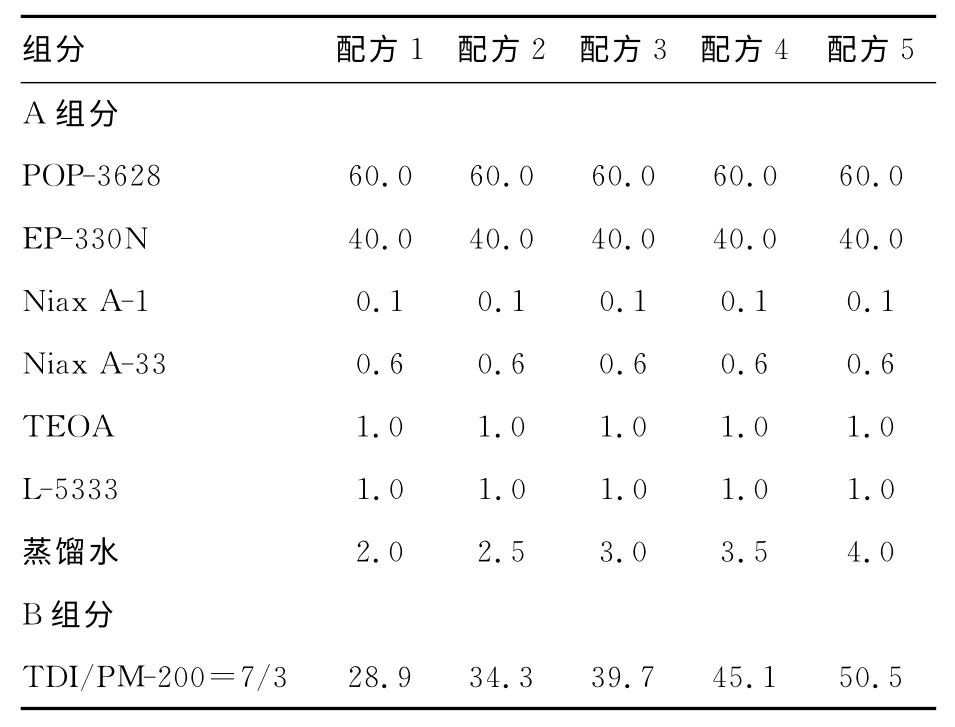
表1 实验配方
采用一步法自由发泡工艺制备阻燃高回弹聚氨酯泡沫塑料。按表1的实验配方,分别称取一定量的高阻燃聚合物多元醇POP-3628、高活性聚醚多元醇EP-330N、Niax A-1、Niax A-33、TEOA、L-5333、蒸馏水,电动搅拌机搅拌120s得到A 组分,并在烘箱中将物料温度升至25 ℃,待用。按表1实验配方配制B组分,并在烘箱中将物料升温至25℃。将升温好的B组分倒入装有A 组分的塑料杯中,电动搅拌机快速搅拌10s后,倒入预热好的模具中发泡,210s后开模取出泡沫制品,辊压数次后常温下熟化72h。
1.4 性能测试
泡孔孔径通过扫描电子显微镜观察;拉伸性能按GB/T 6344—2008 测定;撕裂强度按GB/T 10808—2006 测定;压陷性能按GB/T 10807—2006测定;回弹性按GB/T 6670—2008测定;氧指数按GB/T 2406.2—2009测定。
2 结果与讨论
2.1 自由发泡工艺条件
按实验配方1~5分别配料,并按照一步法自由发泡工艺发泡。图1是水与多元醇的质量比对发泡时间的影响。
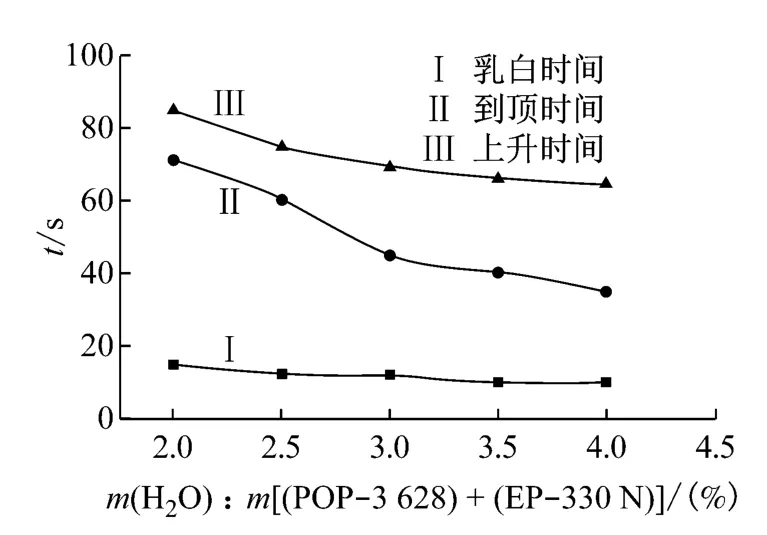
图1 水与多元醇的质量比对发泡时间的影响
由图1可见:随着水与多元醇的质量比增大,乳白、到顶和上升时间均呈下降趋势。这是因为在聚氨酯泡沫形成过程中,水主要起产生气泡的作用,多异氰酸酯与水反应先形成不稳定的氨基甲酸,然后分解生成胺和二氧化碳:

胺可以和多异氰酸酯继续反应生成含有脲基结构的聚合物:

若忽略催化剂浓度变化的影响,在异氰酸酯指数不变的情况下,随着水、多异氰酸酯与多元醇的质量比增大,反应体系中反应物的浓度提高,二氧化碳量增加,反应时间缩短。
2.2 水对泡沫泡孔的影响
图2是不同实验配方制备的泡沫结构的扫描电子显微镜照片。在图2(a)和图2(b)中:水与多元醇的质量比为2.0%和2.5%时,泡孔孔径较大,形状不规则,筋络粗大,且集聚的情况严重;随着水与多元醇的质量比增大,泡孔形状趋向规则,且筋络集聚减少。在聚氨酯泡沫发泡过程中,水的加入主要起到发气的作用,促使泡沫升起。此外,水与多异氰酸酯反应生成的聚脲结构对泡沫体的力学强度也有贡献。
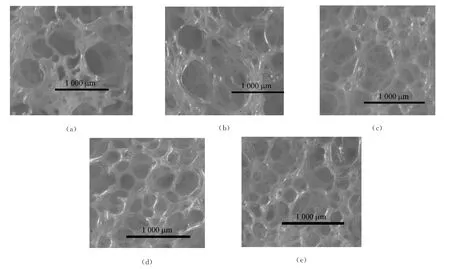
图2 不同实验配方的泡孔结构的扫描电子显微镜照片
图3为水与多元醇的质量比对泡孔孔径的影响。由图3可见:随着水与多元醇的质量比增大,每厘米长度上的泡孔数增加,即泡孔孔径减小。笔者认为泡孔的形成过程经历了成核、核的聚并和生长的过程。在这一系列过程中,核的数量与反应体系中水与多元醇的质量比以及多异氰酸酯与多元醇的质量比有关。随着这两个比值的增大,产生的二氧化碳量增加,成核的数量也增加。假设在核的聚并程度类似的情况下,最终所得到稳定的核的量也增加,泡孔数目增加,孔径减小。
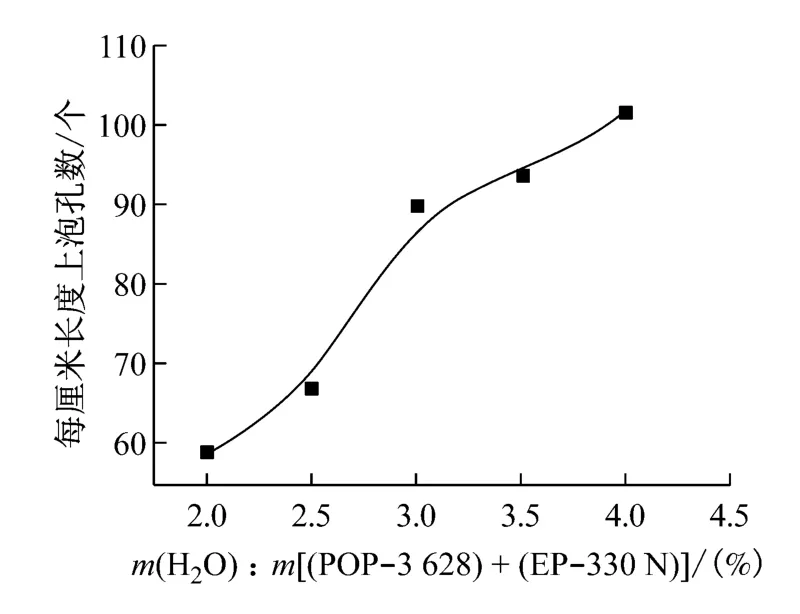
图3 水与多元醇的质量比对泡孔孔径的影响
2.3 泡沫性能对比
2.3.1 玻璃化转变温度
聚氨酯泡沫塑料的玻璃化转变温度(Tg)与其分子链结构相关。随着水与多元醇的质量比增大,胺基化合物量增加,分子链中生成的聚脲结构也增多,并且由于该结构易形成氢键,极性增加,分子链的刚性增强。图4为水与多元醇的质量比对Tg的影响。当水与多元醇的质量比从2%增加至4%时,玻璃化转变温度由45℃上升至54℃。聚氨酯泡沫塑料的玻璃化转变温度随着其质量比的增大而上升。这是由于生成了较多聚脲的缘故。
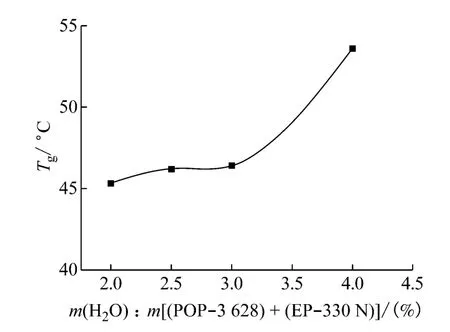
图4 水与多元醇的质量比对泡沫塑料的Tg的影响
2.3.2 拉伸强度和伸长率
图5为水与多元醇的质量比对泡沫塑料的拉伸强度和伸长率的影响。由图5可见:随着水与多元醇的质量比增大,聚氨酯泡沫塑料的拉伸强度增加。这是因为水与多异氰酸酯反应生成了聚脲结构,在聚氨酯分子链中属于硬段。硬段含量的增加,实际上增加了氨基甲酸酯和苯环的含量。极性基团增多,极性变大,分子间的作用力增强,则增加了氢键数目以及增强了分子链中偶极-偶极之间的相互作用力,从而提高了拉伸强度。
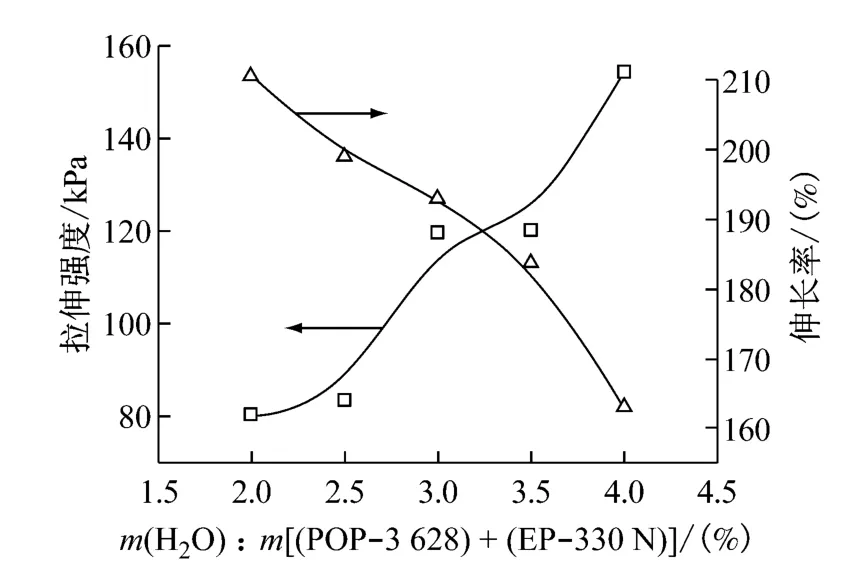
图5 水与多元醇的质量比对泡沫塑料的拉伸强度和伸长率的影响
当水与多元醇的质量比从2%增加至4%时,泡沫塑料的断裂伸长率从210%降低至165%。水与多元醇的质量比增大,制品的断裂伸长率下降。在聚氨酯泡沫塑料形成过程中,随着水与多元醇的质量比增大,体系中引入了更多的硬段,制品的拉伸强度上升的同时,导致制品的断裂伸长率下降。
2.3.3 氧指数
图6为水与多元醇的质量比对泡沫塑料的氧指数的影响。由图6可见:当水与多元醇的质量比从2%增加至4%时,材料的氧指数从25.0%降低至22.5%。随着水与多元醇的质量比增大,制品的氧指数下降。这与聚脲的含量有关。聚脲的含量越大,材料的氧指数越小[6]。为了不影响聚氨酯泡沫塑料的阻燃性能,可通过增加阻燃聚醚在聚醚组分中的比例或添加阻燃剂来提高制品的氧指数。
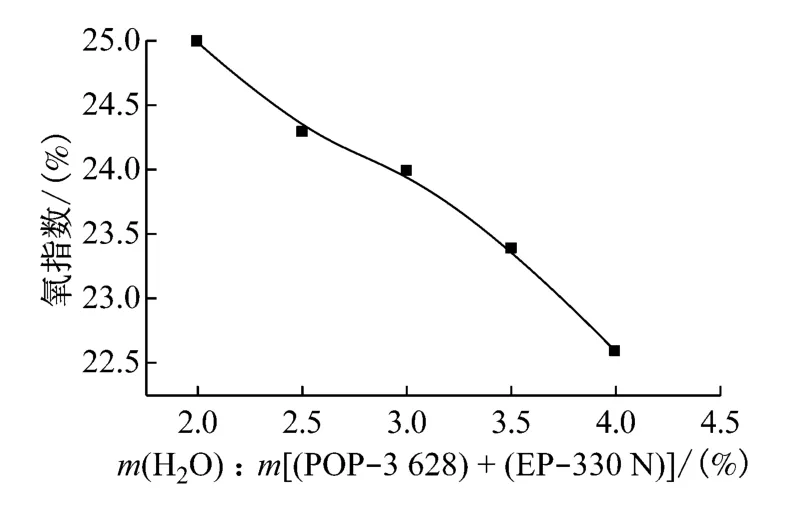
图6 水与多元醇的质量比对泡沫塑料的氧指数的影响
3 结论
(1)随着水与多元醇的质量比增大,制品的乳白、到顶和上升时间均呈下降趋势,泡孔孔径逐渐变小。
(2)随着水与多元醇的质量比增大,制品的拉伸强度逐渐增大,而断裂伸长率逐渐减小。
(3)随着水与多元醇的质量比增大,制品的玻璃化转变温度上升。
(4)随着水与多元醇的质量比增大,制品的氧指数逐渐减小,并且变化明显。
[1]方禹明,朱吕民.聚氨酯泡沫塑料[M].北京:化学工业出版社,1988:377-381.
[2]AKIRA N,HISASHI N,MITSUHIRO K,et al.Development of all water blown polyisocyanurate foam system form metal-faced continuous sandwich panels[J].Journal of Cellular Plastic,2002,38:385-401.
[3]谢海安,陈汉全,王振轩,等.全水发泡聚氨酯泡沫塑料的研究[J].塑料科技,2007,35(3):62-65.
[4]肖力光,罗晶,张兵.影响全水发泡硬质聚氨酯泡沫塑料性能的主要因素[J].新型建筑材料,2009(5):57-59.
[5]彭智,郑震,王新灵.全水发泡阻燃聚氨酯硬质泡沫塑料的制备与性能[J].聚氨酯工业,2009,24(1):14-17.
[6]秦建兵,钱文浩.阻燃聚合物多元醇在聚氨酯高回弹泡沫上的应用[C]//第九次聚氨酯泡沫塑料生产、科研、技术交流会论文集,2005:68-71.
猜你喜欢
聚氨酯工业(2022年3期)2023-01-16
包装工程(2022年1期)2022-01-26
科教导刊·电子版(2021年6期)2021-05-06
工程塑料应用(2020年11期)2020-11-28
城市建设理论研究(电子版)(2019年17期)2019-04-01
中国测试(2018年10期)2018-11-17
国际木业(2016年9期)2017-01-15
中国塑料(2015年8期)2015-10-14
中国塑料(2015年7期)2015-10-14
合成材料老化与应用(2015年4期)2015-07-25
