新型Yb2SiO5环境障涂层1400℃高温氧化行为
2015-09-14 05:02贺世美何利民
材料工程 2015年4期
贺世美,熊 翔,何利民
(1中南大学 粉末冶金国家重点实验室,长沙 410083;2北京航空材料研究院,北京 100095)
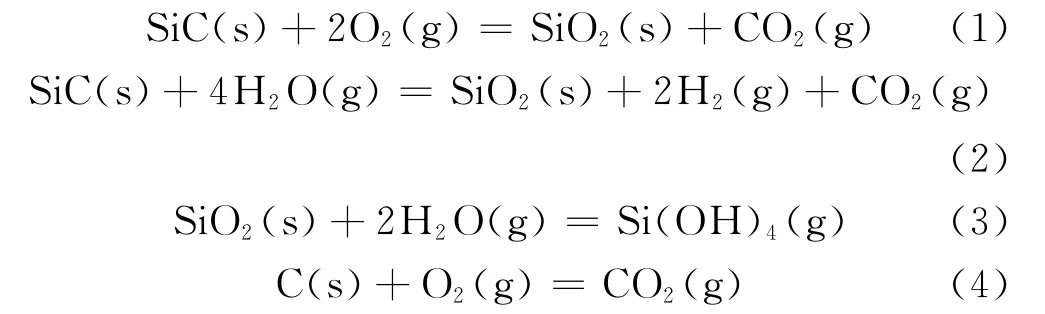
随着现代航空工业的发展,飞机发动机的推重比越来越高,其涡轮前进口温度也随之提高,对材料的要求也越来越苛刻。目前发动机所用的热结构材料均为高温合金,致使发动机的结构效率低及复杂化,很难适应新一代高推重比发动机的热环境。与高温合金相比,炭纤维增强碳化硅复合材料(Cf/SiC)因具备耐高温、低密度、高强度等优点,是高推重比航空发动机热端部件的理想材料。在发动机高温服役环境下,由于空气中含有大量的水蒸气,SiC与空气中的氧气、水蒸气均发生反应生成SiO2,SiO2接着与水蒸气发生反应生成易于挥发的Si(OH)4,促使Cf/SiC中的炭纤维暴露在空气中,炭纤维与空气中的氧气又发生反应。如此循环,最终导致 Cf/SiC的性能急剧下降[1-6],发生的化学反应如式(1)~(4)所示:
为了延长Cf/SiC在高推重比航空发动机工作环境下的使用寿命,在Cf/SiC基体表面涂覆环境障涂层是一种有效的解决办法。典型的Si/3Al2O3·2SiO2+BSAS/BSAS三层结构环境障涂层已经获得应用[7]。为了追求更高的使用温度,对于EBC体系面层的研究方向主要集中在稀土硅酸盐(RE2SiO5或RE2Si2O7)上,其中Yb2SiO5材料在温度超过1400℃时相结构稳定,同时其热膨胀系数与3Al2O3·2SiO2,BSAS等中间层材料较为接近,因此,可以作为EBC稀土硅酸盐面层的潜在候选材料之一[8,9]。
目前,国内对环境障涂层的研究刚刚起步,存在的主要问题是涂层在高温氧化环境中的过早剥落失效问题。本工作采用电子束物理气相沉积(EB-PVD)技术,在Cf/SiC基体上首先制备Si黏结层,然后利用等离子喷涂技术(PS)分别喷涂3Al2O3·2SiO2+BSAS中间层和 Yb2SiO5面层,得到Si/3Al2O3·2SiO2+BSAS (1-xBaO-xSrO-Al2O3-2SiO2,0 ≤ x ≤ 1)/Yb2SiO5环境障涂层,测试其在1400℃下的高温抗氧化性能,通过对涂层的微观组织、相结构和热膨胀行为进行研究,探讨涂层在高温环境下的失效机理。
1 实验材料和方法
1.1 实验材料和涂层的制备
基体材料为Cf/SiC,试样尺寸为30mm×10mm×1.5mm的长方形试片,黏结层材料为单质Si,厚度约为60μm,采用EB-PVD工艺制备;中间层材料为3Al2O3·2SiO2(莫来石)+BSAS粉末,厚度均为70μm。面层材料为Yb2SiO5粉末,厚度约为120μm。中间层和面层均采用大气等离子喷涂工艺制备。
莫来石(3Al2O3·2SiO2),BSAS,Yb2SiO5粉末的制备均采用固相合成与物理研磨法进行。莫来石粉末的制备过程:先将Al(OH)3和SiO2原料经过1000℃焙烧后,以一定比例与水混合,放入球磨机进行球磨,然后烘干过筛,将过筛后粒度达标的原料在1500℃下焙烧12h,即制备出块状的莫来石,最后将块状的莫来石研磨后进行喷雾造粒,过筛后即可制备出符合等离子喷涂用的莫来石粉末,期间发生的化学反应如式(5)所示。BSAS的原料主要为 BaCO3,SrCO3,Al(OH)3和 SiO2,Yb2SiO5的主要原材料为 Yb2O3和SiO[10]2,制备流程与莫来石基本相同,化学反应如式(6)~(8)。
1.2 高温氧化性能测试及表征
按照HB5258—2000《钢及高温合金的抗氧化性测定试验方法》进行高温氧化性能实验,采用1400℃恒温条件下试样的氧化增重参量描述环境障涂层的抗氧化能力。实验采用两种试样进行对比:第一种是Cf/SiC基体材料,第二种是 Cf/SiC+Si/3Al2O3·2SiO2+BSAS/Yb2SiO5环境障涂层。预先将用于炉中盛放试样的瓷舟在1150℃的高温炉中煅烧至恒重,再将所有试样装入恒重的瓷舟,放入1400℃的炉中进行恒温氧化,一定时间间隔后取出,冷却至室温后用BS110S天平称量试样的质量,并观察涂层表面形貌。如果涂层仍然保持完整,则放入炉内继续进行恒温氧化实验;当出现涂层与基体剥离、脱落,或出现突然大量减重,即视为涂层失效。
利用Quanta 600扫描电子显微镜进行涂层的表面微观组织观察和分析;用INCAx-sight 6247能谱分析仪测试涂层的元素含量;涂层的相结构则采用D8 Advance型X射线衍射仪进行分析。
2 结果与讨论
2.1 高温氧化性能
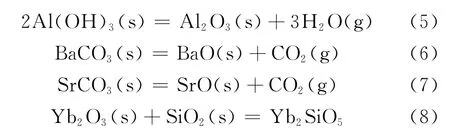
1400℃下Cf/SiC和Cf/SiC+EBC的氧化动力学曲线如图1所示。可知,Cf/SiC试样在实验结束前基本呈现稳定的增重状态,氧化增重速率为4.4×10-2mg·cm-2·h-1;涂覆 EBC的 Cf/SiC试样在实验进行到48h之前一直处于稳定的增重状态,且增重速率较快,达到1.2×10-1mg·cm-2·h-1,但48h后增重幅度开始缓慢降低,直至80h后开始出现失重,失重的主要原因是涂层发生了局部脱落。
图1 Cf/SiC和Cf/SiC+EBC在1400℃下的氧化动力学曲线Fig.1 Isothermal oxidation dynamics curves of Cf/SiC and Cf/SiC+EBC at 1400℃
图2为EBC在氧化过程中的表面宏观形貌。可知,沉积态试样在经过20h实验后表面完整,未出现裂纹和剥落现象;60h后表面出现了部分宏观裂纹,在裂纹较集中的区域,涂层向外翘曲;80h后宏观裂纹进一步扩展,且在试样的边缘部位涂层出现了剥落,此时可以判断涂层已经失效。
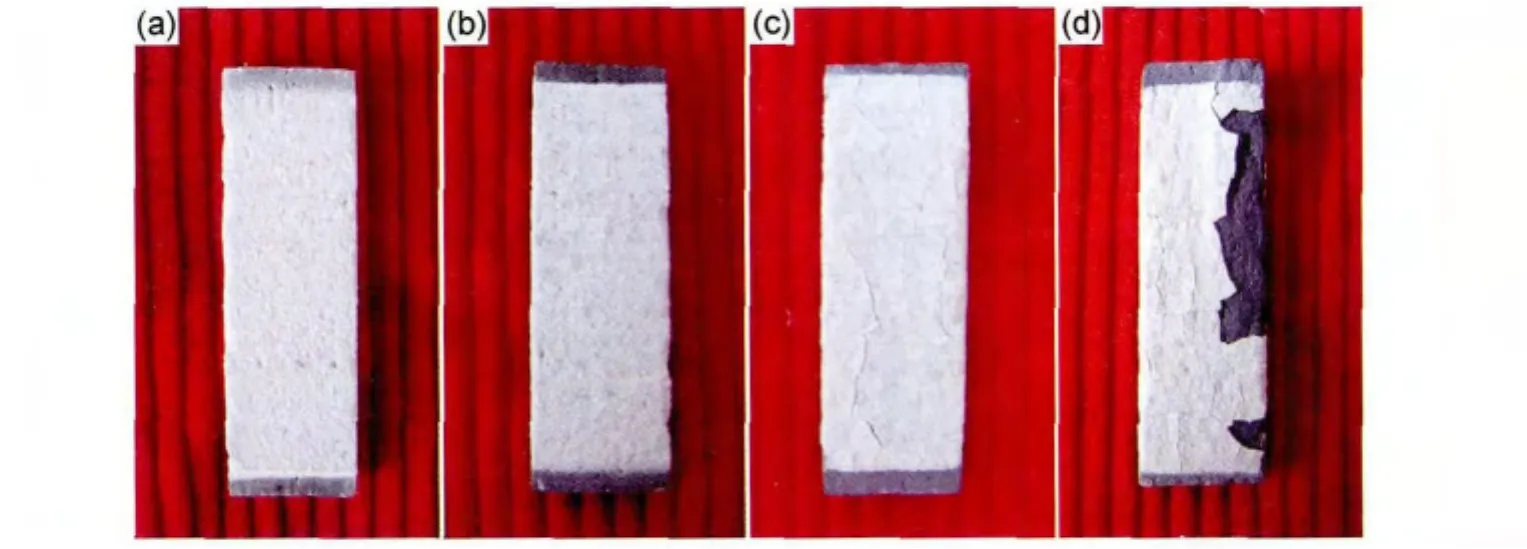
图2 EBC在氧化过程中的表面宏观形貌 (a)原始态;(b)20h;(c)60h;(d)80hFig.2 Macroscopic photographs of the EBC after exposure of 0h(a),20h(b),60h(c)and 80h(d)
2.2 高温氧化失效机理
2.2.1 相结构稳定性
通过对Yb2SiO5粉末、喷涂态涂层和涂层剥落失效后的XRD结果分析可知(图3),与Yb2SiO5粉末相比,经过等离子喷涂后的Yb2SiO5涂层相结构并没有发生变化,即主要是单斜相的Yb2SiO5。但经过80h恒温氧化后,涂层中不仅含有单斜相的Yb2SiO5和SiO2,而且还含有单斜相的Al2Yb4O9和四方相的BaO2两种新的物相。
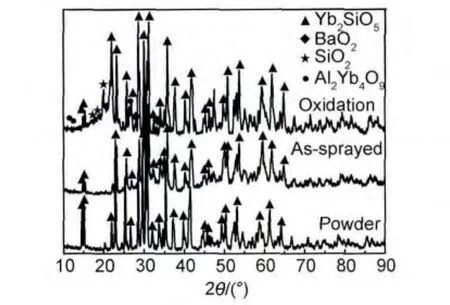
图3 EBC 1400℃氧化实验80h前后的XRD谱图Fig.3 X-ray diffraction patterns of EBC before and after exposure of 80hat 1400℃
新物相BaO2的出现,主要是由于在1400℃长时间的高温氧化环境下,3Al2O3·2SiO2+BSAS中间层内的Ba元素向涂层表面发生外扩散行为,并在涂层表面进一步发生氧化反应(式(9))。

Al2Yb4O9的出现,可能是由于在长期的高温环境下,3Al2O3·2SiO2+BSAS中间层内的 Al2O3与Yb2SiO5发生固溶反应形成的(式(10))。

在Yb2SiO5面层内出现的SiO2主要是式(10)中反应的产物,也可能是3Al2O3·2SiO2+BSAS中间层内的Si元素向面层扩散并发生氧化反应后形成的。由于图3中没有检测到Yb2O3,所以可以判定SiO2物相的产生并非Yb2SiO5发生高温分解而形成。
如上所述,涂层经过1400℃高温氧化后,Yb2SiO5面层中出现了SiO2,Al2Yb4O9和BaO2三种新的物相。由于这些新物质的生成,Yb2SiO5面层的成分偏离了化学计量比,相结构稳定性也产生了失稳现象,导致面层与中间层的匹配性发生较大改变。同时,由于Yb2SiO5与Al2O3发生固溶反应,导致面层中的Yb2SiO5含量逐渐减少,随着氧化时间的增加,中间层与面层的界面化学不相容性现象更加突出,其抗氧化作用则不断削弱,最终导致涂层的过早剥落失效。
2.2.2 元素互扩散行为
图4为EBC 1400℃高温氧化80h后元素线扫描结果。可知,Si/3Al2O3·2SiO2+BSAS/Yb2SiO5环境障涂层经过1400℃恒温氧化80h后,3Al2O3·2SiO2+BSAS中间层内的Ba,Sr和Al元素也存在于Yb2SiO5面层中。根据Ficker’s第二定律[11],由于涂层中各层内元素浓度差的存在,在高温条件下,Ba,Sr和Al元素易于发生外扩散行为,从中间层内外扩散进入Yb2SiO5面层中。同时,在涂层内Ba,Sr和Al元素的扩散速率满足vAl>vSr>vBa,表明三种元素中Al元素的外扩散现象最明显。此外,Yb元素也由面层扩散进入了3Al2O3·2SiO2+BSAS中间层内,即Yb元素向内扩散,只是相比而言没有Ba,Sr和Al元素的扩散程度明显,该现象可能与元素的原子量大小有关。
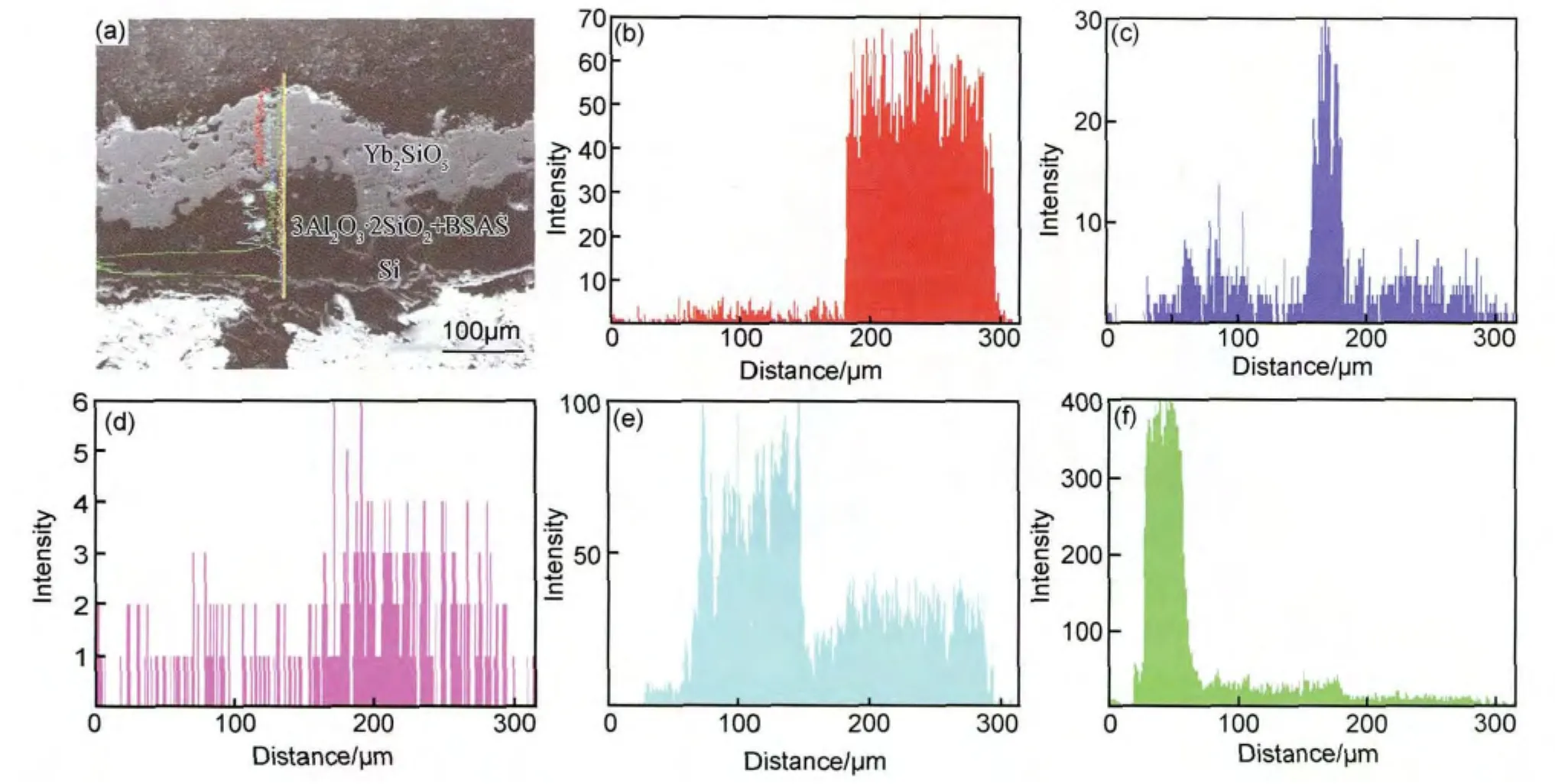
图4 EBC 1400℃高温氧化80h后SEM 图和元素线扫描结果 (a)SEM 图;(b)Yb;(c)Ba;(d)Sr;(e)Al;(f)SiFig.4 SEM image and EDS line scan results of EBC after exposure of 80hat 1400℃ (a)SEM image;(b)Yb;(c)Ba;(d)Sr;(e)Al;(f)Si
在Si/3Al2O3·2SiO2+BSAS/Yb2SiO5环境障涂层体系中,如果中间层内的Ba,Sr和Al元素在氧化过程中不断地向Yb2SiO5面层中扩散,导致中间层的成分发生偏析,就会破坏3Al2O3·2SiO2和BSAS原有相结构的稳定性,导致中间层失去黏结功能;同理,Yb元素的向内扩散也会削弱Yb2SiO5的高温相稳定性,从而降低其抗高温氧化性能。Ba,Sr和Al元素不仅向面层中发生了扩散,而且根据图3的XRD结果,BaO在面层内发生氧化反应生成了BaO2,Al2O3在面层内与Yb2SiO5发生反应生成了Al2Yb4O9,从而改变了面层的原有成分和相结构。所以,3Al2O3·2SiO2+BSAS中间层内Ba,Sr和Al元素的向外扩散是导致Si/3Al2O3·2SiO2+BSAS/Yb2SiO5环境障涂层发生过早剥落失效的主要原因之一。
2.2.3 热膨胀行为
图5为3Al2O3·2SiO2,BSAS和Yb2SiO5的热膨胀率和热膨胀系数。从图5(b)可知,在20~1510℃,3Al2O3·2SiO2的热膨胀系数约为5.39×10-6K-1;在20~1360℃,BSAS的热膨胀系数约为4.73×10-6K-1;在20~1490℃,Yb2SiO5的热膨胀系数约为7.09×10-6K-1。特别是BSAS,在1362℃时,热膨胀系数出现了拐点,当温度超过1362℃后,热膨胀系数急剧下降。换句话说,在温度超过1362℃后,BSAS开始发生体积收缩现象,这可能是由于BSAS发生了烧结所导致的(图5(a)),即超过了BSAS粉末发生烧结的温度1400℃。因此,随实验时间的延长,BSAS的烧结程度越来越严重,体积收缩引起的层间界面不匹配性问题越凸显,最终导致涂层在3Al2O3·2SiO2+BSAS中间层与Yb2SiO5面层界面处发生剥离,这也是导致涂层剥落失效的主要原因之一。
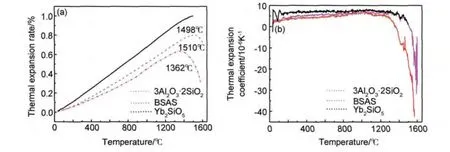
图5 3Al2O3·2SiO2和BSAS,Yb2SiO5的热膨胀率(a)和热膨胀系数(b)Fig.5 Thermal expansion rate(a)and thermal expansion coefficient(b)of 3Al2O3·2SiO2,BSAS and Yb2SiO5
同时,由于Yb2SiO5,Si,3Al2O3·2SiO2,BSAS的热膨胀系数与SiC均不相同,BSAS与SiC(4.5×10-6~5.5×10-6K-1)的热膨胀系数比较相近,而Si(3.5×10-6~4.5×10-6K-1)的热膨胀系数小于SiC,3Al2O3·2SiO2,Yb2SiO5的热膨胀系数均大于SiC。因此,热膨胀系数的不匹配造成在试样取出称重这一冷却过程中产生了一定的残余应力。当EBC由室温加热至1400℃时,涂层内滋长的非连续微裂纹,有利于残余应力得到局部释放;然而,在长期1400℃的恒温环境及反复冷却条件下,涂层内的残余应力不断累积,当应力积累到一定程度时将引起EBC的微裂纹不断扩展并产生桥联现象,形成宏观裂纹,并最终导致涂层剥落失效(图2(d))。因此,由于EBC材料热膨胀系数的差异,涂层内残余应力随着实验时间的延长而不断积聚,同时,涂层受到的应力也不断增加,二者的交互作用,使涂层内部出现的裂纹数量越来越多,裂纹宽度也不断增大,从而易于导致涂层剥落失效。
在1400℃温度条件下,环境障涂层因热膨胀不匹配引起的残余应力为[12]

式中:ΔT为温度的变化;Δα为涂层与基体间热膨胀系数的差异;Ef和νf分别为涂层的弹性模量和泊松比。同时,张应力的释放速率G为[13]

式中H是环境障涂层的厚度。由此可知,热膨胀系数的差异增大将会导致涂层内残余应力的增加和张应力释放速率的增大,从而加速EBC在恒温结束后冷却过程中涂层和基体间微观裂纹的萌生、滋长和扩展。
3 结论
(1)涂覆Si/3Al2O3·2SiO2+BSAS/Yb2SiO5环境障涂层的Cf/SiC试样在1400℃恒温氧化环境下氧化80h时试样开始失重。
(2)3Al2O3·2SiO2+BSAS中间层内Ba和Al元素向外扩散,以及在面层中发生反应形成BaO2和Al2Yb4O9新物相,造成中间层和面层的成分偏离化学计量比和相结构失稳。同时,BSAS在1400℃发生烧结,引起体积收缩和层间界面分离均是导致涂层最终过早剥落失效的主要原因。
(3)由于热膨胀系数的差异,涂层内残余应力和张应力释放速率随实验时间的延长而增大,当应力水平达到一定程度时易于引起涂层内微观裂纹的萌生和滋长,微观裂纹的桥联和大面积扩展导致涂层的剥落失效。
[1]ELIZABETH J,CRAIG R,DENNIS S,et al.Additive effects on Si3N4oxidation/volatilization in water vapor[J].Journal of the American Ceramic Society,2003,86(8):1262-1271.
[2]MAIER N,NICKEL K G,RIXECKER G.High temperature water vapour corrosion of rare earth disilicates(Y,Yb,Lu)2Si2O7in the presence of Al(OH)3impurities[J].Journal of the European Ceramic Society,2007,27(7):2705-2713.
[3]RENDTEL A,HÜBNER H,HERRMANN M,et al.Silicon nitride/silicon carbide nanocomposite materials:II.hot strength,creep,and oxidation resistance[J].Journal of the American Ceramic Society,1998,81(5):1109-1120.
[4]GASDASKA C J.Tensile creep in an in situ reinforced silicon nitride[J].Journal of the American Ceramic Society,1994,77(9):2408-2418.
[5]MENON M N,FANG H T,WU D C,et al.Creep and stress rupture behavior of an advanced silicon nitride:partⅠ,experimental observations[J].Journal of the American Ceramic Society,1994,77(5):1217-1227.
[6]LEE K N,MILLER R A,SON J.New generation of plasmasprayed mullite coatings on silicon-carbide[J].Journal of the American Ceramic Society,1995,78(3):705-710.
[7]BHATIA T,EATON H,SUN E,et al.Advanced environmental barrier coatings for SiC/SiC composites[A].Proceeding of GT2005[C].Nevada:Reno-Tahoe,2005.
[8]LEE K N,DENNIS S,NAROTTAM P.Rare earth silicate environmental barrier coatings for SiC/SiC composites and Si3N4ceramics[J].Journal of the European Ceramic Society,2005,25(10):1705-1715.
[9]WEN H,DONG S,HE P,et al.Sol-gel synthesis and characterization of ytterbium silicate powders[J].Journal of the American Ceramic Society,2007,90(12):4043-4046.
[10]KHAN Z S,ZOU B,HUANG W,et al.Synthesis and characterization of Yb and Er based monosilicate powders and durability of plasma sprayed Yb2SiO5coatings on C/C-SiC composites[J].Materials Science and Engineering:B,2012,177(2):184-189.
[11]潘金生,仝健民,田民波.材料科学基础[M].北京:清华大学出版社,1998.PAN Jin-sheng,TONG Jian-min,TIAN Min-bo.Foundation of Material Science[M].Beijing:Tsinghua University Press,1998.
[12]HE L M,SU Y F,ALLARD L F,et al.Effect of preoxidation on the nucleation an growth behavior of chemically vapor-depositedα-Al2O3on a single-crystal Ni-based superalloy[J].Metallurgical and Materials Transactions A,2004,35:1113-1124.
[13]GUO S Q,MUMM D R,KARLSSON A M,et al.Measurement of interfacial shear mechanical properties in thermal barrier coating systems by a barb pullout method[J].Scripta Materialia,2005,53(9):1043-1048.
猜你喜欢
大连交通大学学报(2022年1期)2022-02-19
陶瓷学报(2020年6期)2021-01-26
山东交通科技(2020年2期)2020-08-13
山东陶瓷(2020年5期)2020-03-19
轮胎工业(2020年4期)2020-03-01
中华建设(2019年12期)2019-12-31
陶瓷学报(2019年6期)2019-10-27
陶瓷学报(2019年6期)2019-10-27
江西建材(2018年1期)2018-04-04
中国公路(2017年10期)2017-07-21