
六横电厂焊接工程关键焊接技术
2015-04-23 05:15乐群立李云成夏力陈培杰
金属加工(热加工) 2015年24期
乐群立 李云成 夏力 陈培杰
1. 项目概况及焊接特点
浙江浙能六横电厂位于浙江省舟山本岛南面的六横岛东北部,距离舟山本岛约40km,距离宁波北仑区大陆约16km,地处我国东南沿海,长江口南侧,杭州湾外缘的东海洋面上。本工程建设两台1 000MW超超临界燃煤汽轮发电机组,同步建设烟气脱硫和脱硝装置,并留有扩建余地。锅炉主设备是由北京巴布科克·威尔科克斯有限公司(以下简称“巴威公司”)设计制造,汽轮机由东方电气集团东方汽轮机有限公司设计制造,发电机由东方电气集团东方电机有限公司设计制造,四大管道及汽机附属管道由浙江省电力设计院设计。本公司负责设备的安装和检验,主体安装工程于2012年9月28日正式开工建设,2015年9月17日正式移交投产。
本工程为巴威公司设计制造的首台百万燃煤锅炉,因此安装焊接施工难度也增大,特别是后炉膛,焊口布置紧凑,部分焊口焊接时困难。本工程主要涉及的钢种有T/P92、T/P91、HR3C及SUPER304等十几种钢材,钢管的外径为32~1 600mm、厚度为2~146.5mm。由于是超超临界百万机组,本工程现场安装焊口数量众多,受监焊口共141 386只,其中锅炉侧焊口127 538只,汽机侧焊口13 848只。主体工程焊接还包括钢结构、平台扶梯、锅炉密封焊接、烟风道制作安装、低压缸拼装、凝汽器拼装及安装等,工程全貌如图1所示。
2. 关键焊接工艺及新技术

图1 工程全貌
(1)新焊材的运用 使用新型焊材(瑞士奥林康)代替SA335P92原有焊接工艺所采用的焊材(德国蒂森和英国曼彻特),并在原有P92焊接技术的基础上进行了技术的改进研究,优化完善了P92钢焊接技术,如图2所示。通过六横电厂项目的实施,各项技术指标均达到有关规定要求,实用化程度高。该焊接工艺的使用,在保证和提高焊接质量的同时,提高了P92钢的综合性价比。一是焊工在焊接时的可操作性更好,减少了焊接打磨与返修的成本;二是该焊材价格较低、采购周期短,节约焊接的成本;三是有利于促进焊材采购行业的发展,便于施工等特点。新型焊材、新工艺的使用让焊工技能在一定程度上得到了飞跃,增强了施工的灵活性和可控性,并且在焊材选择上有了新的方向,使公司应对突发状况上有了新的应对方案,增强了公司的竞争力,对其他项目SA335P92安装焊接具有借鉴和推广价值。

图2 焊接人员正在使用新型焊材进行SA335P92安装焊口的焊接工作
(2)提高T91、T92小径管焊口一次合格率 超超临界百万机组T91、T92马氏体耐热钢焊口众多,该类钢焊接易产生各种缺陷,为提高焊接一次合格率,确保焊接工程质量,采用以下技术。
第一,改进氩弧焊收口操作方式。由于T91、T92钢的合金成分很高,熔池凝固的很快,收口接头难度大,考虑到这一点,我们将收口接头处沿着焊接方向打磨成8~10mm长的斜坡状,以利于焊接熔池过渡连接,如图3所示。
严格按照焊接工艺卡的要求控制焊接电流和焊接速度,焊接电流不宜过大或过小,焊接速度适中。
采用合理的焊枪角度。加丝前,焊枪左右摆动先期预热以确保两侧母材和底层焊缝金属具有一定的温度,保证铁液的流动性,加丝完成后,继续施焊5~6mm熄弧,期间不能停留。
第二,改进充氩方法。利用废弃的铠装热电偶,将外套管压扁到2mm左右,制作成专用充氩工具进行坡口内充氩,经验证明效果非常好,如图4所示。在同样保证充氩效果的前提下,由于铠装热电偶外套制作的充氩工具的外壁厚度比采用割刀制作的充氩工具薄的多,插入坡口充氩时不会影响对口间隙,且能适用于各种坡口的间隙,对口时在焊接工艺允许的范围内尽量减小坡口间隙,有效地提高了焊接质量、工作效率和施工成本。
(3)热段堵板阀两侧焊口焊后热处理关键技术 热段堵板阀阀体材质为A335P92、方型、较厚,与热段管道壁厚相比厚很多,阀门两侧安装焊缝离堵板阀很近(只有150mm),导致热处理包扎难度大、温度测点难以布控。为保证焊后热处理的一次合格,对热段堵板阀阀体左右两焊口同时进行热处理。每只焊口布置4根热电偶进行控温,另外在堵板阀阀体再布置2根热电偶以监控防止阀体温度超温;每只焊口采用了5块履带加热器,堵板阀阀体采用6块履带加热器进行辅助加热;采用一台DWK—A—360型热处理设备进行热处理,其中热处理机的4个炉号加热8个点控温,2个炉号4个点进行辅助监测,两只焊口同时进行热处理,如图5所示。热处理完成后焊接接头经硬度、金相检验均合格。
3. 焊接设备应用情况
焊接设备大量选用了焊接特性良好、稳定可靠的山东奥太ZX7—400型逆变焊机和部分日本松下焊机,其中钛管焊接采用了全自动氩弧自熔机器人,所有使用的焊机容量均能满足焊接参数的要求。焊机由机化工区统一管理。施工区域的电焊机采用集中布置,每台机组配置焊机约320台,电焊机根据工程进度和工作量分布在锅炉房和汽机房的各主要施工层以及地面组装场地、配管场等位置,充分满足了施工的需要。

图3 收口方式
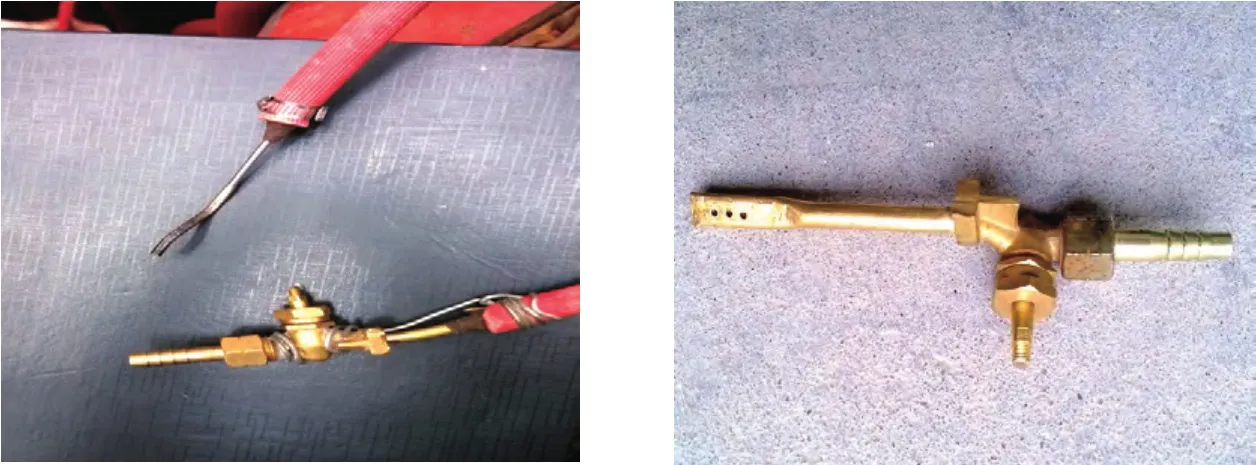
图4 充氩工具

图5 堵板阀热处理
由于是超超临界机组,用到的高合金钢管材较多,相应的热处理焊口数量也较多,本工程共20 516只热处理焊口,热处理工作量非常大。针对这种情况,配备了16台DWK—A—360型热处理电脑温控设备,这些设备是都以集装箱的形式布置,集装箱内部装有空调,避免由于昼夜温差原因影响热处理质量。热处理设备主要布置在锅炉炉顶大板梁、汽机房17m层、地面组合场、配管场,并根据工程进展情况灵活进行调配。
焊接练习房的设置:针对本项目工程锅炉受热面困难位置焊口数量众多,为了确保焊工技能素质和技术水平稳定性,有效控制和保证焊接接头质量,项目在开工前就专门布置了一间焊接练习房。针对锅炉焊口的困难位置,在练习房内进行模拟练习,经考核合格方准上岗焊接。练习房设置了8个练习工位,8个练习工位架,8台逆变电焊机,1台座式砂轮机,4个排风扇,2个电源箱。
4. 焊接材料的应用和进口焊材的管理
项目部设立唯一的焊材库,所有焊材统一管理。依据公司物资采购程序,焊材由项目物资部根据各施工单位的需求进行统一采购。焊材进货、验收由物资部焊材管理员负责,会同项目部质量专工、技术专工进行进货验证,验证时要求外包装完好、焊材质保书必须齐全,合金钢焊材还需进行光谱复核检验。焊条验收时,还需进行焊条端部的锥度检查、药皮的偏芯度检查、药皮剥离试验和落地试验等,合格后方能进入焊材库。焊材库设两间库房,即一间为焊材储存间,另一间为焊材烘干发放间。焊材烘干库房内设置远红外高低温程控焊条烘干箱12台,储存间内配备4台除湿器、1台温湿度计,棚顶布置30盏250W红外线灯,储存间地面铺设防潮材料,保持库内温湿度在标准范围内,焊材的库房设施、环境能够满足焊材的储存要求。焊材储存间内焊材分区存放,分碳钢区、合金钢区和不锈钢区,各区内堆放整齐,标识清析,不同批号焊材有明显的物理间隔。焊材库容量40 000kg,日发放能力为2 000kg。
(1)进口焊材的管理 进口焊材的订货必须采用国外大中型名牌焊材企业生产的焊材。进口焊材采购周期一般较长,为确保不影响现场施工的需要,要求提前一个月申报计划采购。焊材应符合对应国家标准要求,每批购进的焊材,同型号、同规格的焊材要求同一批号。订货时,焊材制造厂必须提供产品质量合格证明书并进行相应的试验,否则拒绝入库。
(2)进口焊材的检验项目和方法 焊材必须包装完好、标记清楚、不得雨淋受潮。审查质量保证书的内容:内容不详、或制造标准不符、或与实物不符的拒绝验收。质量证明书上必须有生产厂家的印章,否则无效。焊条、焊丝应包括型号、牌号、规格、制造标准、生产厂、生产日期、批号及化学成分等内容。
(3)进口焊材的复验 所用进口焊材入库前必须按批号进行光谱复验,合格后方可使用。
焊条复验的项目:第一,外观检验:药皮是否有裂纹、气泡、杂质及剥落等缺陷,焊芯不应有腐蚀,焊条的偏心度,药皮的强度等。
第二,工艺性能试验:引弧的难易、电弧的稳定性、再引弧性能、飞溅的大小、脱渣性能。
第三,对合金钢焊材熔敷金属的化学成分进行光谱分析检测。
焊丝复验项目:第一, 外观检验:表面是否光滑、有无腐蚀和其他缺陷。
第二,对焊丝的化学成分进行光谱分析检测。
对于复检不合格的焊材,项目物资部负责退货。供应商若连续两批不合格,则将其排除在合格供应商名单之外,不允许从其处购置焊材。
5. 结语
浙江浙能六横电厂焊接施工,采用科学规范的焊接施工管理模式,以焊接专业组形式进行专项规范管理,严肃焊接工艺纪律,严把焊接质量关,注重过程的细节管理,所有焊口在锅炉水压试验和试运行阶段无一泄漏。
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23
节能与环保(2022年3期)2022-04-26
全面腐蚀控制(2020年3期)2020-02-27
电焊机(2019年9期)2019-09-28
压力容器(2019年3期)2019-05-13
中小企业管理与科技(2018年16期)2018-11-07
科技风(2018年9期)2018-05-14
石油化工建设(2018年6期)2018-04-22
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
