
模具的高效率粗加工及最佳刀具的活用技术
2015-05-08 09:14黛杰硬质合金工具供稿
金属加工(冷加工) 2015年21期
黛杰硬质合金工具供稿
在模具切削加工业界中,大家都在寻求更能缩短生产周期、降低成本的方法。在粗加工工序的高效率化方面,传统地机夹式球头端铣刀等只能单纯的加大切深和进给,导致加工时产生的负荷过大,很难实现真正的高效率加工。所以,为了实现大切屑排出量,活用机夹式圆角刀来加工成为主流。下面介绍本公司的两款可以提高加工效率的产品。
1. 双面SKS
双面SKS是实现极致的高进给的加工刀具,同时兼顾了成本问题。采用单面可用3个刃口、两面共6个刃口的设计。具有以下特点:
(1)低阻力型刀片刃形。刀片外周切削刃部的后角设计成负角,使内刃的后角成为正角,后角面成Z字形。因此,切削刃部充分确保了刀尖强度,同时可以扩大前角,使其切削阻力比传统的正角形高进给刀具更低。另外,由于内刃的后角为正角,刀具的耐崩刃性能和传统的正角形高进给刀具相同。φ63mm的刀盘,其进刀倾斜角最大为3°。
(2)防止刀片转动设计。刀片的紧固面设计成楔形,使刀片可以完全紧固在刀盘上,同时只要1个螺钉的力量,就可防止切削时阻力带给刀片的振动。
(3)最佳的切削刃角及切削刃长。轴方向的最大切深量为3mm,最适当的外周切削刃角及切削刃长,L/D=6以上的大悬长加工也能稳定地高进给加工。
(4)高强度刀片形状。7.5mm的加厚型刀片,断面强度是传统正角刀片的约1.5倍。更适合用于重切削及强断续切削。由此,最大轴方向的切削量ap=3mm,每刃进给量fz=2mm/t的大切深、高进给加工成为现实,大幅提高了每单位时间的切屑排出量。
(5)采用新开发的(JC7560)的PVD涂层。该材质的母材具有良好的耐热龟裂性及耐崩刃性能,且涂层被膜采用了不只仅有耐磨损层,还加上了低摩擦系数、耐氧化性良好的耐热层等多层涂膜组合。在大切深、高进给加工中,由于不散热、冲击大等问题容易引起热龟裂及由此带来的崩刃,导致寿命短。

图 1
2. EX-SKS的切削性能
下面是EX-SKS的切削性能测试结果:
(1)切削阻力的评价。加工的材料为碳素钢(S50C),使用机床为BT50的立式加工中心,刀盘型号为EXSKS-5063R(φ63mm×5N),刀片型号为WNMU090720ZER-PM,刀片材质为JC7560,加工参数:vc=150m/min、fz=1.5mm/t、ap=1.5mm、ae=40mm,顺铣、风冷,只装1片刀片测试。
EX-SKS、本公司传统正角刀片、及D公司负角高进给刀片的切削阻力比较如图1所示。EX-SKS与本公司传统正角刀片相比,切削阻力降低了18%。与D公司的相比,降低了10%。
(2)寿命的评价。加工的材料为预硬钢(P20),加工机床为B T50的立式加工中心,刀盘型号为EXSKS-5063R(φ63m m×5N),刀片型号为WNMU090720ZER-PM,刀片材质为JC7560,加工参数为vc=150m/min、fz=2.0mm/t、ap=2.0mm、ae=45mm,顺铣+逆铣、风冷,只装1片刀片测试。
图2是E X-S K S传统材质JC8050和新材质JC7560,以及D公司的负角高进给刀具的寿命比较图。D公司刀盘切削17.5m后,刀片大面积崩刃,传统的JC8050材质切削35m后,刀片产生热龟裂,寿命短。而新材质JC7560切削长达112m,刀片每个切削刃的总切屑排出量约为5L,结果良好。
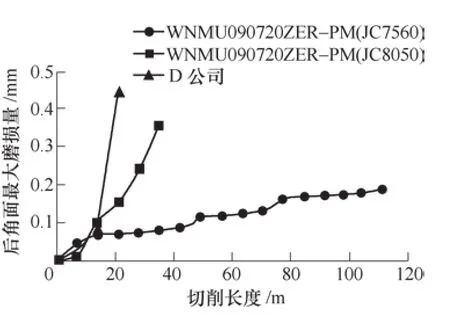
图 2
3. 大圆角刀WDR
(1)大圆角刀W D R的特点。大圆角刀WDR是一款粗加工用高效率的机夹式圆角刀,具有以下特点:
采用真实R的圆角刀片,刀片采用真实R10mm的圆角。提高了刀片刀尖强度,在加工铸件等表面余量不均匀的工件或凸凹大的复杂形状的工件时,仍能稳定加工。刀片有带断屑槽的YDMT1505100ZER及不带断屑槽的YDMW1505100ZTR(见图3)。另外,大圆角的设计比传统的模具加工用使用较多的机夹式球刀刚性好,可以抑制加工时产生的振动。并且加大了加工时的步距,改善了加工效率(见图4)。
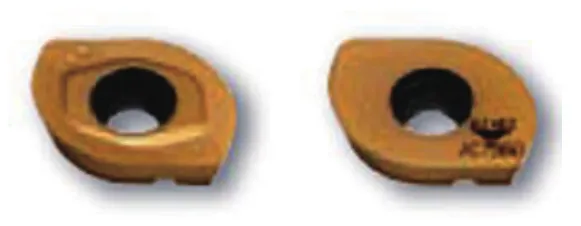
图 3
防止刀片转动设计,大圆角刀WDR刀片的紧固方式并不是传统的双压紧式,而是简单的单压紧式。但在刀片的底面及刀体装刀片处设计了防止刀片转动的键槽,亦能提高坚固的效果(见图5)。同时,简易的单压紧式,提高了更换刀片的操作性。
采用新P V D涂层的(JC7560)材质,和上述的EXSKS一样,大圆角刀WDR的刀片材质也是采用了新研发的PVD(JC7560)材质。本材质实现了耐热龟裂性、耐崩刃性、耐磨损性能的最佳化,从软料到35HRC以下的预硬钢粗加工,可发挥长寿命。

图 4

图 5
(2)大圆角刀W D R的切削性能。加工的材料为碳素钢(S53C),使用的刀具为大圆角刀WDR,使用的机床为BT50的立式加工中心,刀盘型号为WDR-4063R(φ63mm×4N),刀片型号为YDMT1505100ZER,刀片材质为JC7560,加工参数为vc=180m/min、fz=0.7mm/t、ap=3.0mm、ae=40mm、顺铣+逆铣、风冷,只装1片刀片测试。
图6所示是大圆角刀W D R传统材质JC8050刀片、新材质JC7560刀片及A公司的类似产品的寿命比较。传统的JC8050材质切削长为80m。A公司的刀盘在切削60m后产生热龟裂,使磨损加大寿命短。而新材质JC7560刀片,切削80m后,后角面的最大磨损量未超过0.2mm,仍可继续使用。
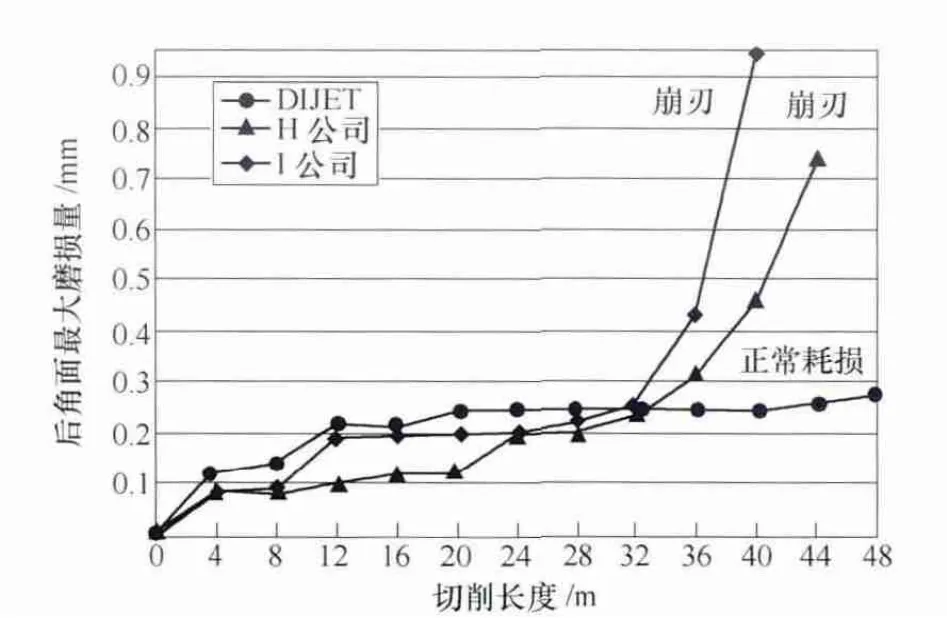
图 6
4. 大圆角刀WDR加工实例
附表所示为改善加工效率、提高加工寿命的汽车冲压模具(材料:F C250)的粗加工实例。

与现用的A公司产品相比,每单位时间的切屑排出量约为1.4倍。加工2h后,刀片有微小的正常磨损,仍可继续使用。
5. 结语
以上所述为EX-SKS及大圆角WDR的特长和性能。有效地使用本文介绍的刀具,可使切削排出量更多,制造成本更低。
模具制造中,大家都在追求利用切削加工来提高生产效率,更进一步地降低成本。今后,黛杰仍会紧跟用户的需求,提供新产品及新的加工技术,更进一步地提高加工效率,满足用户的需求。
猜你喜欢
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
电子技术与软件工程(2021年8期)2021-06-16
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年8期)2018-10-09
中国水利水电科学研究院学报(2018年3期)2018-07-20
农机使用与维修(2018年2期)2018-02-26
制造技术与机床(2017年7期)2018-01-19
隧道建设(中英文)(2017年10期)2017-11-07
浙江大学学报(工学版)(2016年11期)2016-06-05
