
铝合金激光-MIG复合焊接头性能研究
2015-11-24 05:30张德芬王同举刘奉麟李曾珍孙宇良
激光与红外 2015年6期
张德芬,王同举,刘奉麟,杨 阳,李曾珍,谭 盖,王 松,孙宇良
(1.西南石油大学材料科学与工程学院,四川 成都 610500;2.重庆长安汽车股份有限公司动力研究院,重庆 401120)
·激光应用技术·
铝合金激光-MIG复合焊接头性能研究
张德芬1,王同举1,刘奉麟1,杨 阳1,李曾珍1,谭 盖1,王 松1,孙宇良2
(1.西南石油大学材料科学与工程学院,四川 成都 610500;2.重庆长安汽车股份有限公司动力研究院,重庆 401120)
探讨了激光与电弧相互作用后,焊缝中心上部和下部晶粒大小不同的原因,在此基础上研究了焊接速度的改变对6009铝合金接头的微观组织、拉伸性能、显微硬度的影响。结果表明:6009铝合金激光-MIG焊焊接接头的抗拉强度和延伸率随着焊接速度的增加而增加,拉伸试样的断裂位置由焊缝区转移到热影响区,断口呈现均匀分布的韧窝形貌,断裂机制为微孔聚集形断裂;焊缝中心上部晶粒小于焊缝中心下部,而且尺寸分布均匀。焊缝中心上部的显微硬度则高于焊缝下部。接头热影响区存在软化区,宽度为4~6 mm。
复合焊;显微组织;拉伸性能;显微硬度;断口形貌
1 引 言
汽车的轻量化是汽车发展的趋势。近年来,为了进一步减轻车身重量,国外汽车厂商在车身结构设计中开始采用铝合金[1]。激光焊接钢铁材料具有热影响区小、焊接速度快、焊接接头质量好等优点[2,3],激光焊接技术目前在汽车切割、打孔、焊接、打标志、热处理、快速造型等方面已经得到广泛应用[4],但激光焊接铝合金时,存在反射率高、搭桥性能差、气孔等缺点。激光与电弧复合不仅可以增强铝合金对激光的吸收效率、降低激光功率,而且对装配间隙要求降低,并且还能产生额外的能量协同效应[5]。
许良红[6]等研究表明:激光复合焊焊接效率是MIG焊的5倍,激光-MIG焊接接头的抗拉强度达到母材的70%,而MIG焊的只有60%左右。作为一种优质高效的焊接方法,激光-MIG复合焊具有广阔的市场前景,也是当前的一项热门技术和研究热点[7,8]。近年来国内外学者对激光-电弧复合焊接工艺的研究及开发较多[9],但是关于复合焊接接头微观组织的系统研究还鲜有报道。而焊接速度关系到焊接生产效率,所以研究焊接速度对焊接接头微观组织和力学性能的影响对激光-电弧复合焊的推广应用具有重要意义。为此,本文探讨激光与MIG电弧复合焊过程中焊接速度对6009铝合金接头的微观组织、拉伸性能、显微硬度的影响,为激光-电弧复合焊工艺在6009铝合金焊接中的推广应用提供参考依据。
2 试样制备与试验方法
试验用母材为6009铝合金,试板尺寸为100 mm×60 mm×6 mm;焊丝为ER5356,焊丝直径为1.2 mm,母材和焊材化学成分如表1所示。

表1 6009铝合金和ER5356焊丝的主要化学成分(质量分数,%)Tab.1 chemical composition of 6009 aluminum alloys and ER5356 welding wire(mass,%) %
接头形式采用平板对接,不开坡口,装配间隙1.2 mm。 试验选用额定功率为4 kW的光纤激光器,型号为IPG YLS-4000,输出波长为1.07 μm。MIG焊选用KEMPPI Pulse-450型焊机,焊接电流的调节可通过送丝速度完成。激光-MIG复合焊时采用激光束前置,MIG焊接电弧在后,激光束与电弧中心间距为3 mm,保护气体采用纯Ar。激光束要与工件表面垂直,MIG焊电弧中心轴向与工件表面呈55°倾角,激光的离焦量为0。激光-MIG复合焊焊接平台由光纤激光器、脉冲MIG焊机、ABB机器人、变位机等组成,如图1所示。

图1 激光-MIG复合焊接装置Fig.1 Installation position of hybrid welding
焊前工作台、试板、卡具都用丙酮进行擦洗,焊前还要利用刮刀进行机械去除氧化膜,焊后对试板进行自然时效15天处理。
表2是激光-电弧复合焊工艺性能参数。

表2 激光复合焊工艺性能参数Tab.2 The welding parameters about hybrid welding
焊接接头的硬度测试试验是在数字式显微硬度计HXD-1000TMB上进行的,焊接接头横向硬度取样是从距离焊缝表面1/2处的焊缝中心水平向焊缝两侧每隔0.5 mm取点测量,一直延伸到接头另一侧母材;焊接接头径向硬度取样是从距焊缝中心上表面0.5 mm处垂直焊接接头上表面每隔0.5 mm取点测量,一直延伸到距离焊缝下表面0.5 mm处,加载载荷为100 g,加载时间为15 s;采用VMD-P300B金相显微镜对接头的组织进行了观察及分析;在微机控制电子万能试验机WDW-1000上对焊后接头部位做成的拉伸试样进行纵向拉伸试验,根据GB/T228《金属材料室温拉伸试验方法》制取纵向拉伸试样,试样尺寸如图2所示,金相拉伸试样按照GB/T16865《变形铝,镁及其合金加工制品拉伸试验用试样》制成;利用EVO/MA15型扫描电镜进行断口形貌分析。由于使用通常的金相腐蚀液很难腐蚀出晶界,故金相试样观察采用电解抛光加阳极覆膜。电解抛光液的配比是:高氯酸与无水乙醇的体积比是1∶3;阳极覆膜液的配比是硫酸∶磷酸∶水=38 mL∶43 mL∶19 mL。

图2 拉伸试样尺寸示意图Fig.2 Schematic diagram of tensile specimen’s size
3 试验结果与讨论
3.1 显微组织
母材组织如图3所示,拉长的晶粒沿轧制方向分布;图4为熔合区组织,由图可见,该区由受焊接加热的母材处开始以柱状晶的形式向焊缝中心生长,接近焊缝中心部位时转变为等轴晶,组织形貌变化显著。

图3 母材组织Fig.3 Microstructure of parent metal

图4 熔合区组织(v=840 mm/min)Fig.4 Microstructure of fusion zone
图5和图6分别为焊缝中心上部和下部组织,由图可见,焊缝中心上部的晶粒尺寸分布均匀,其晶粒尺寸小于焊缝中心下部晶粒。这主要是因为MIG焊的电弧力和熔滴的冲击力对激光-MIG复合焊熔池上部金属产生强烈的机械搅拌作用,使焊接熔池的传热、传质更加均匀,在随后的凝固过程中使凝固晶均匀。由于激光复合焊冷速度快以及熔池下部未受到MIG焊电弧的影响,金属熔池凝固时传热快,凝固后形成的粗大的柱状晶组织明显,晶粒大小分布不均匀;随着焊接速度的降低,焊缝上部和下部中心晶粒大小有增大的趋势,这主要是因为随着焊接速度的降低,焊接热输入增大,高温停留时间变长,晶粒更容易变大,晶粒的平均尺寸变大。

图5 焊缝上部中心组织Fig.5 Microstructure in the bottom region of welding seam center

图6 焊缝下部中心组织Fig.6 Microstructure in the top region of welding seam center
3.2 拉伸性能
由表3可知,随着焊接速度的提高,拉伸试样的抗拉强度提高,拉伸试样的断裂位置由焊缝转移到热影响区,由图7可知,激光电弧复合焊焊接速度的改变对软化区的硬度和宽度影响不大,但由图5和图6可知,随着焊接速度的增加,晶粒细化,发生细晶强化,提高焊缝区的综合力学性能,焊缝区的抗拉强度和延伸率提高,在焊接速度由960 mm/min降低到780 mm/min的过程中,焊缝区的力学性能变动较大,而软化区的力学性能改变较小,所以在焊接速度为960、900 mm/min时,拉伸试样的断裂位置处于热影响区,在焊接速度为840、780 mm/min时,拉伸试样的断裂位置处于焊缝。由表3可知,其他条件不变,在焊接速度为960 mm/min,抗拉强度可以达到母材的61.4%,延伸率达到母材的66.3%;在焊接速度为780 mm/min,抗拉强度仅为母材的55.3%,延伸率达到母材的60.9%,所以在保证焊缝成形性较好的前提下,我们可以通过提高焊接速度来提高焊缝的力学性能。

表3 拉伸试验结果Tab.3 Tensile test results
3.3 显微硬度
图7是激光功率为3.8 kW,焊接电流200 A,焊接速度分别为960、900、840、780 mm/min时,焊缝横向和纵向显微硬度测试曲线图。
铝合金的软化问题主要因为第二相的长大和熔解引起的,对于6009铝合金,在熔合区附近发生Mg2Si的溶解,远离熔合区发生Mg2Si的长大。由图7(a)可以知,在熔合区附近焊缝的硬度值突然变大,这主要是因为在熔合区第二相Mg2Si熔解,发生固溶强化,硬度值提高;在软化区硬度值降低是因为第二相Mg2Si长大,固溶强化作用降低造成的[10-12]。在水平方向上,把焊接接头分成焊缝区、热影响区、母材区。激光复合焊接的横向硬度试验结果表明:复合焊接焊缝显微硬度随焊缝中心向左右两侧延伸呈现增大的趋势,在延伸至熔合线附近达到最大值,然后显微硬度快速降低,最后趋于平稳。在焊缝区显微硬度的平均值在60 HV左右,热影响区显微硬度的平均值在55 HV左右,母材显微硬度的平均值为65 HV左右。焊接热影响的宽度在4~6 mm,总体来说,随着焊接速度的增加,热输入减少,热影响区的宽度减小。由图7(b)可以看出,焊缝上部的硬度值要小于焊缝下部,这主要是因为,第一,焊缝中心上部填充材料烧损要比焊缝中心下部严重;第二,电弧热源后端相当于对焊缝中心上部进行焊后回火处理,从而使焊缝中心上部的硬度要低于焊缝下部。

图7 复合焊焊接接头焊缝显微硬度分布Fig.7 Distribution of microhardness in the weld of hybrid welding
3.4 断口形貌
光纤激光-MIG复合焊拉伸断口SEM形貌如图8所示,激光复合焊的拉伸断口属于典型的韧窝状断口。
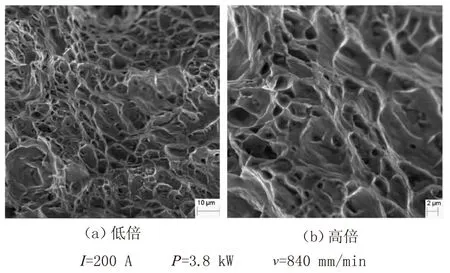
图8 复合焊接拉伸断口形貌Fig.8 Tensile fracture micrograph of hybrid welding sample
由图8(a)可以看出,韧窝具有明显的方向性,说明该试样是以撕裂的形式发生断裂的,撕裂时要吸收大量的能量,因此该试样的韧性相当好。由图8(b)可以看出,激光复合焊韧窝内部含有明显的颗粒状物质,韧窝大小分布均匀,韧窝较深,有的大韧窝里面还有小韧窝,说明激光复合焊韧窝产生的机理属于微孔聚集断裂。
4 结 论
(1)焊缝中心晶粒尺寸大小不一,焊缝上部的晶粒尺寸要大于焊缝下部,焊缝中心上部晶粒大小分布均匀,焊缝中心下部晶粒大小分布不均匀。
(2)通过拉伸试验可知,随着焊接速度的增加,在保证焊缝成形较好的情况下,有利于提高焊接接头的拉伸性能。
(3)激光功率为3.8 kW,焊接电流200 A,焊接速度从780 mm/min变化到960 mm/min。焊缝区的平均硬度要高于热影响区、低于母材,焊缝中心上部的硬度要低于焊缝下部;软化区的宽度在4~6 mm之间。
(4)通过断口形貌观察,断口具有明显的韧窝,并且韧窝较为均匀,断裂机理属于微孔聚集形断裂。
[1] GUAN Shaokang,YAO Bo,WANG Yingxin.The progress and prospect of research on aluminium alloys for auto body sheets[J].Materials for Mechanical Engineering,2001,25(5):12-15.(in Chinese)
关绍康,姚波,王迎新.汽车铝合金车身板材的研究现状及发展趋势[J].机械工程材料,2001,25(5):12-15.
[2] GENG Ping,YANG Yuling,ZHANG Duo.Low power Nd∶YAG laser welding of 18-8 type austenitic stainless steel[J].Laser & Infrared,2007,37(1):35-36.(in Chinese)
耿平,杨玉玲,张多.18-8型奥氏体不锈钢低功率Nd:YAG激光焊接研究[J].激光与红外,2007,37(1):35-36.
[3] CHEN Anjian.Study on alloy steels for laser welding[J].Laser & Infrared,2000,30(3):167-168.(in Chinese)
陈安健.合金钢激光焊接的研究[J].激光与红外,2000,30(3):167-168.
[4] SONG Wei-lian.Laser Processing Giving Important play to Automobile Industries[J].Laser & Infrared,1996,26(3):179-181.(in Chinese)
宋威廉.激光加工在汽车工业中发挥重要作用[J].激光与红外,1996,26(3):179-181.
[5] XIAO Rongshi,WU Shikai.Progress on laser-arc hybrid welding[J].Chinese Journal of Lasers,2008,35(11):1681-1684.(in Chinese)
肖荣诗,吴世凯.激光-电弧复合焊接的研究进展[J].中国激光,2008,35(11):1681-1684.
[6] XU Lianghong,TIAN Zhiling,PENG Yun,et al.Comparison of MIG welding and laser-MIG welding of high strength aluminum alloy[J].Transactions of the China Welding Institution,2007,28(2):39-42.(in Chinese)许良红,田志凌,彭云,等.高强铝合金MIG以及激光-MIG焊接工艺对比[J].焊接学报,2007,28(2):39-42.
[7] QIN Guoliang,LEI Zhen,et al.Influences of Nd∶YAG Laser+Pulsed MAG arc hybrid welding parameters of penetration[J].Materials for Mechanical Engineering,2007,43(1):226-227.(in Chinese)
秦国梁,雷振,等.Nd∶YAG激光+脉冲MAG电弧复合热源焊接参数对焊缝熔深的影响[J].机械工程学报,2007,43(1):226-227.
[8] JI Yipeng,CHEN Jiaqing,JIAO Xiangdong,et al.Laser-arc Hybrid welding technique[J].Welding Technology,2009,38(12):1-3.(in Chinese)
姬宜朋,陈家庆,焦向东,等.激光-电弧复合热源焊接技术[J].焊接技术,2009,38(12):1-3.
[9] CUI Li,HEDingyong,LI Xiaoyan,et al.Research progress of laser-arc hybrid welding processing parameters[J].Laser Technology,2011,35(1):66-68.(in Chinese)
崔丽,贺定勇,李晓延,等.激光-电弧复合焊接工艺参量的研究进展[J].激光技术,2011,35(1):66-68.
[10]JIANG Lan,WANG Yanjin,WANG Yuxin,et al.Microstructures and properties of welded joint of 6005A alloy for high-speed train[J].Journal of Materials and Metallurgy,2002,1(4):303-305.(in Chinese)
姜澜,王炎金,王宇新,等.高速列车用6005A合金焊接接头组织与性能研究[J].材料与冶金学报,2002,1(4):303-305.
[11]PENG jian,ZHOU Chou,ZHANG Dingfei.Microstructure and properties of welded joints of 6N01 aluminum alloy for high-speed train[J].Heat Treatment of Metals,2010,35(11):34-36.(in Chinese)
彭建,周绸,张丁非.高速列车用6N01铝合金焊接接头的组织与性能[J].金属热处理,2010,35(11):34-36.
[12]LU Xiaochun,LEI Zhen,ZHANG Jian,et al.Study on the softening of 6005A-T6 aluminum alloy welding joints for high-speed train[J].Transactions of the China Welding Institution,2014,35(8):26-28.(in Chinese)
吕晓春,雷振,张健,等.高速列车6005A-T6铝合金焊接接头软化分析[J].焊接学报,2014,35(8):26-28.
Research on performance of aluminum alloy joint by laser-MIG hybrid welding
ZHANG De-fen1,WANG Tong-ju1,LIU Feng-lin1,YANG Yang1,LI Zeng-zhen1,TAN Gai1,WANG Song1,SUN Yu-liang2
(1.School of material And Engineering,Southwest Petroleum University,Chengdu 610500,China;2.Chongqing Changan Automobile Limited by Share Ltd,Chongqing 401120,China)
After the interaction of laser-MIG and arc,grain sizes in top welding seam center are different from that in bottom welding seam center.Based on this,the effects of welding speed on the microstructure,tensile property and microhardness of 6009 aluminum alloy are studied.The results show that the tensile strength and elongation of the hybrid joint increase with the increase of welding speed;the fracture position of hybrid welding transfers from welding seam to heat-affected zone(HAZ),and dimple morphologies appear in the fractures,and the mechanism of fracture is microporous gathered fracture;grains in the upper welding center are smaller than that in the lower welding center,and its size distribute is uniform.Moreover,the microhardness of top welding seam is greater than that of bottom,and there is welding-softened zone in HAZ,and its width is 4 to 6 mm.
hybrid welding;microstructure;tensile property;microhardness;fracture morphology
1001-5078(2015)06-0611-05
四川省高等学校油气田材料重点实验室项目(No.x151514kcl21)资助。
张德芬(1972-),女,副教授,博士,主要研究方向为铁基非晶材料及焊接新技术及新工艺。
E-mail:574285778@qq.com
2014-10-29;
2015-03-31
TG457.14
A
10.3969/j.issn.1001-5078.2015.06.003
猜你喜欢
智能建筑电气技术(2022年2期)2022-02-06
上海工程技术大学学报(2021年3期)2022-01-22
齐鲁工业大学学报(2021年2期)2021-04-23
电焊机(2020年4期)2020-09-10
中国金属通报(2020年5期)2020-01-06
制造技术与机床(2019年9期)2019-09-10
电子制作(2017年22期)2017-02-02
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
山东冶金(2015年5期)2015-12-10
