竹集成材高频热压过程中板坯内温度的变化趋势
2015-03-23 08:56NGUYENThiHuongGiang张齐生
浙江农林大学学报 2015年2期
NGUYEN Thi Huong Giang,张齐生
竹集成材高频热压过程中板坯内温度的变化趋势
NGUYEN Thi Huong Giang1,2,张齐生1
(1.南京林业大学 家具与工业设计学院 竹材工程研究中心,江苏 南京 210037;2.越南林业大学 木材工业学院,河内156204)
以毛竹Phyllostachys edulis集成材为研究对象,在不同条件下进行高频热压,通过对竹集成材板坯高频热压过程中芯层温度变化的统计分析,得到了竹集成材高频热压过程中板坯温度的变化规律。结果表明:在试验条件范围内,随着板坯含水率从6%增加到18%,涂胶量从200 g·m-2增加到300 g·m-2,板坯的温度明显升高。升温过程可以分为快速升温和慢速升温2个阶段。在快速升温阶段板坯内的温度随板坯初含水率、涂胶量及加热时间的提高而递增;在慢速升温阶段板坯初含水率及涂胶量对板坯内的温度的影响很小,板坯芯层升温速度随加热时间的增加而减少。通过试验数据分析,得出较优的高频热压胶合工艺条件为:涂胶量300 g·m-2,竹条含水率12%,高频热压时间7 min。图3表4参18
木材科学与技术;含水率;热压时间;涂胶量;温度;毛竹材集成材;高频
Key words:woody science and technology;moisture content;pressing time;amount of spread;temperature; glued laminated bamboo;high-frequency
高频加热是近几十年发展起来的一种新技术,在木材加工行业应用十分广泛。高频加热无需任何媒介,电场能量直接作用于介质分子,加热是从介质内各处同时进行的。这种加热的突出优点是加热迅速均匀,并且有选择性[1-2]。在高频热压过程中,温度是3个主要工艺参数之一[3],也是胶黏剂固化的必要条件。为保证板坯中的胶黏剂能够达到良好的固化,必须保证板坯中的温度达到固化温度。中外学者对人造板热压热转递过程以及板坯内升温过程做了较多的研究,但研究主要集中在纤维板、刨花板、胶合板[4-14],对高频电场中板坯内的温度变化规律研究较少[15]。本研究基于使用脲醛树脂涂胶过的毛竹Phyllostachys edulis竹片,组坯后应用高频热压的工艺技术,压制厚度20 mm的板材。在热压过程中使用万用数显仪测试板坯内水平方向的各温度点,进而研究高频电场中板坯内的温度变化规律,从而选择合理的加热时间、涂胶量、板坯初含水率,保证板坯中的胶黏剂能够达到良好的固化。
1 材料与方法
1.1 材料来源及处理
毛竹竹片取自福建华宇竹业有限公司,是一种去青、去黄、定宽、端面呈矩形的长条状的竹片,又称等宽等厚竹片。竹片长为1 000 mm,宽20 mm,厚5 mm。竹片的初含水率8%~13%。将竹片含水率分别调节到6%,12%和18%。竹片经含水率调整后,为避免含水率变化放入塑料袋内密封待用。
胶黏剂取自浙江诸暨光裕竹业有限公司,选用脲醛树脂胶黏剂,固体含量50%,pH 7.8。
1.2 主要仪器
DZG-45E电加热蒸汽锅炉,蒸汽加湿箱,GJ15-6B-1高频发生器,GJB-PI-51B-JY高频液压机(热压板幅面500 mm×300 mm),万用数显仪。
高频加热设备参数设置:阳极电压Ua=4 kV,阳流Ia=2.0~3.0 A,栅流Ig=0.4~0.6 A,频率6.78 MHz。
1.3 试验方法
1.3.1 测温点的配置 为找出高频电场中板坯内的温度变化趋势,对板坯芯层水平方向进行多点布局。水平方向选取5个点,其中Ⅰ号点,Ⅲ号点,Ⅳ号点和Ⅴ号点均离板坯长边为30 mm,短边50 mm,Ⅱ号点位于中心位置。水平方向的标号见图1。测温点通过在相应位置的竹片沿纵向锯一定深度的锯口来实现。
1.3.2 试验设计 试验1:试材为毛竹竹片,板材规格尺寸为500 mm×200 mm×20 mm,竹片初含水率分别为6%,12%和18%,涂胶量为200 g·m-2。在高频热压过程中采用万用数显仪测试在不同含水率条件下板坯内温度的变化。试验2:试材为毛竹片,板材规格尺寸为500 mm×200 mm×20 mm,竹片含水率为12%;涂胶量分别为200,250,300 g·m-2。在高频热压过程中采用万用数显仪测试在不同涂胶量条件下板坯内温度的变化。
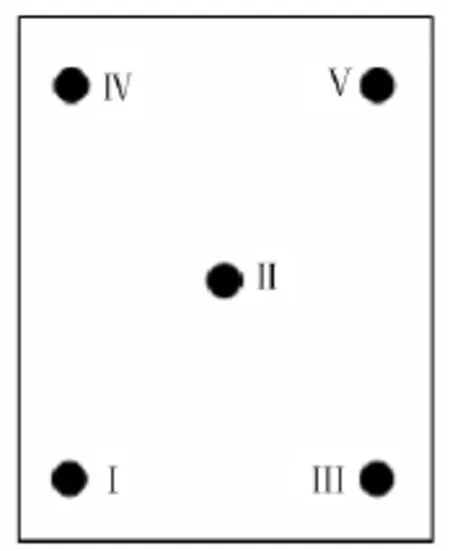
图1 温度测量点的选择Figure 1 Temperature measuring point selection
1.3.3 板坯内温度试验 试验工序主要分竹片涂胶、组坯、高频热压胶合和温度测量。①竹片涂胶:对调整过含水率的竹片进行单面涂胶。②组坯。竹片涂胶后进行全纵向组坯,共4层,目标板材尺寸为500 mm×200 mm×20 mm。按图1所示辅以钻孔测温和密封等措施。③高频热压定型和温度测量。组坯后,在热压单位正压力3.0 MPa,侧压力5.0 MPa的高频压机中进行高频热压压制成竹材集成材。高频电场中一般不允许有金属元件存在,否则会影响电场的分布和加热的均匀性[16]。因此,试验中采用的测温方法是断续测量温度。当高频加热时,测温传感头不插入板坯内。由于万用数显仪的动态响应速度快,因此,试验时在关闭高频60 s后,立即向中间层位置(图1)胶层中插入测温传感头进行板坯内各温度点的测量。实验重复2次,温度取板坯各测量点算术平均值。
2 结果与分析
2.1 含水率对高频热压竹集成材板坯内温度的影响
在涂胶量为200 g·m-2,板坯初含水率为6%,12%和18%的条件下进行板坯内部温度测量试验,得到各点平均温度见表1。从表1可以看出:在高频电场中3种板坯边缘前期加热不同步,板坯被加热后边缘各点温升不一致。
对表1中测试点Ⅰ号点到Ⅴ号点的温升速度进行分析,发现Ⅱ号点位置温升速度较快,其次为Ⅰ号点和Ⅲ号点,Ⅳ号点和Ⅴ号点位置加热速度较慢。板坯中心点加热速度快是因为中心位置不易散热。板坯中心的温度达到所要求的温度需要加热时间5 min,而板坯边缘各处达到所要求的温度需要加热时间7 min。在90~95℃后各点温度逐渐接近,是因为水汽蒸发快导致含水率下降加热速度下降,并且加热过程中温度不断升高,水蒸汽传热,板坯各处含水率逐渐均匀使得温度逐渐接近。
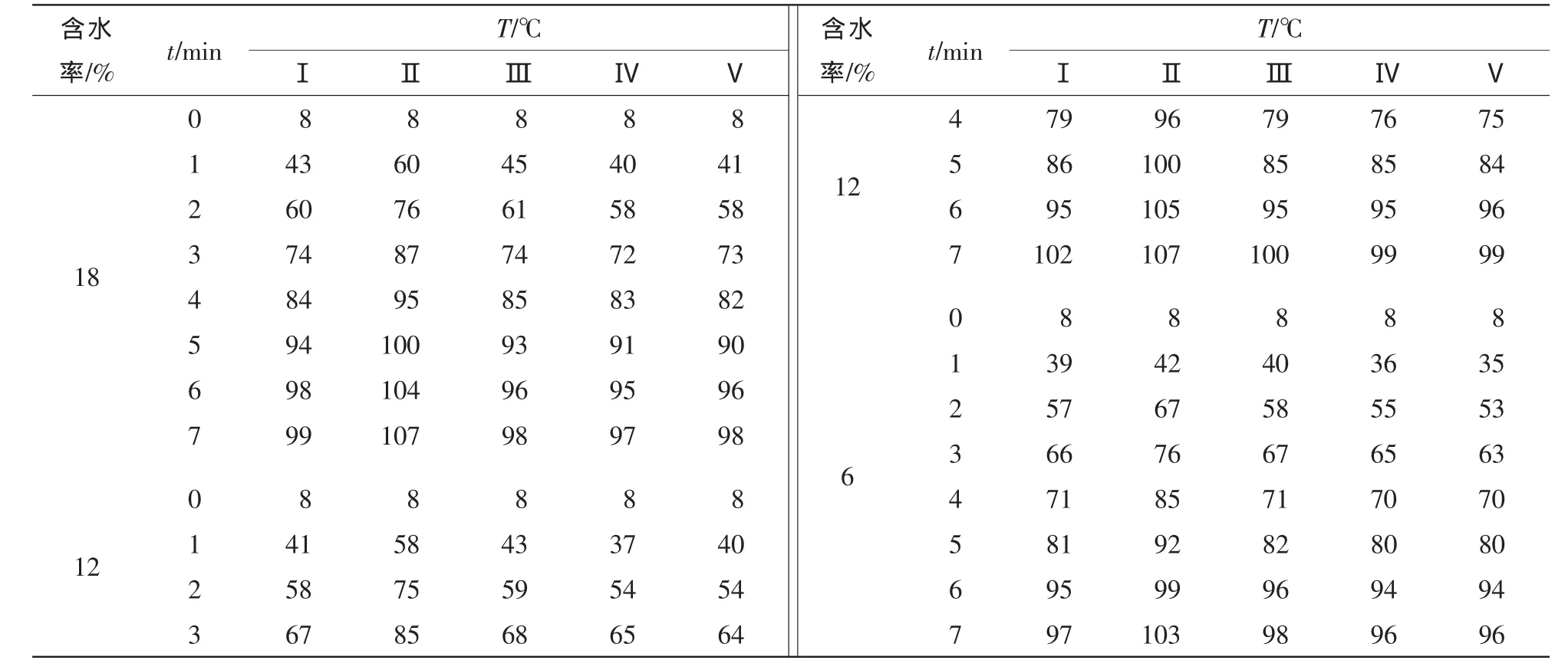
表1 不同含水率高频热压板坯内温度的水平分布Table 1 The horizontal temperature distrubution inside the mats by high frequency hot pressing at different moisture contents
根据相关理论,竹材在高频电场中吸收的热功率可以用功率密度Pv值(W·cm-3)表示,Pv=0.556fE2ε″×10-12,其中电场频率f(Hz)一定,E=U/d与电压U(kV)及板坯厚度d(cm),介质损耗因素ε″为介电常数与介质损耗角正切之积[17]。在同一个平面上,电场强度E一定,所以影响加热快慢的主要因素为介质损耗因素,介质损耗因素越大,功率密度也越大,则极性分子(如水)运动的幅度和次数就越大,摩擦产生的热量也越大,加热的速度就越快。而介质损耗因素与板坯初含水率有密切关系。在高频热压胶合过程中,竹条含水率和涂胶量高导致板材中的水分多,介电常数随之提高。介电常数值小的板材吸收高频功率小,胶合速度慢。介电常数值大的板材吸收高频功率多,胶合速度快。胶合速度越快,加热时间越短,所需要的功率越大。功率密度对加热时间影响最大,它直接决定了竹集成材所得加热功率的大小。板坯含水率高即水分含量多,而水的介质损耗因素比绝干木材约高320倍[15]。当含水率低于纤维饱和点时,介质损耗角正切随含水率的增加而增加;当含水率高于纤维饱和点时,介质损耗角正切随含水率的增加而减少[18]。
板坯内升温过程可分为快速升温和慢速升温2个阶段。快速升温阶段为75℃之前,板坯无明显水分外逸,温度上升迅速。慢速升温阶段为75℃后,温度上升缓慢。3种板材中板坯内各处温度较快达到固化温度为含水率18%和12%的板材(加热时间6 min),含水率6%的板材加热速度较慢(加热时间7 min),但初含水率为12%的板材在慢速升温阶段内的平均芯层温度反而最高。对表1板坯中心点的数据利用Excel进行分析并制成散点图,见表2和图2。
由图2可以看出:在高频热压过程的快速升温阶段,温度范围为5~75℃。板坯初含水率对板坯的升温有着较为显著影响。对于快速升温阶段,含水率范围为6%~18%,含水率越高,水蒸汽越多使板坯中心升温速度加快。在慢速升温阶段,板坯初含水率对板坯中心升温速度的影响较小,主要原因是此时板坯的水分基本蒸发完毕,板坯内部的含水率较低,因此板坯中心升温速度比较缓慢。
从表2可知:加热时间对竹集成材板坯中心温升有着极显著影响(P<0.000 01<α=0.05),含水率对竹集成材板坯中心温升有着较为显著影响(P<0.000 1<α=0.05)。
2.2 涂胶量对高频热压竹集成材板坯内温度的影响
在板坯初含水率为12%,涂胶量分别为200,250和300 g·m-2的条件下进行板坯内部温度测量试验,得到各点平均温度见表3。
由表3可知:板坯内温度随涂胶量的增加而升高。在试验范围内,当含水率一定时,涂胶量越高水分含量越多,而水的介质损耗因素比固体树脂约高80倍[17],从而使得温度上升越快。但涂胶量过高,当温度升高时水汽蒸发越多影响到板坯固化,导致温升缓慢。同时也可以看出在75℃之前,板坯温升迅速,在75~95℃后,温度上升缓慢,在超过100℃时,因胶黏剂被加热,有大量水蒸发,胶黏剂快速固化,使温度上升逐渐接近。对表3中测试点Ⅰ号点到Ⅴ号点5个温度点的温升速度进行分析,发现Ⅱ号点温升速度较快,其次为Ⅰ号点和Ⅲ号点,Ⅳ号点和Ⅴ号点位置加热速度较慢。在3种板材中板坯内各处温度较快达到固化温度为涂胶量300 g·m-2的板材(6 min),其次为涂胶量250 g·m-2和200 g·m-2的板材(7 min)。涂胶量为300 g·m-2的板材在慢速升温阶段内的平均芯层温度反而最高。对表3板坯中心点的数据利用Excel进行分析并制成散点图,见表4和图3。

表2 表1的无重复双因素分析结果Table 2 Two-factor without replication analysis results of Table 1
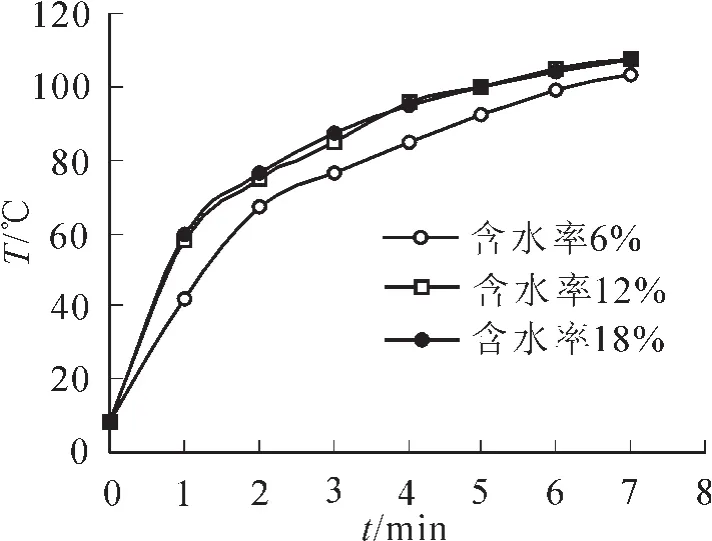
图2 不同含水率条件下竹集成材板坯中心升温与时间的关系Figure 2 Relation between time and heating of the mat centre for glued laminated bamboo at different moisture contents
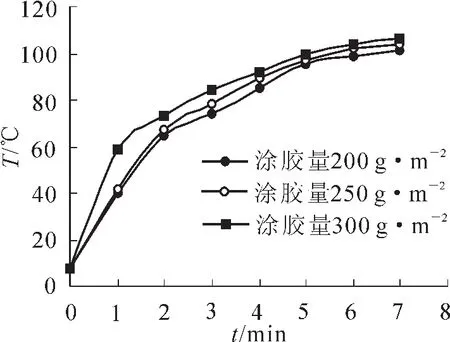
图3 不同涂胶量条件下竹集成材板坯中心升温与时间的关系Figure 3 Relation between time and heating of the mat centre for glued laminated bamboo at different amounts of spread
从表4可知:加热时间对竹集成材板坯中心温升有着极显著影响(P<0.000 01<α=0.05),涂胶量对竹集成材板坯中心温升有着较为显著影响(P=0.000 7<α=0.05)。
由图3可以看出:板坯内升温过程可分为快速升温和慢速升温2个阶段。在快速升温阶段,温度范围为5~75℃。涂胶量对板坯的升温显著影响。在高频热压时,涂胶量高导致水汽多,从而使得板坯中心升温速度加快。在慢速升温阶段,涂胶量对板坯中心升温速度的影响较小,主要原因是此时胶黏剂快速固化,板坯内部的含水率较低,因此,板坯中心升温速度比较缓慢,并各温度点的温升逐渐接近。在快速升温阶段,温升速度随着加热时间的增加而增加。在慢速升温阶段,温升速度随着加热时间的增加而减少。
3 结论
通过对板坯水平方向温度分布的研究,可以得出如下结论:①板坯内升温速度分为快速升温和慢速升温2个阶段。在快速升温阶段,板坯边缘各点与中心点温升不一致,板坯边缘各点温升基本接近。在慢速升温阶段,板坯各点温度逐渐接近。②在试验范围内,板坯内温度随板坯初含水率及涂胶量的增加而增加。但涂胶量300 g·m-2,板坯初含水率12%的板材在慢速升温阶段内的平均芯层温度最高。在不同条件下,板坯各处温度达到所要求的温度需要加热时间7 min。③加热时间对板坯的升温有着极其显著影响;板坯初含水率对板坯的升温有着较为显著影响;涂胶量对板坯的升温显著影响。在快速升温阶段,上述3个因素对板坯芯层升温速度有着显著影响;在慢速升温阶段,含水率及涂胶量对板坯芯层升温速度的影响很小,板坯芯层升温速度随加热时间的增加而减少。
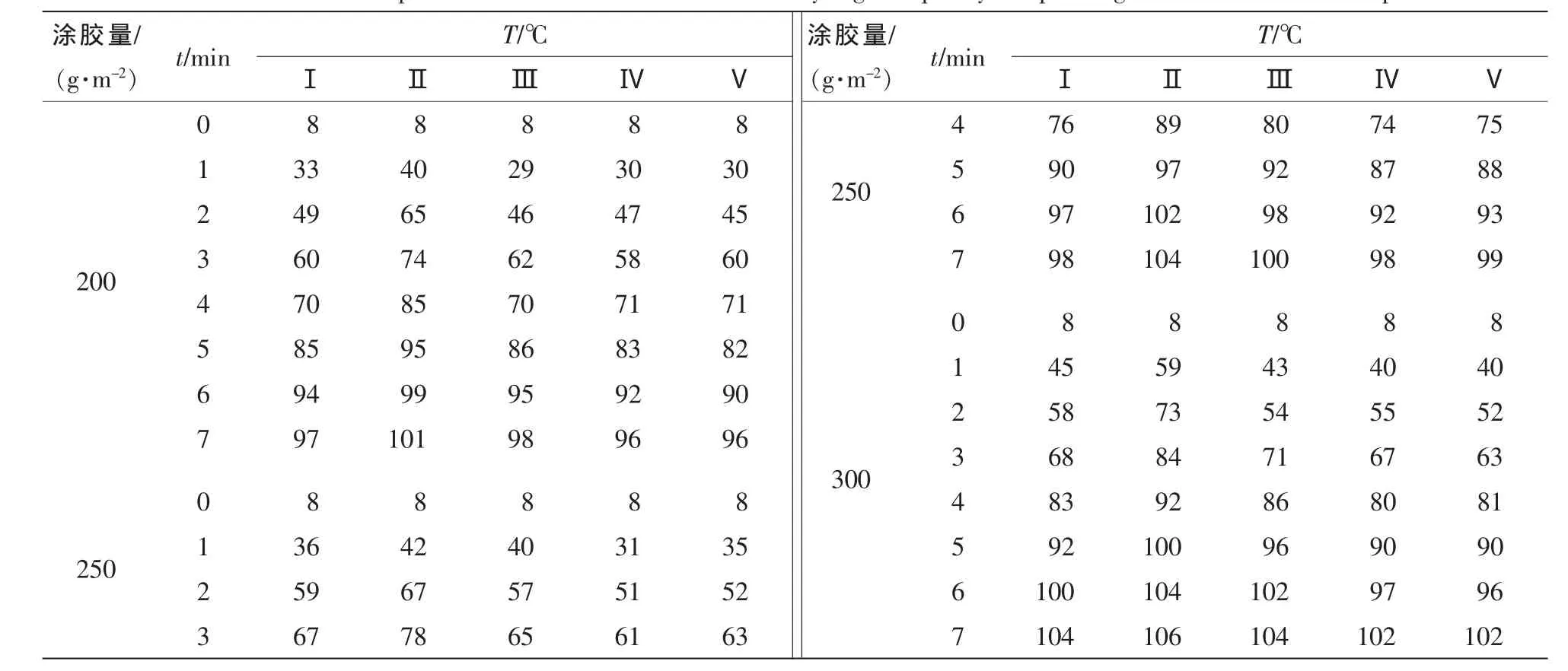
表3 不同涂胶量高频热压板坯内温度的水平分布Table 3 Horizontal temperature distrubution inside the mats by high frequency hot pressing at different amount of spreads
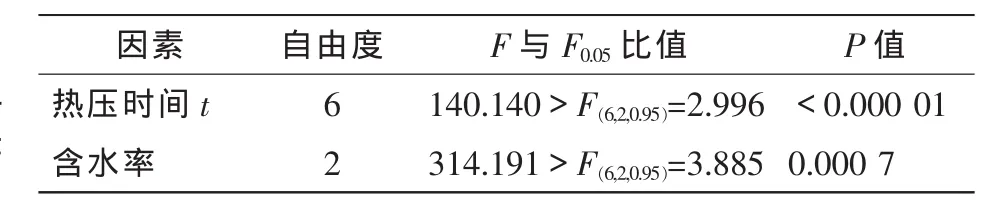
表4 表3的无重复双因素分析结果Table 4 Two-factor without replication analysis results of Table 3
[1] 陈勇平,王金林,李春生,等.高频介质加热在木材胶合中的应用[J].木材加工机械,2007(5):37-41. CHEN Yongping,WANG Jinlin,LI Chunsheng,et al.The application of high-frequency heating technology in wood bonding process[J].Wood Proc Mech,2007(5):37-41.
[2] 吴智慧.高频介质加热技术在木材工业中的应用[J].世界林业研究,1994,7(6):30-36. WU Zhihui.Application of radio-frequency heating technology in the wood-working industry[J].World For Res,1994, 7(6):30-36.
[3] 吴智慧.高频介质加热胶合温度的测试[J].木工机床,1991(2):53-55. WU Zhihui.Temperature measurement during radio-frequency heating gluing process[J].Woodwork Mach,1991(2): 53-55.
[4] 刘翔,张洋,李文定,等.含水率对胶合板热压传热的影响[J].林业科技开发,2013,27(1):32-34. LIU Xiang,ZHANG Yang,LI Wending,et al.Effect of moisture content on heating transfering during plying hot pressing[J].China For Sci Technol,2013,27(1):32-34.
[5] 余妙春,饶久平,谢拥群.中密度纤维板微波预热后板坯内水分和温度的分布[J].东北林业大学学报,2011, 39(6):47-48,64. YU Miaochun,RAO Jiuping,XIE Yongqun.Moisture and temperature distribution of MDF mat after microwave preheating[J].J Northeast For Univ,2011,39(6):47-48,64.
[6] 雷亚芳.刨花板热压过程中传热特性的研究[D].北京:北京林业大学,2005. LEI Yafang.Study on the Heat-transfer Properties of Flakeboard during Hot Pressing[D].Beijing:Beijing Forestry U-niversity,2005.
[7] 陈天全.大片刨花板热压过程中温度、气压和含水率变化规律研究[D].北京:北京林业大学,2006. CHEN Tianquan.Study on the Variation Law of Temperature,Air Pressure and Moisture Content of Flakeboard duringHot Pressing[D].Beijing:Beijing Forestry University,2006.
[8] 李翠翠.中密度纤维板热压过程中芯层温度与板材性能的关系[D].长沙:中南林业科技大学,2008. LI Cuicui.The Relation of the Temperature of the Center Layer of Mat in the Hot Pressing Process to Mechanical Performance of MDF[D].Changsha:Central South University of Forestry&Technology,2008.
[9] 杜朝刚.刨花板热压过程温度变化规律及其影响因素的研究[D].北京:北京林业大学,2005. DU Chaogang.Research on the Fundamentals of Internal Temperature Distribution and Factors Involved of Flakeboard during Hot Pressing[D].Beijing:Beijing Forestry University,2005.
[10] 谢力生,赵仁杰,张齐生.常规热压法干法纤维板热压传热的研究(Ⅰ)[J].中南林学院学报,2002,22(2):92-95. XIE Lisheng,ZHAO Renjie,ZHANG Qisheng.Theoretical study of hot pressing time of wood-based panels(Ⅰ)[J]. J Cent South For Univ,2002,22(2):92-95.
[11] ZOMBORI B G,KAMKE F A,WATSON L T.Simulation of the internal conditions during the hot-pressing proeess [J].Wood Fiber Sci,2003,35(1):2-23.
[12] 谢力生,赵仁杰,张齐生.常规热压法干法纤维板热压传热的研究(Ⅱ)[J].中南林学院学报,2003,23(2):66-70. XIE Lisheng,ZHAO Renjie,ZHANG Qisheng.Theoretical study of hot pressing time of wood-based panels(Ⅱ)[J]. J Cent South For Univ,2003,23(2):66-70.
[13] 谢力生,赵仁杰,张齐生.常规热压法干法纤维板热压传热的研究(Ⅲ)[J].中南林学院学报,2004,24(1):60-62. XIE Lisheng,ZHAO Renjie,ZHANG Qisheng.Theoretical study of hot pressing time of wood-based panels(Ⅲ)[J]. J Cent South For Univ,2004,24(1):60-62.
[14] 杜朝刚,陈天全,常建民.刨花板热压过程中的传热传质研究现状和展望[J].林产工业,2004,31(5):10-14. DU Chaogang,CHEN Tianquan,CHANG Jianmin.Current situation and future on research of heat and mass transfer in particleboard during hot pressing[J].China For Prod Ind,2004,31(5):10-14.
[15] 陈勇平,王金林,李春生,等.高频热压胶合中板坯内温度分布及变化趋势[J].林业科学,2011,47(1):113 -117. CHEN Yongping,WANG Jinlin,LI Chunsheng,et al.Variation of temperature inside the mats for wood-based panels by high-frequency hot pressing process[J].Sci Silv Sin,2011,47(1):113-117.
[16] 于大伟.木质复合材高频加热胶合过程温升的测量[J].林业科技,2007,32(2):55-56. YU Dawei.Temperature rise measurement of wood composites during high-frequency heating gluing process[J].For Sci Technol,2007,32(2):55-56.
[17] 成俊卿.木材学[M].北京:中国林业出版社,1985.
[18] 时维春,李好信.木材介电系数与含水率的关系——木材介电系数混合规则[J].东北林学院学报,1984,12 (4):131-140. SHI Weichun,LI Haoxin.Relationship between the dielectric constant and moisture content of wood:the blending rules of wood dielectric constatn[J].J North-East For Inst,1984,12(4):131-140.
Temperature inside mats of high-frequency,hot pressed,glued and laminated bamboo
NGUYEN Thi Huong Giang1,2,ZHANG Qisheng1
(1.Bamboo Engineering Research Center,College of Furniture and Industrial Design,Nanjing Forestry University, Nanjing 210037,Jiangsu,China;2.College of Wood Technology,Vietnam Forestry University,Hanoi 156204,Vietnam)
To obtain variation in the temperature law for glued and laminated bamboo (GLB),mats were hot pressed during two phases:fast heating and slow heating,with high-frequency at different moisture contents and amount of spreads.A statistical analysis on temperature variation inside the mats was conducted by Microsoft Excel software using ANOVA two-factor with replication analysis at a 95%confidence level.Results showed that when moisture content increased from 6%to 18%,the amount of spread increased from 200 to 300 g·m-2, during the first phase,temperature inside the mats increased slowly with increasing moisture content below 12%,amount of spread below 250 g·m-2,and pressing time,and increased sharply with moisture content above 12%and amount of spread above 250 g·m-2;whereas,during the second phase temperature influence on moisture content and amount of spread inside the mats was very small at all conditions.Also during the second phase,the heating rate of the core layer decreased with an increase in pressing time.Optimum high-frequency hot pressing technological parameters for GLB manufacturing were as follows:amount of spread--300 g·m-2, moisture content of bamboo splits--12%,and pressing time--7 min.It mean that temperature inside the mats are satisfactory,is necessary to make high quality of GLB in order to improve the performance of GLB.[Ch,3 fig.4 tab.18 ref.]
S781.6
A
2095-0756(2015)02-0167-06
浙 江 农 林 大 学 学 报,2015,32(2):167-172
Journal of Zhejiang A&F University
10.11833/j.issn.2095-0756.2015.02.001
2014-05-16;
2014-07-06
国家林业公益性行业科研专项(201304503)
NGUYEN Thi Huong Giang,讲师,博士,从事高频加热工艺等研究。E-mail:minhgiang.tknt@gmail. com。通信作者:张齐生,教授,博士生导师,中国工程院院士,从事木竹材高频加热工艺等研究。E-mail:Zhangqs@njfu.com.cn
猜你喜欢
林业科学(2022年6期)2022-10-15
山东冶金(2022年2期)2022-08-08
东北林业大学学报(2021年9期)2021-11-03
科学技术创新(2021年15期)2021-06-25
粘接(2021年1期)2021-06-10
商品与质量(2021年17期)2021-04-23
航空制造技术(2020年14期)2020-09-06
重型机械(2020年3期)2020-08-24
启迪与智慧·下旬刊(2020年4期)2020-06-19
重型机械(2019年3期)2019-08-27