PE燃气电熔管件电熔连接耐气密性分析
2015-06-09 09:38董善波
橡塑技术与装备 2015年14期
董善波
(宁波市科技园区新力塑业有限公司,浙江 宁波 315503)
1 实验初期准备
1.1 主要材料
聚乙烯:PE100,北欧化工(上海卜力贸易有限公司经销);PE100专用黄色母料:北欧化工(上海卜力贸易有限公司经销);铜电阻丝:Dn006,宁波飞虹联合新材料有限公司;电阻丝包覆线:宁波市高新区盛海电线有限公司。
1.2 仪器设备
注塑机:HTK450X1,中国海天公司;模具:Dn75,黄岩市四通模具厂;电熔焊接机:DRJ—III,杭州环众电子设备有限公司;管材耐压试验机:XGY—B系列,石家庄开发区中实检测设备有限公司;熔体流动速率仪:XNR—400B,长春长城试验机有限公司;直流低电阻测试仪:TH2513,常州市同惠电子有限公司。
1.3 试样制备
工作人员应严格按照一定规范进行管件配比,主要数值是PE燃气管件专用料和专用色母粒按质量比100∶1.5[1]。工作人员要用自动吸料机,将这些混合料加入到注塑机的上料斗中,然后生产出Dn75型号的PE燃气电熔管件,生产出这种管件后,要在常温环境下,放置24 h。工作人员要使用和电熔机同种规格的PE燃气管,进行电熔连接,记录测试的试用试样。
1.4 性能测试
工作人员要测定PE燃气管件,然后分析管件在电熔连接中的耐气密性。PE燃气管件,在出模具后,要在室温环境下,放置24 h,然后和管材电熔进行妥善连接。工作人员要分析试样在室温放置24 h后,在气体打压下的影响,分析压力在什么数值下,管材可能会漏气,在哪个连接部位。
2 PE燃气电熔管件电熔连接耐气密性分析
2.1 铜电阻丝外包覆料
PE燃气管件主要是由PE100和专用的黄色母料共同生存出的,这种材料的熔体质量流动速率比较固定,一般都在0.64 g/10 min左右,要想改变这个数值,工作人员可以改变外在的电阻丝包覆材料,这个过程可以通过改变PE100和专用黄色母料实现[2]。不同的比例能够生产出不同的混合料,并具有不同的性质,在电熔连接中,气密性也有所不同。图1为包覆料与气密性之间的联系。
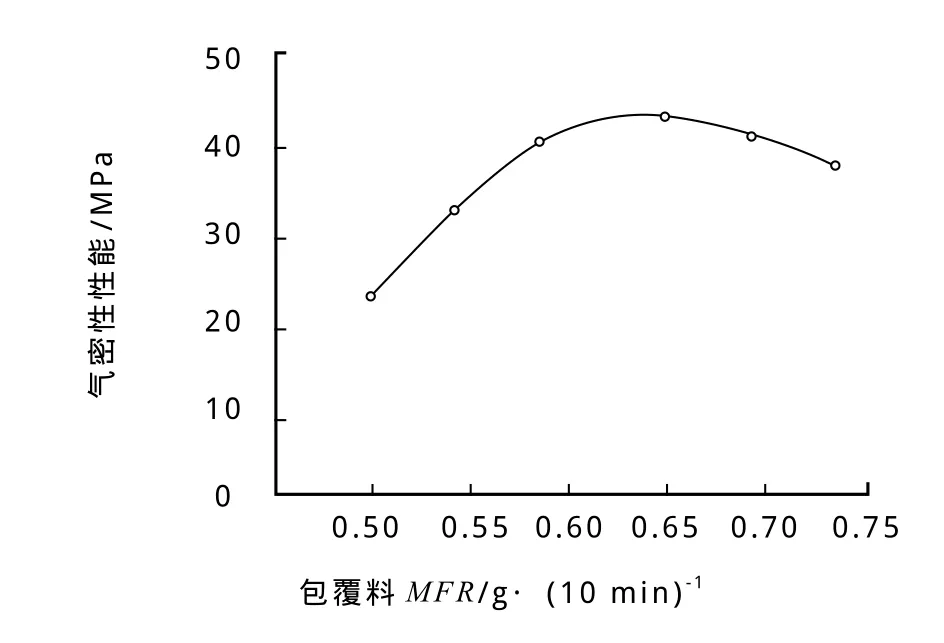
图1 包覆料与PE燃气管件电熔连接气密性之间的联系
从图1中可以看出,包覆料的MFR比较大时,能够导致PE燃气电熔管件的耐气密性增加。当包覆料的数值增加到0.64 g/10 min时,PE燃气管件的气密性达到最高点[3]。之后,即使包覆料的MFR继续升高,PE燃气管件的气密性也不会增加,反而会降低。产生这种情况的原因主要是相似相容原理,高分子材料具有相似的理化性能,就具有较好的相容效果。在实验中,同一种树脂,MFR的相容性越高,能够达到的相容性也就越高,所以在与管材的电熔连接中,PE燃气管件与管材MFR比较相近,其电熔连接后的气密性也比较好。
2.2 铜电阻丝通电时间
工作人员要选用合适的电阻,对管材、管件的熔体质量流动速率进行控制,从而生产出规定规格的管材。在实验分析中,PE燃气管件会受到通电阻丝通电时间的影响,通电时间越长,PE燃气管件在电熔连接中的气密性就越高,但是其有峰值,当通电时间达到80 s时,PE燃气管件在电熔连接中的气密性最高,即使通电时间继续延长,PE燃气管件的气密性也不会增加,反而会降低。出现这种情况的主要原因是,当通电时间不达标时,PE燃气管件与其他管材之间没有充分熔融,有间隙存在,所以电熔连接的气密性不好,而超过峰值后,随着时间的增长,这种熔融效果会逐渐冷却,并有空洞产生。只有适当的通电,才能避免管件和管材之间出现裂缝和空洞,影响电熔连接的气密性。
2.3 铜电阻丝的电阻
工作人员通过改变铜电阻丝的圈数,能够改变铜电阻丝的电阻,从而对通电时间进行控制。在使用规定不同的PE燃气电熔管件中,工作人员要记录管件和管材之间的的气密性连接,对PE燃气管件与其他管材电熔连接的气密性进行分析,结果如图2所示。
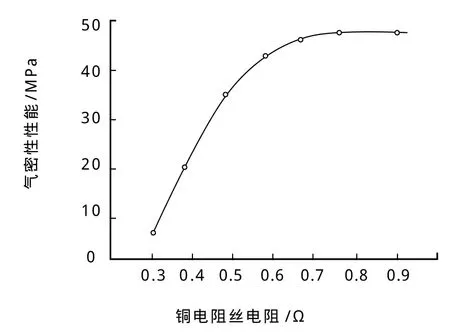
图2 电阻对PE燃气管件电熔连接的气密性的影响
从图2可知,铜电阻丝电阻升高时,能够导致PE燃气电熔管件的耐气密性增加。当铜电阻丝电阻增加到0.8Ω时,PE燃气管件的气密性达到最高点,并趋于稳定。
2.4 管材、管件配合尺寸
工作人员要选用合适的电阻,对管材、管件的熔体质量流动速率进行控制,从而生产出规定规格的管材。通过改变PE燃气管件外径尺寸,会改变PE燃气管件和管材之间的关系。工作人员记录这种试验结果,分析电熔连接后,PE燃气管材的耐气密性,具体情况如图3所示。
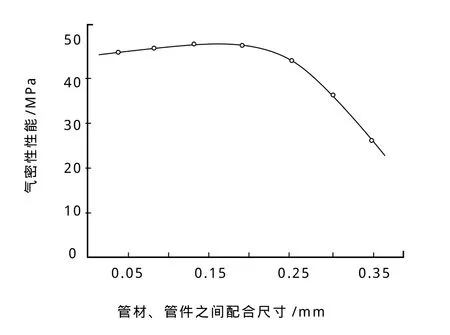
图3 管材、管件配合尺寸对管件电熔连接气密性的影响
从图3中可以看出,PE燃气管件、电熔管件之间的配合尺寸增大,能够导致PE燃气电熔管件的耐气密性降低。当管件之间的配合尺寸增加到0.26 mm时,PE燃气管件的气密性开始降低。出现这种情况是因为PE燃气管材和电熔管件之间,没有充分填实,并有一定孔隙,在冷却之后形成空洞,影响了电熔连接的气密性。
3 结束语
通过上文对PE燃气管件电熔连接气密性分析,工作人员在进行PE燃气管件电熔连接时,要充分考虑铜电阻丝外包覆料MFR、铜电阻丝通电时间、铜电阻丝电阻大小、PE燃气管材、电熔管件之间的配合尺寸等因素,避免其对电熔连接后的气密性产生较大的影响。工作人员要生产一定规格的PE燃气电熔管件,考虑自身的实际时间,合理配置包覆料的比例0.64 g/10 min,保证通电时间为80 s,铜电阻丝电阻为0.8 Ω,PE燃气管材、电熔管件之间的配合尺寸在0.05~0.2 mm。具备这些条件之后,生产的PE燃气管件能够在电熔连接中达到的耐气密性最为理想。
[1]袁飞. PE燃气电熔管件电熔连接耐气密性的研究[J]. 塑料工业,2010,04:45~47.
[2]徐松强. PE燃气管道连接方式探讨[J]. 煤气与热力,2010,03:6~8.
[3]袁飞,黄强. PP-B电熔管件的研究及应用[J]. 现代塑料加工应用,2010,04:31~33.
猜你喜欢
汽车工程师(2021年12期)2022-01-17
红蜻蜓·中年级(2021年2期)2021-09-10
建材发展导向(2021年12期)2021-07-22
煤气与热力(2021年3期)2021-06-09
科学与财富(2021年34期)2021-05-10
陶瓷学报(2020年2期)2020-10-27
装备制造技术(2020年12期)2020-05-22
数理化解题研究(2019年22期)2019-08-26
科技信息·下旬刊(2018年4期)2018-10-21
自动化学报(2018年7期)2018-08-20