攀钢炼钢厂方坯RH 顶枪枪头结构优化与应用
2015-04-09 12:36崔瑞刚
重型机械 2015年4期
崔瑞刚
(攀钢钒提钒炼钢厂,四川 攀枝花 617000)
0 前言
RH 法炼钢是提高炼钢质量最主要的炉外炼钢方法之一,而顶枪枪头是为RH 法炼钢提供全部气体的唯一设备,其结构的合理与否,直接关系到炼钢的效率和炼钢质量。现有国外RH 法炼钢使用氧气-天然气为炼钢过程提高能量,气体输入设备为多功能顶枪、采用内混式枪头结构;使用的气体中,天然气成分为98% CH4、低发热值为36.59 MJ/m3。而国内RH 法炼钢用焦炉煤气,其主要成分为59.2% H2、23.4% CH4,低发热值仅为17.62 MJ/m3,这种煤气由于是钢铁联合企业内的自产焦炉煤气,能大大的节约RH 精炼设备的投资和使用成本;但是要达到相等的热功率就必须要加大焦炉煤气的使用量。
1 MFB 设备及生产应用
MFB 设备主要由水冷系统、顶枪升降系统、顶枪孔密封装置、供气系统及控制系统等组成。为了保证设备运行安全性,系统设置了顶枪进出水温度差、流量差报警、多个顶枪升降位置极限及火焰检测等装置。其中:MFB 燃烧条件是真空室温度高于800 ℃,通过真空室内热量自燃,通入氧气最大流量为2000 Nm3/H,煤气最大流量600 Nm3/H,通过设备冷却水70 Nm3/H 对枪体全面冷却。MFB 顶枪枪体由外及内分别为进水管、出水管、煤气管、氧气管4 层管道。其中煤气管道的出口为分布均匀的12 个圆孔(改进后),出口为拉瓦尔喷头形式,保证氧气的出口速度和穿透力。
MFB 顶枪连接焦炉煤气、氧气,煤氧燃烧放热可用来烘烤真空室耐材,清除真空室内壁积渣。
1.1 真空室预热升温
真空室砌筑多为镁铬质耐火材料,对温度敏感性高,提高温度,可减少耐火材料剥落侵蚀,提升耐火材料使用寿命,因此确保真空室高温运行是RH 稳定生产的重要前提。
1.1.1 点火方式
根据真空室内温度状况,有两种点火方式:人工点火、自动点火。
人工点火。在现场点燃火把,氮气吹扫管道以后,手动开启煤气阀(煤气流量30~50m3/h),点燃煤气后,逐步调整煤气开口度至煤气流量为400~600 m3/h,调整氧气流量100~150 m3/h,现场下枪至室内待吹点以下烘烤位烘烤。
自动点火。真空室内壁温度达800 ℃以上,内壁砖发红。可在MFB 处于室内待吹点后,确认下枪条件到位,设定烘烤枪位、烘烤流量、煤氧比等参数,点击自动下枪。到了设定高度,MFB 会自动停枪,同时按照设定流量开启氧气、煤气阀。完成自动点火。加热期间可以通过装置在顶枪顶部的火焰监视器对加热进行监护,通过调整加热枪位和加热参数配比调整加热速度,烘烤过程以加热火焰充盈整个真空室,火苗从插入管下端冒出300~350 mm 长为宜,避免烘烤真空室局部,有针对性对真空室下部槽及插入管进行加热,已免形成温度梯度,影响下部槽及插入管使用寿命。
1.1.2 烘烤煤氧比参数
焦炉煤气组成为:H2=55%~60%;CH4=23%~27%;CO=5%~8%及其它。
燃烧反应式如下:
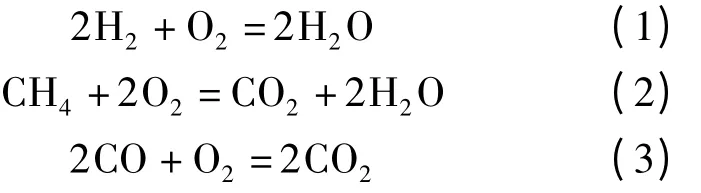
焦炉煤气与氧气充分燃烧的比例为:1∶0.75。
1.1.3 预热状态
MFB 对真空室的加热分冷室烘烤、热室烘烤及在线烘烤。其中冷室烘烤因为真空室内壁温度低于800 ℃以下,故采用人工点火;热室烘烤多是真空室从离线烘烤器吊运到在线后为了弥补温度损失,采用MFB 加热到满足过钢条件,一般真空室烘烤到800 ℃以上。在线烘烤多为双工位过钢间隙对真空室加热。图1、图2为真空室3 种预热状态对应的温度范围及烘烤流量设定。
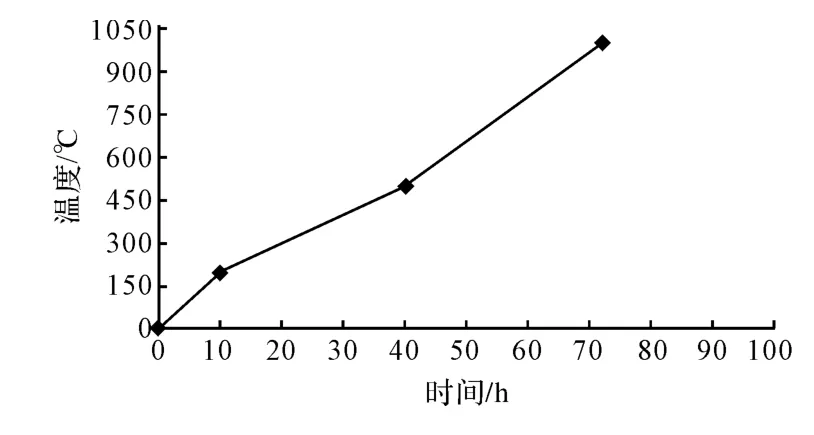
图1 真空室烘烤的升温曲线Fig.1 Vacuum chamber baking temperature curve
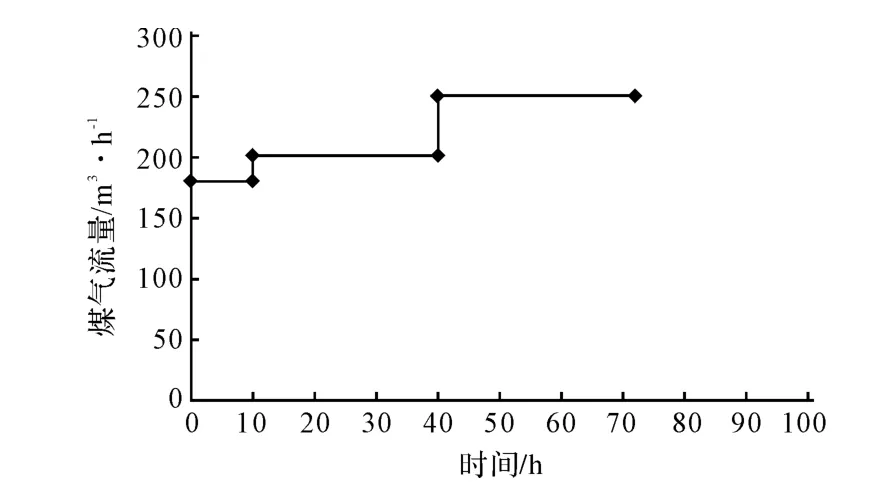
图2 真空室烘烤流量设定曲线Fig.2 Vacuum chamber baking flow set curve
1.2 RH 真空室残渣残钢去除
真空室在抽真空过程中有部分钢包里的钢渣随同钢水进入到真空室内,处理结束,钢水流入到钢包中,而部分钢渣则积聚在真空室内壁上。钢渣含氧量高,在下次抽真空时与钢水中碳氧发生反应,真空情况下,熔渣呈乳化泡末状,在CO 气体带动下发生喷溅,严重时堵塞真空室合金下料口、摄像孔及氧枪孔,影响生产的稳定。同时在真空处理一段时间之后,作为真空抽气的通道,真空室顶部热弯管部位钢渣积聚,阻塞烟气通道,影响抽真空效果,对部分需要脱氢的钢种影响明显。为了保证生产顺行,真空室内壁及真空室顶部热弯管部位的钢渣都必须及时去除。
1.2.1 真空室内壁钢渣的去除
调整MFB 的煤氧比到1∶1.5。利用处理间隙向真空室内富氧烘烤,可快速去除真空室内残钢、残渣。熔渣呈液态状从插入管下口流出。同时氧枪可在真空室内上下自由移动,有效去除整个真空室内残渣,一般流渣频次为生产5 炉钢流渣一次,每次流渣时间控制以大于30 min为宜。
1.2.2 拱顶热弯管积渣清理
RH 真空炉拱顶热弯管属于烟气通道,生产一段时间之后,真空室顶部钢渣积聚,阻塞烟气通道。传统方法是人工安装煤氧枪,从顶部人孔门烧掉积渣。但有如下缺点:
(1)费时费力,劳动强度大。
(2)不安全,烧渣时钢渣飞溅,极易烧伤人和设备。
采用MFB 处理真空室顶部积渣,可方便、安全的清理拱顶积渣。控制合理枪位保证MFB枪出火点可以烧到顶部积渣,煤氧比1∶1.5,利用MFB 产生热量熔化真空室顶部积渣。
图3为真空室拱顶积渣及MFB 顶枪示意图。采用MFB 处理真空室顶部积渣后,去除拱顶气流通道周围积渣效果明显,拱顶MFB 枪孔下及摄像头下积渣大大减少,为稳定安全生产创造了条件。需要注意的是烧渣后第一炉生产时,先用部分合金对真空室内残渣进行预脱氧,防止生产过程发生喷溅。
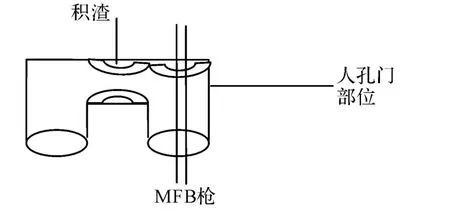
图3 真空室拱顶积渣与MFB 顶枪示意图Fig.3 Vacuum chamber arch slag accumulation and MFB top lance schematic diagram
2 改进前顶枪枪头缺陷
改进前的顶枪枪头如图4。该结构形式是大量的气体在枪头体内混合、便会产生很大的噪音,含H2量较高的焦炉煤气在混合燃烧的过程中,极容易发生回火,烧坏枪头体;而且由于枪头采用的是内混式结构,在现场使用时,由于氧气的压力为1.0 MPa,煤气的压力仅为0.05 MPa,所以加热时,氧气对煤气有较大的阻碍作用,从而使得煤气流量达不到设定值,造成整个炼钢的加热和化渣时间延长,而且煤气燃烧不充分,还会造成枪头体烧损,影响真空生产以及线外真空室插入管的修复。
3 枪头改进方案
本方案所要解决的技术问题是:提供一种噪音小、煤气的流量能稳定达到设定值的RH 法炼钢用顶枪枪头。改进后的枪头如图5 所示。
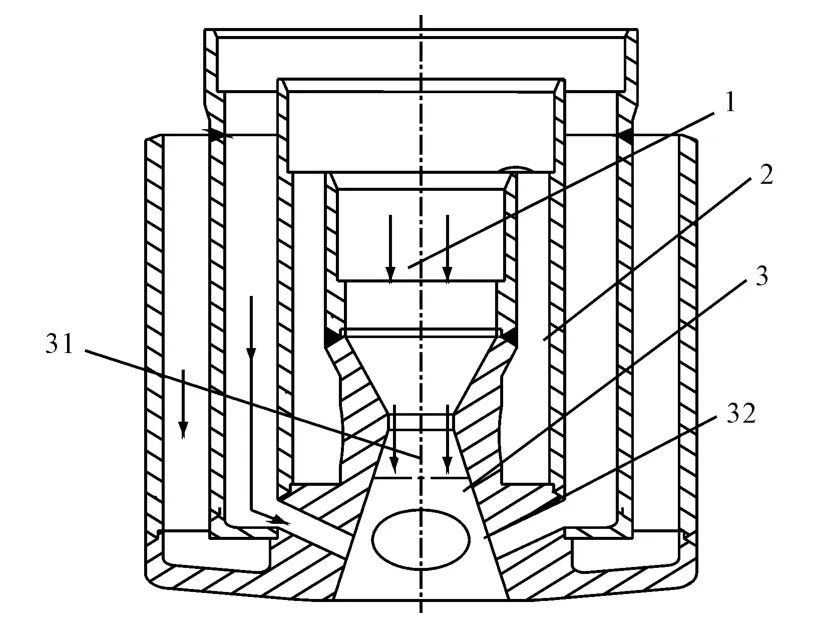
图4 改进前顶枪枪头结构示意图Fig.4 Top gun head structure schematic diagram before improvement
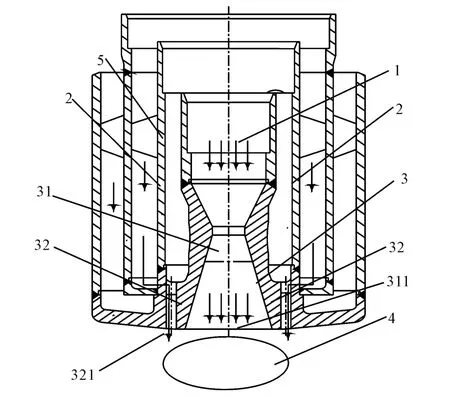
图5 改进后顶枪枪头的结构示意图Fig.5 The improved structure of the top lance head sketch
为解决上述技术问题所采用的技术方案是:一种RH 法炼钢用顶枪枪头,包括在一端至少连接有氧气输送通道和煤气输送通道的枪头体,在枪头体上设置有分别与氧气输送通道和煤气输送通道连通的氧气输送孔和煤气输送孔,氧气输送孔的出口端和煤气输送孔的出气端均位于枪头体另一端的端面上,并在该端面外形成氧气和煤气的混合燃烧区。氧气输送孔位于枪头体的中心部位,煤气输送孔位于氧气输送孔的外侧;氧气输送通道和煤气输送通道分别由位于枪头体同侧的多根同心管构成,位于中心部位、与氧气输送孔连通的同心管构成氧气输送通道,位于氧气输送通道外侧、与煤气输送孔连通的同心管与相邻的同心管构成煤气输送通道。
上述方案的优选方式是,所述氧气输送孔为一个,煤气输送孔为多个;所述多个煤气输送孔均布在氧气输送孔外侧的四周,同时各相邻同心管之间设置有定距加强块。
4 顶枪枪头改进前后的流量、热量对比
热量计算公式如下:
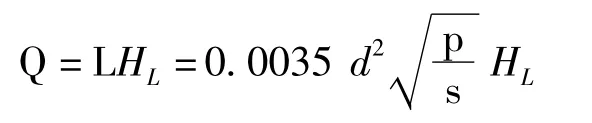
式中,Q为燃气热量,MJ/m3;L为燃气流量,m3/h;HL为燃气低热值,MJ/m3;d为燃气喷嘴孔径,mm;p为燃气压力,Pa;s为燃气相对密度,kg/Nm3。
攀钢焦炉煤气低热值为17.62 MJ/m3,相对密度为0.45 kg/Nm3,煤气压力0.05 MPa。
改进前顶枪枪头的热量为(煤气流量最大能达到450 m3/h):

改进后顶枪枪头的热量为(煤气流量最大能达到600/h):

结构优化后的方坯RH 顶枪枪头于2008 年在某厂2#RH 真空顶枪上开始应用。运用后,加热化渣时在枪头外部进行混合燃烧,这种结构煤气能充分燃烧,避免回火现象的发生,加热时间比原来提高2 h,化渣时间比原来节约1 h,枪头的使用寿命由原来的3 个月延长到现在的1 年,减少了备件费用和职工作业率,提高了RH 生产作业率。
5 结论
(1)通过将设置在顶枪枪头体上的煤气输送孔的出气端从氧气输送孔的内壁改到与氧气输送孔出口端相同的枪头体的外端面上,从而使分别由煤气输送通道、煤气输送孔构成的煤气通道和由氧气输送通道、氧气输送孔构成的氧气通道分开,并在顶枪枪头体外侧形成外混结构的混合燃烧区,这样即使由于使用低热值的自产焦炉煤气而需要加大煤气输入量也不会产生很大的噪音,同时煤气通道和氧气通道各自独立,也不会由于压差原因,造成在输送时氧气对煤气的限制作用,进而保证煤气流量达到设定值,给炼钢提供充足的热量,缩短加热时间和化渣时间。
(2)真空室预热烘烤煤氧比设定1:0.75 可确保煤气燃烧,提高烘烤效果,调整加热枪位、加热参数配比和加热速度,可对整个真空室进行烘烤,避免形成温度梯度,影响下部槽及插入管使用寿命。
(3)真空室流渣煤氧比设定1∶1.5,可有效去除真空室内壁、拱顶积渣,为生产创造条件。
[1]曹胜利.炼钢-连铸新技术800 问[M].冶金工业出版社.2003.
[2]李大明,张文辉,林立平,等.RH 顶吹氧技术在武钢二炼钢厂的应用[J].炼钢,2007,23(06):5-9.
[3]蒋国昌.纯净钢及二次精炼[M],上海:上海科学技术出版社,1996.
[4]古隆建.新日铁广钿厂开发的RH-MFB 技术[J].攀钢技术,1998(1):57-65.
[5]彭其春,陈永金.涟钢RH-MFB 试生产钢水质量分析[J].武汉科技大学学报,2008,31 (2):10-16.
[6]赵沛,成国光.炉外精炼及铁水预处理使用技术手册[M].北京:冶金工业出版社,2004.
[7]王雅珍,张岩,张红文.氧气顶吹转炉炼钢工艺与设备[M].冶金工业出版社,2003.
[8]王晶,郑长龙.中学化学书课本九年级上册[M].人民教育出版社,2012.
[9]达道安.真空设计手册[M].国防工业出版社,2004.
[10]任形,董伟光.RH 钢水真空循环脱气装置的发展及现状[J].重型机械.2012(S1).9-14.
[11]刘建功,张钊,刘良田.武钢RH 多功能真空精炼技术开发[J].钢铁.1999,15(1).
[12]程刚.RH 真空处理设备冶金功能的应用[J].武钢技术.1996 (5).
[13]牛显明,赵丽琴,吴阳,等.热挤压成形工艺技术在氧枪喷头中的应用[J].兰州理工大学学报,2004(5).
[14]袁章福,潘贻芳.炼钢氧枪技术[M].北京:冶金工业出版社.2007.
[15]吴维轩,王春锋,胡俊辉,等.武钢CSP 产线150tRH 炉MFB 顶枪的应用[C].2013 年炼钢年会,119.
猜你喜欢
山东冶金(2022年4期)2022-09-14
昆钢科技(2022年1期)2022-04-19
昆钢科技(2022年1期)2022-04-19
四川化工(2022年1期)2022-03-12
四川化工(2022年1期)2022-03-12
新疆钢铁(2021年1期)2021-10-14
新疆钢铁(2021年1期)2021-10-14
建材发展导向(2021年14期)2021-08-23
昆钢科技(2021年6期)2021-03-09
中学生数理化·中考版(2020年12期)2021-01-18