石脑油型加氢裂化技术及装置设计
2015-09-03 10:56夏强斌
石油炼制与化工 2015年6期
夏 强 斌
(中海油气(泰州)石化有限公司,江苏 泰州 225300)
石脑油型加氢裂化技术及装置设计
夏 强 斌
(中海油气(泰州)石化有限公司,江苏 泰州 225300)
对石脑油型加氢裂化反应过程影响因素进行了研究,结果表明:转化深度的提高有利于增产重石脑油,但选择性和芳烃潜含量有所下降,氢分压的变化对重石脑油收率、选择性和芳烃潜含量影响较小,循环重石脑油以上馏分,可获得更高的重石脑油选择性且重石脑油收率可达68%以上。根据中国石化石油化工科学研究院石脑油型加氢裂化技术试验结果,设计了1 500 kta加氢裂化装置,采用尾油馏分循环生产石脑油和柴油馏分方案,可为炼油厂每年提供700 kt以上的重整装置原料,满足重整装置生产的需求。
加氢裂化 石脑油 重整料
随着我国石化工业的迅速发展,化工原料的需求迅速增长[1-2]。在我国,由于轻烃资源匮乏,蒸汽裂解制乙烯装置的原料几乎全部为石脑油和重质原料,在乙烯、芳烃市场需求的强劲带动下,炼油行业面临着增产乙烯原料、芳烃原料以及增产高辛烷值汽油调合组分争夺石脑油资源的状况[3]。
催化重整汽油是高辛烷值汽油调合组分,欧美等发达国家汽油池中重整汽油已达到1/3;重整芳烃是化工行业的重要基础原料;重整氢气则可为炼油厂提供廉价氢源,能满足炼油厂50%以上的氢气需求[4]。目前,石脑油原料短缺在一定程度上已成为制约我国催化重整发展的重要因素,扩大重整装置原料来源已经成为发展催化重整的关键。加氢裂化技术以减压蜡油、焦化蜡油等重质油为原料,可生产石脑油、喷气燃料、柴油及尾油等,其重石脑油馏分产品具有硫、氮含量低,芳烃潜含量高等特点,可作为优质的重整装置原料,是炼油厂增产重整料的有效途径。
中海油气(泰州)石化有限公司(简称泰州石化)一体化项目拟建设一套1 500 kt/a加氢裂化装置,加工直馏蜡油和焦化蜡油的混合油,以石脑油和柴油为主要目的产品,产品重石脑油馏分作为重整装置进料,满足芳烃生产的需要。本文对泰州石化一体化项目拟建设的1 500 kt/a加氢裂化装置设计情况进行简要介绍,结合该装置生产需要考察工艺条件和工艺流程对重石脑油收率和选择性的影响。
1 石脑油型加氢裂化技术
石脑油型加氢裂化技术由于以重石脑油馏分为主要目标产品,通常具有转化深度高的特点,而高转化率下装置的干气、液化气产率会大幅增加,重石脑油选择性下降,氢耗上升。
石脑油型加氢裂化技术采用轻油型加氢裂化催化剂,通常为高活性非贵金属分子筛催化剂,具有分子筛含量高、裂化活性高等特点。国内外各大石油公司均开发了各自的轻油型加氢裂化催化剂,如UOP公司的HC-29,HC-185,HC-190;Chevron公司的ICR D210;Albemarle公司的KF2710,KF2711,KF2715;Shell公司的Z-853和Z-863等;近年来中国石化石油化工科学研究院(简称石科院)、中国石化抚顺石油化工研究院也开发出了系列的石脑油型加氢裂化催化剂,如RT-5,RHC-5,FC-24等。
2 石脑油型加氢裂化反应过程影响因素研究
为优化石脑油型加氢裂化装置的操作,采用石科院开发的配套催化剂,开展了石脑油型加氢裂化反应过程影响因素研究。
试验以一种VGO和CGO混合油为原料,性质见表1。试验在3 L加氢裂化装置上进行,精制段采用石科院开发的脱氮性能强、芳烃饱和性能好的RN系列加氢精制催化剂,裂化段采用石科院开发的活性高、重石脑油选择性好的RHC-5加氢裂化催化剂。
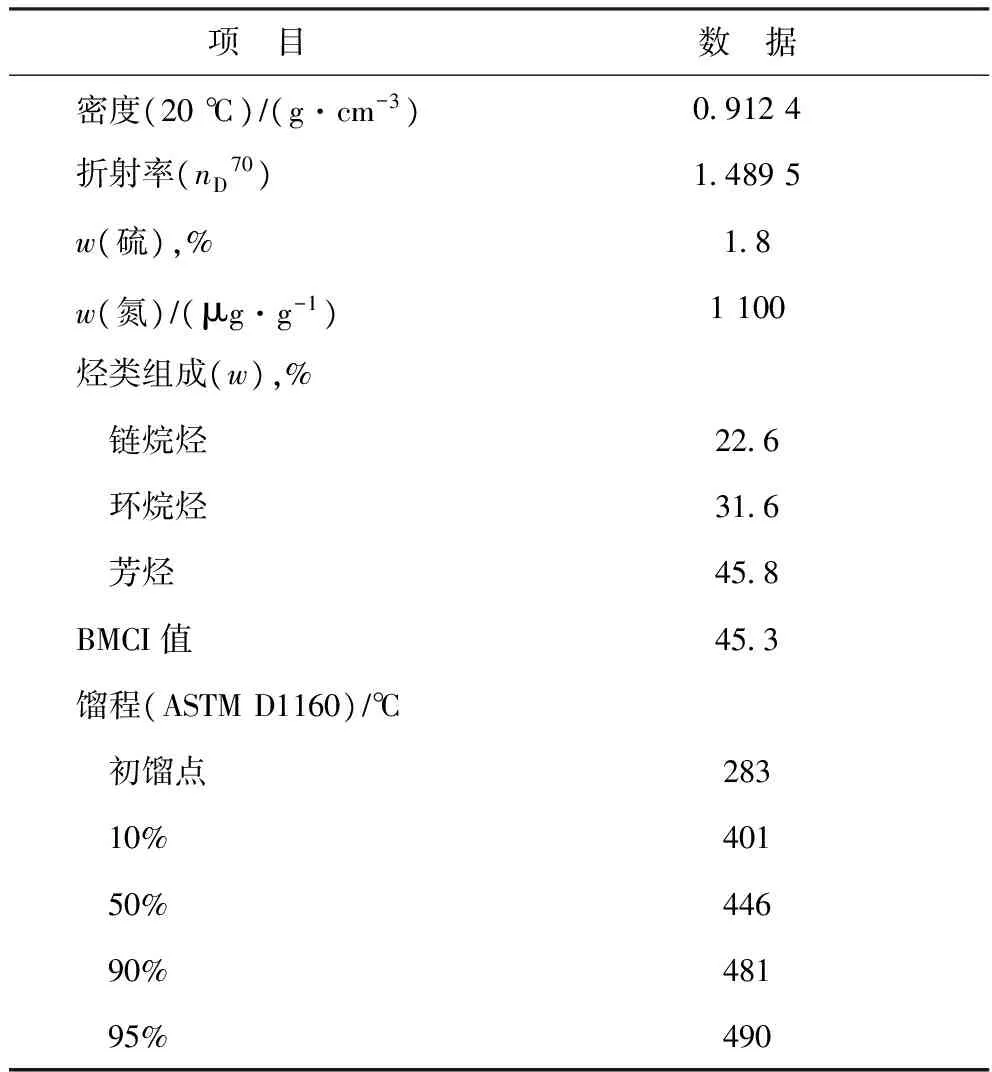
表1 试验原料油性质
2.1 反应温度的影响
石脑油馏分是加氢裂化液体产品中的轻质馏分,因此提高反应温度可以提高转化深度从而有效地增加石脑油的收率。在一次通过流程、氢分压13.0 MPa、基准体积空速、精制段裂化段氢油体积比8001 200的条件下,对不同反应温度下的产品分布和产品性质进行考察,结果如表2所示。由表2可以看出,随裂化反应温度的提高,重石脑油馏分收率从23.68%提高到39.18%。在365~375 ℃阶段,裂化反应温度每升高1 ℃,大于350 ℃馏分转化率相应增加2.1~2.6百分点,重石脑油收率相应提高1.4~1.7百分点。由此可以看出,提高裂化反应温度,即裂化深度,可有效地增加重石脑油收率。随转化率的提高,重石脑油收率和轻石脑油收率上升,而重石脑油选择性随转化率升高而下降,说明提高转化率虽然可以增加重石脑油收率,但重石脑油选择性却有所下降,当转化率高于75%后,重石脑油选择性下降趋势更加明显,即轻石脑油增加幅度明显大于重石脑油,这时装置的干气和液化气产率也会增加,使氢耗升高。另一方面,从重石脑油质量上看,芳烃潜含量随转化率的提高也呈下降趋势。这是由于随反应深度的提高,二次裂化加剧,一次裂化产物生成小分子烃的趋势增加,而芳烃加氢饱和、环状烃开环反应深度增加,也表现为重石脑油馏分芳烃潜含量下降。
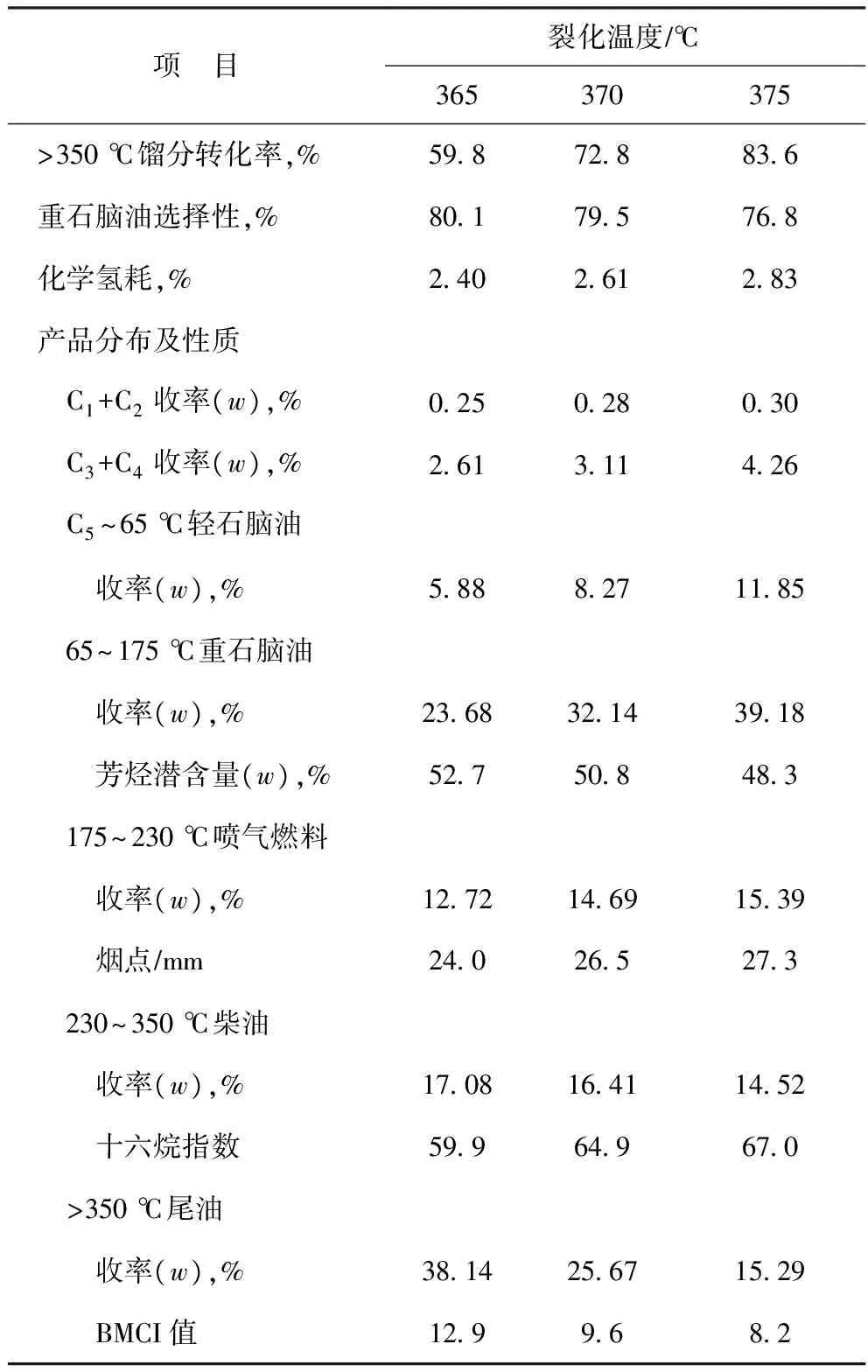
表2 反应温度对多产石脑油加氢裂化过程的影响
因此,就一次通过流程而言,提高转化率虽然是增加重石脑油收率的直接有效手段,但当转化率达到一定程度后,会导致装置低价值液化气的量增加,相应的氢耗增加,产品石脑油芳烃潜含量下降。
2.2 氢分压的影响
以上数据表明,氢分压增加到10 MPa以上后对加氢裂化反应转化率及产品分布影响较小。在转化率相当的情况下,随氢分压的升高,芳烃饱和能力加强,重石脑油馏分芳烃含量减少,但环烷烃开环能力未受到明显影响,因此从总体上看芳烃潜含量变化不大,即裂化剂开环能力基本未变,而其它馏分由于芳烃饱和程度的增加,产品性质相应得到改善。此外,芳烃饱和能力的提高导致化学氢耗的上升,因此,仅从生产重石脑油作重整原料的角度看,并不需要过高的氢分压。
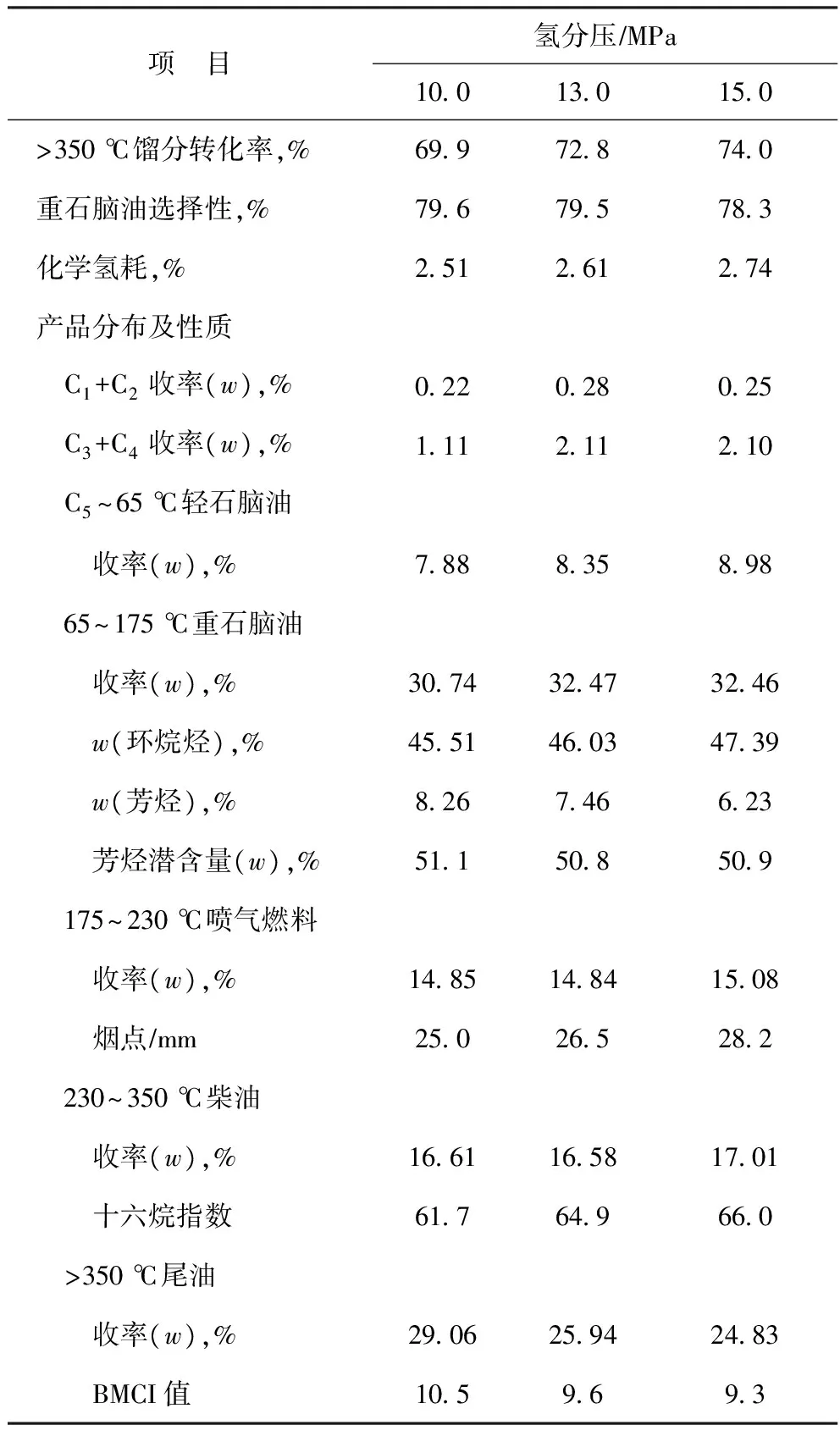
表3 氢分压对石脑油型加氢裂化过程的影响
2.3 循环流程增产重石脑油馏分
为实现最大量生产重石脑油,在氢分压13.0 MPa、基准反应温度、基准体积空速、循环质量比(相对新鲜原料)1∶1、精制段裂化段氢油体积比8001 200的条件下,进行大于175 ℃馏分循环多产石脑油试验,结果见表4。由表4可见,在循环流程下,大于175 ℃馏分全部转化,产品重石脑油馏分收率可达68%以上,重石脑油馏分可作为高芳烃潜含量的优质重整原料。
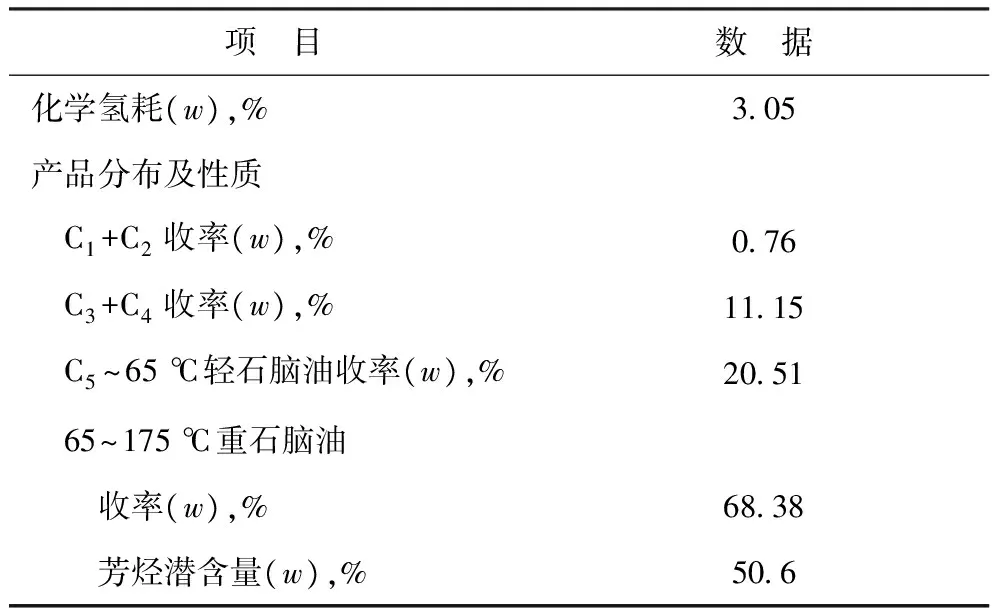
表4 循环流程多产石脑油产品分布及主要性质
3 石脑油型加氢裂化装置的设计
表5 泰州石化1 500 kta加氢裂化装置设计混合原料性质
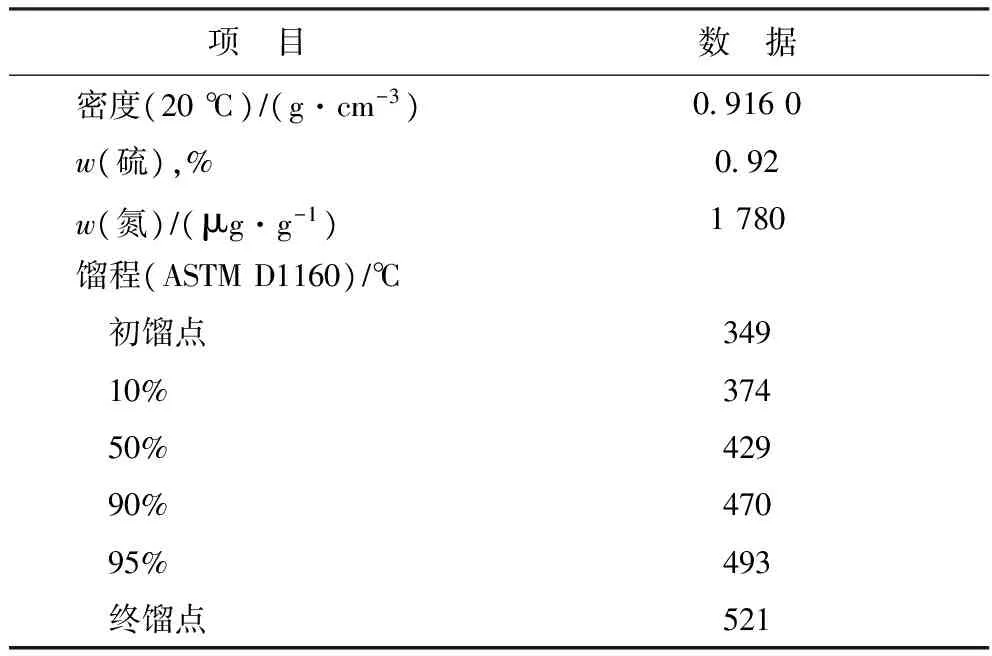
表5 泰州石化1 500 kta加氢裂化装置设计混合原料性质
项 目数 据密度(20℃)∕(g·cm-3)09160w(硫),%092w(氮)∕(μg·g-1)1780馏程(ASTMD1160)∕℃ 初馏点349 10%374 50%429 90%470 95%493 终馏点521
表6 泰州石化1 500 kta加氢裂化装置设计工艺条件、产品分布及性质
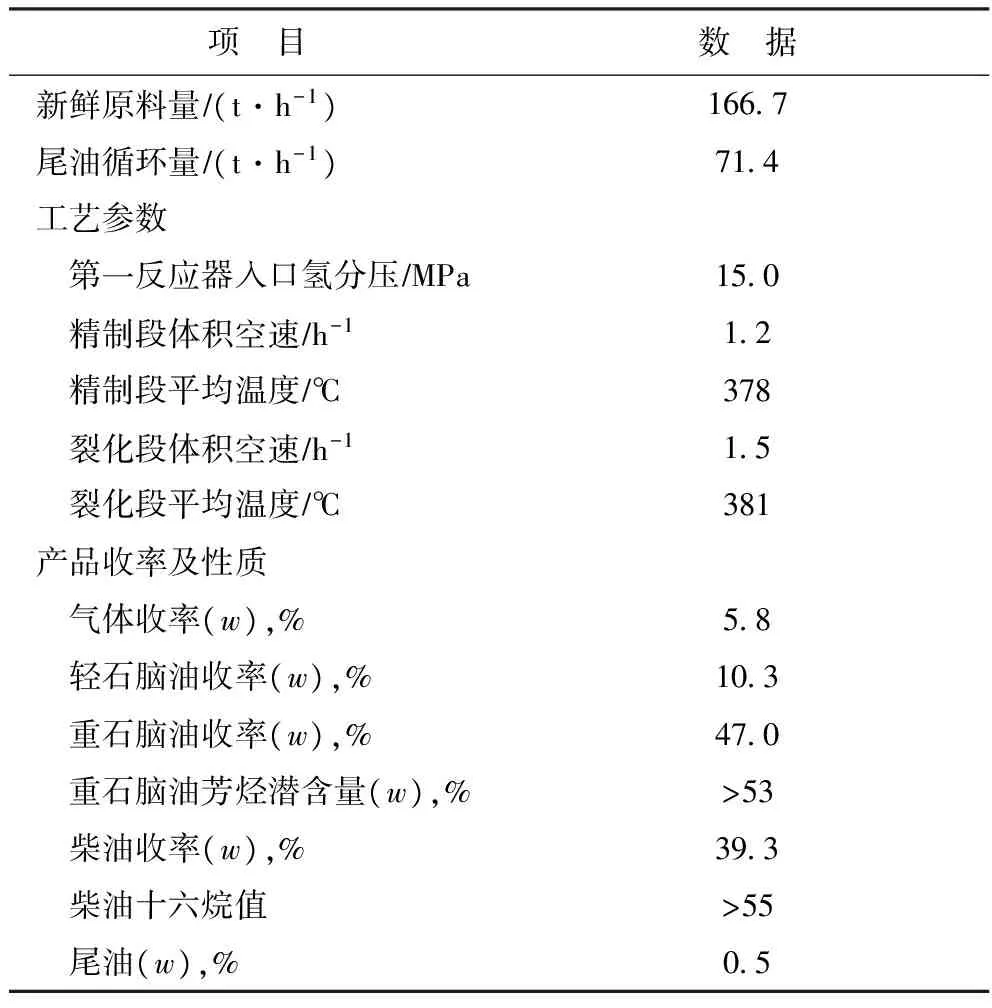
表6 泰州石化1 500 kta加氢裂化装置设计工艺条件、产品分布及性质
项 目数 据新鲜原料量∕(t·h-1)1667尾油循环量∕(t·h-1)714工艺参数 第一反应器入口氢分压∕MPa150 精制段体积空速∕h-112 精制段平均温度∕℃378 裂化段体积空速∕h-115 裂化段平均温度∕℃381产品收率及性质 气体收率(w),%58 轻石脑油收率(w),%103 重石脑油收率(w),%470 重石脑油芳烃潜含量(w),%>53 柴油收率(w),%393 柴油十六烷值>55 尾油(w),%05
4 结 论
(1) 石科院开发的石脑油型加氢裂化技术采用高活性的RN系列加氢精制催化剂和高活性、高重石脑油选择性的RHC-5加氢裂化催化剂,具有气体产率低、化学氢耗低、重石脑油选择性好、芳烃潜含量高等特点,适于以多产重石脑油馏分作为重整原料的加氢裂化装置。
(2) 工艺参数影响试验结果表明,催化剂具有良好的温度敏感性,在不同压力等级下均具有适宜的裂化活性,可以得到高芳烃潜含量的重石脑油馏分,是优质的重整装置原料,在最大量生产石脑油的循环流程下,重石脑油馏分收率可达68%以上。
(3) 根据石科院石脑油型加氢裂化技术试验结果,设计了泰州石化1 500 kta加氢裂化装置,采用尾油馏分循环生产石脑油和柴油馏分方案,可为炼油厂每年提供700 kt以上的重整装置原料,满足重整装置生产的需求。
[1] 刘海燕,于建宁,鲍晓军.世界石油炼制技术现状及未来发展趋势[J].过程工程学报,2007,7(1):116-185
[2] 沈殿成.中国石油炼化业务发展的技术挑战与对策[J].化工进展,2010,29(10):1799-1805
[3] 周从,茅文星.拓展乙烯原料来源的研究现状[J].化工进展,2009,28(8):1313-1318
[4] 马爱增.连续重整装置设计参数研究[J].石油炼制与化工,2013,44(6):64-69
HYDROCRACKING TECHNOLOGY AND UNIT DESIGN FOR NAPHTHA PRODUCTION
Xia Qiangbin
(CNOOCOil&Gas(Taizhou)PetrochemicalCo.Ltd.,Taizhou,Jiangsu225300)
Hydrocracking is an important technology for maximizing reforming feedstock naphtha production. The influence factors of the reaction process were studied. The results show that the heavy naphtha yield is increased, but the heavy naphtha selectivity and potential aromatics content are reduced with increase of conversion rate. While the changes of hydrogen partial pressure within the test range have little impact on those features. The heavy naphtha selectivity and potential aromatics content are improved by cycling the unconverted oil. The yield of heavy naphtha reaches 68% by this operation mode. Based on the test results,a 1 500 kta hydrocracking unit was designed where the recycling mode for increasing naphtha and diesel was applied. The technology could meet the demands of reforming feedstock and clean diesel.
hydrocracking; naphtha; reforming feedstock
2014-12-18; 修改稿收到日期: 2015-02-12。
夏强斌,高级工程师,主要负责大型炼化一体化项目管理、炼油化工企业管理工作。
夏强斌,E-mail:xiaqb@cnooc.com.cn。
猜你喜欢
石油沥青(2022年4期)2022-09-03
中国特种设备安全(2021年5期)2021-11-06
中国特种设备安全(2021年4期)2021-10-13
石油石化绿色低碳(2019年6期)2019-01-14
广西林业科学(2016年2期)2016-03-20
应用化工(2014年1期)2014-08-16
山东工业技术(2014年19期)2014-08-15
中国石油石化(2013年4期)2013-08-15
当代化工(2011年12期)2011-11-06