集成材生产企业备料工序设备及工艺对比分析
2015-03-24 05:40张琦
黑龙江生态工程职业学院学报 2015年3期
张 琦
(辽宁林业职业技术学院,辽宁 沈阳 110101)
集成材生产企业备料工序设备及工艺对比分析
张 琦
(辽宁林业职业技术学院,辽宁 沈阳 110101)
介绍辽宁地区集成材企业备料工序的设备及工艺的现状,与国内先进集成材企业现状进行对比分析,横向比较各自优缺点,为辽宁地区集成材企业的整体发展探寻出路。
集成材;备料;工艺;设备
近年来,伴随着国内集成材行业技术、工艺、设备的不断更新换代,辽宁地区的集成材企业变化比较大,部分企业在备料工序的工艺提升比较快,同时伴随国际木工机械市场设备的推陈出新,集成材备料工序设备也有了一个长足发展,呈现出欣欣向荣的局面。工艺改革、设备升级带来的运营成本较低、工作效率提升已经成为辽宁地区集成材企业发展、占领省内集成材销售市场的重要手段。
1 备料工序对比
1.1 备料工序生产工艺流程
干燥锯材——定厚加工——纵向剖分——横截剔除缺陷(以此类生产工艺流程为例分析)
1.2 所用设备对比

1.2.1 设备性能对比
辽宁地区备料工序使用设备主要有三大类设备。详见表1。

表1 备料加工工序设备
1.2.2 生产能力对比
以市面最常见的2 440mm×1 220mm×18mm樟子松集成材板材为例分析:干燥樟子松锯材规格尺寸为长度4 000mm,厚度50—60mm,宽度为自然宽度整边干燥锯材,含水率为8%—12%,操作工人日工作时间为8h。
第一类设备:
双面压刨日加工能力在8—12m3;设备加工精度一般,木材厚度损耗在4—6mm;设备功率51.5kW,耗电量比较大。
多片圆锯机日加工能力在8—12m3;设备加工精度一般,单个锯口锯路损耗在3.0mm左右;设备功率39.5kW,耗电量比较大。
横截锯日加工能力在1.5—2m3;设备加工精度低,设备功率5.5kW,耗电量小。
第二类设备:
双面刨锯机日加工能力在6—10m3,设备加工精度比较高,木材厚度损耗在4—5mm,单个锯口锯路损耗在2.0mm左右,设备功率35kW,耗电量适中。
横截锯日加工能力在1.5—2m3;设备加工精度低,设备功率5.5kW,耗电量小。
第三类设备:
双面压刨日加工能力在8—12m3;设备加工精度一般,木材厚度损耗在4—6mm;设备功率51.5kW,耗电量比较大。
纵向优选锯日加工能力在50m3以上;加工能力强,设备加工精度高,单个锯口锯路损耗在2.0—3.0mm;设备功率25kW,耗电量适中。
横向优选锯日加工能力在30m3以上;加工能力强,设备加工精度高,单个锯口锯路损耗在2.0mm;设备功率37kW,耗电量比较大。
1.2.3 用工数量、质量及费用对比
以市面最常见的2 440mm×1 220mm×18mm樟子松集成材板材为例分析:干燥樟子松锯材规格尺寸为长度4 000mm,厚度50—60mm,宽度为自然宽度整边干燥锯材,含水率为8%—12%,操作工人日工作时间为8h。普通技术工人每月工资约为1 800元/月,优选设备操作所需高技能型工人,每月工资约为3 500元/月。
第一类设备用工数量:定厚工序4人,剖分工序4人,横截工序4人,合计12人,合计工资21 600元/月。设备加工产品质量一般,工人劳动强度较大。
第二类设备用工数量:定厚剖分工序3人,横截工序3人,合计6人,合计工资10 800元/月。设备加工产品质量一般,工人劳动强度较大。
自动指接连线用工数量:定厚工序12人,剖分横截工序普通工人2人,高技能工人1人,合计15人,合计工资28 700元/月,因其生产效率几乎是前两类设备的5倍,故平均合计工资5 740元/月。设备加工产品质量高,工人劳动强度一般。
1.2.4 设备总投入对比及后期维修保养费用对比
第一类设备标配及价格:双面压刨1台,约10万—11万元/台,多片圆锯机1台,约7.5万—8万元/台,横截圆锯机4台,约0.12万—0.15万元/台,合计投资17.98万—19.6万元,对比分析选取投资额度为18.5万元。设备后期维修保养费用低。
第二类设备标配及价格:双面刨锯机1台,约6.5万—7.5万元/台,横截圆锯机3台,约0.12万—0.15万元/台,合计投资6.86万—7.95万元,对比分析选取投资额度为7.5万元。设备后期维修保养费用低。
第三类设备标配及价格:双面压刨3台,约10万—11万元/台,纵向优选锯1台,100万—140万元/台,横向优选锯2台,120万—180万元/台,合计投资370万—533万元,对比分析选取投资额度为450万元。设备后期维修保养费用高,主要零部件依赖于进口,维修周期长,配件价格昂贵。
1.2.5 各类设备工艺优缺点对比分析
第一类设备:
目前该类设备为国内中小型集成材企业常用设备类型。
(1)设备投入比较小,后期维修保养费用低。
(2)设备生产效率低,耗电量大。
(3)操作工人技术含量低,劳动强度大。
(4)设备生产能力低。
第二类设备:
目前该类设备为国内中型集成材企业常用设备类型。
(1)设备投入适中,后期维修保养费用一般。
(2)设备生产效率一般,耗电量小。
(3)设备对于干燥锯材的宽度具有比较高的要求,一般为180—250mm。所以一般企业在使用该类设备时,要求干燥锯材供应商锯材的宽度必须符合设备要求,或企业配有单片纵剖圆锯机,干燥锯材在进入该设备加工前先进行干燥锯材宽度方向的定宽加工。
(4)操作工人技术含量低,劳动强度一般。
(5)设备生产能力适中。
第三类设备:
目前该类设备为国内大型集成材企业常用设备类型。
(1)设备投入比较大,后期维修保养费用昂贵。
(2)设备生产效率高,耗电量一般。
(3)对操作人员专业技术能力要求比较高,用人数量少,技术人员劳动强度比较小。
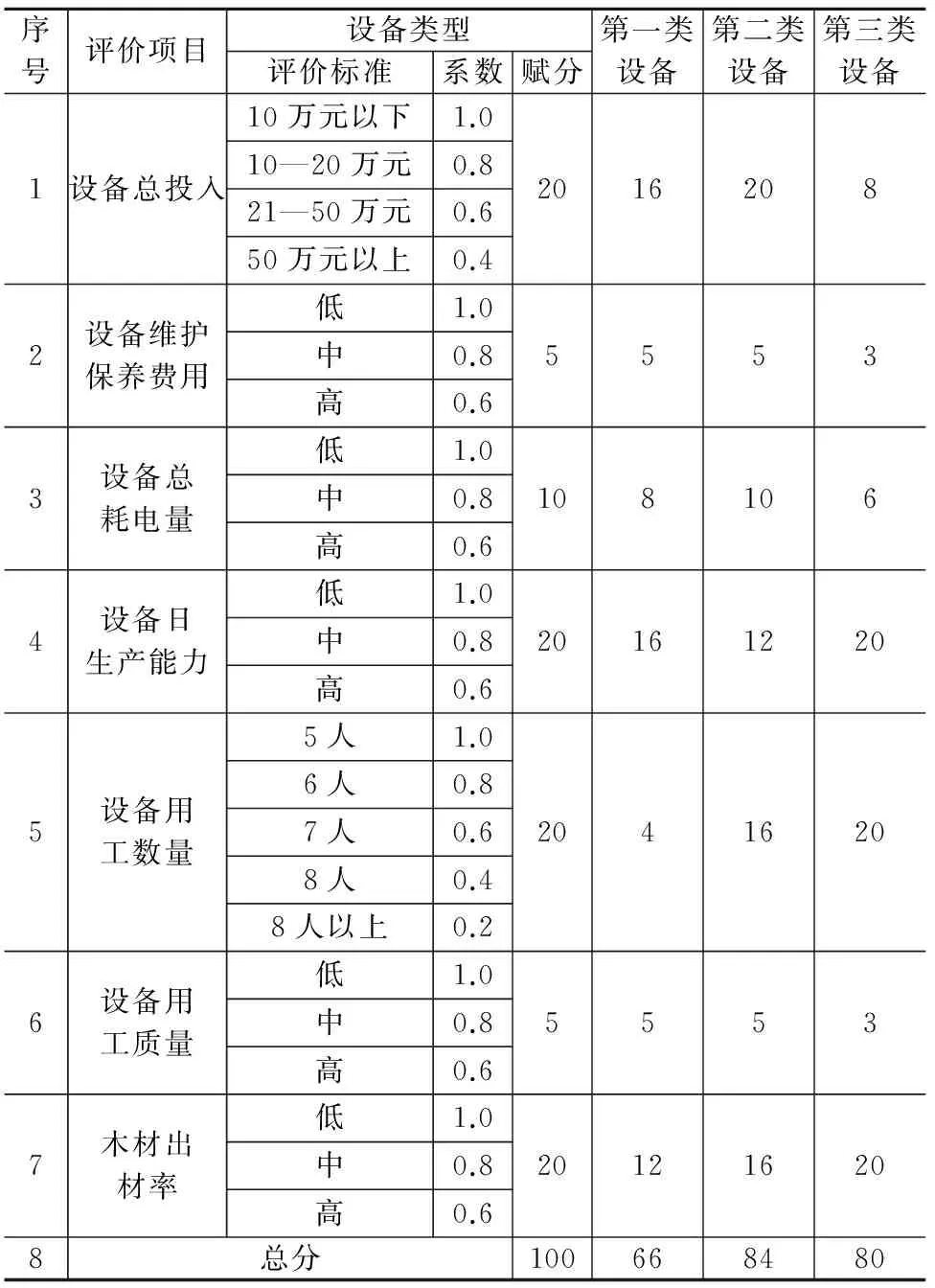
表2 备料工序工艺设备综合评分表
(4)为提高木材的整体利用率,发挥优选锯的强大功能,往往加工的原材料为毛边板。
(5)操作工人技术含量高,劳动强度小。
(6)设备生产能力高,设备可以实现全自动化生产。
2 综合评价(见表2)
3 结论
综上所述,目前辽宁地区集成材企业主要以前两类设备为主进行集成材生产,第三类设备只在阜新飞雪集团有所使用。
优选设备的高工作效率、高出材率被广大集成材企业认可,但目前主要有两方面的原因制约着优选设备的推广与企业的实际应用。主要问题如下:
(1)大型的集成材企业有能力购买优选设备来完善集成材的生产,提高集成材产品出材率,提高生产效率,但目前企业急缺该类设备的操作人员,设备到厂后不能发挥其优越的加工性能,实际使用设备的效率大打折扣,优选性能得不到充分发挥。
(2)设备的维修、保养、配件费用过高,如设备在生产中遇到配件损坏等相关问题,需要比较长的时间配送与维修,进口设备很多核心部件必须从生产国调运,部分核心部件出现问题需总部工程技术人员到厂解决,维修周期比较长,对生产影响比较大。
[1]郝金城.集成材制造技术[M].哈尔滨:东北林业大学出版社,2001.
责任编辑:程 岩
10.3969/j.issn.1674-6341.2015.03.012
2015-03-18
张琦(1979—),男,辽宁本溪人,硕士,讲师。研究方向:家具制造。
TS64
A
1674-6341(2015)03-0028-03
猜你喜欢
装备制造技术(2020年4期)2020-12-25
国际石油经济(2020年5期)2020-06-16
汽车实用技术(2017年18期)2017-10-17
国际木业(2016年8期)2017-01-15
国际木业(2016年3期)2016-12-01
国际木业(2016年1期)2016-12-01
国际木业(2016年12期)2016-03-10
语言与翻译(2015年3期)2015-07-18
商业会计(2014年7期)2014-09-19
自动化博览(2013年9期)2013-09-10