
低碳钢管-管全位置自动焊接的工艺及性能研究
2016-01-20 03:19张文勇陈志宏陈文元
中原工学院学报 2015年1期
张文勇, 肖 卓,, 陈志宏, 陈文元
(1.中原工学院,郑州 450007; 2.郑州科慧科技股份有限公司,郑州450001)
低碳钢管-管全位置自动焊接的工艺及性能研究
张文勇1, 肖卓1,2, 陈志宏2, 陈文元2
(1.中原工学院,郑州 450007; 2.郑州科慧科技股份有限公司,郑州450001)
摘要:利用管-管全位置自动焊接设备研究了不同的焊接工艺对低碳钢管焊缝形貌和性能的影响。通过金相显微镜、扫描电镜分析了焊缝的组织形貌,利用显微硬度计测定了焊缝不同区域的硬度分布。结果表明,在焊接过程中,焊枪处于不同位置时,相应地调节焊接参数,才能保证良好的焊接成形质量。硬度测试表明,从基体到热影响区再到焊缝,硬度逐步升高。
关键词:低碳钢;管-管;全位置自动焊接;工艺;性能
近年来,随着石油化工、管道以及造船等行业的飞速发展,采用全位置焊接工艺的场合越来越多[1]。在全位置焊接过程中,在不同空间位置熔池中的液态金属受力不同,焊件受到熔池变化、几何形状等因素的影响,存在焊缝成形差等缺点[1-3]。因此全位置焊接中合理分段设计焊接工艺和焊接参数,能够弥补焊枪在不同位置由熔池变化等因素带来的不良影响,保证良好的焊接成形外观和质量。张瑞华等利用A-TIG焊接方法有效提高了低碳钢管全位置焊接的质量和效率[4];张相福利用窄间隙脉冲TIG焊接工艺解决了厚壁大直径焊接时侧壁熔透、坡口设计等难点[3];张天理等研究了自保护药芯焊丝全位置焊接的电弧稳定性[5]。目前关于小直径低碳钢管-管全位置TIG焊接工艺研究报道不多。本文以小直径20钢管为研究对象,利用全位置TIG焊接设备,研究了焊接电流对焊缝成形外观和形貌的影响,并分析了焊接接头的微观组织和性能。
1实验材料与设备
1.1实验材料
本文所选用的焊件为20钢管。钢管的尺寸规格为:长度15 cm,外径Φ41 mm,壁厚3 mm。其化学成分见表1。焊丝牌号为H08Mn2Si,其化学成分见表2。
1.2实验方法
利用ISY-80电动管子坡口机对管口进行开坡口处理,坡口类型为V型。管—管全位置焊接采用郑州市科慧科技股份有限公司自主研发的KHGT管-全自动脉冲氩弧焊机,这是专用于管外径Φ32~Φ88 mm的管子对接的自动焊接设备。利用XJP-300型金相显微镜观察焊缝组织,腐蚀剂为4%的硝酸酒精。通过JSM-5610LV扫描电子显微镜观察分析组织形貌。显微硬度是通过402MVD显微硬度计测定,负荷200 g,加载10 s测定硬度值。硬度测定是沿着“基体-热影响区-焊缝-热影响区-基体”这一方向进行,以接近一条直线的方式在焊件上依次打点并计算相应的硬度值。每条焊缝测定5次,取其平均值。

表1 低碳钢钢管的化学成分

表2 H08Mn2Si型焊丝的化学成分
1.3焊接工艺参数
将试样的整个360°环形焊缝分为12等份,每份占30°。开始焊接后,全自动脉冲氩弧焊机内的电路会智能分配每一段的电流,以获得均匀良好的焊接接头,如图1所示。
采用控制变量法来研究焊接电流对低碳钢钢管钨极氩弧焊自动焊接质量的影响。试验进行3次,送丝速度680 mm/min, 回转速度0.50 r/min,基值电流41 A,依次改变焊接电流的大小,获得相对应的焊缝,分别记为A、B、C。焊缝不同段的脉冲电流见表3。
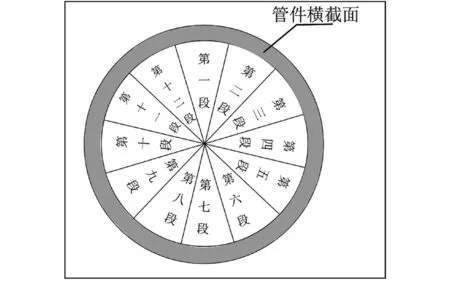
图1 焊缝分段示意图
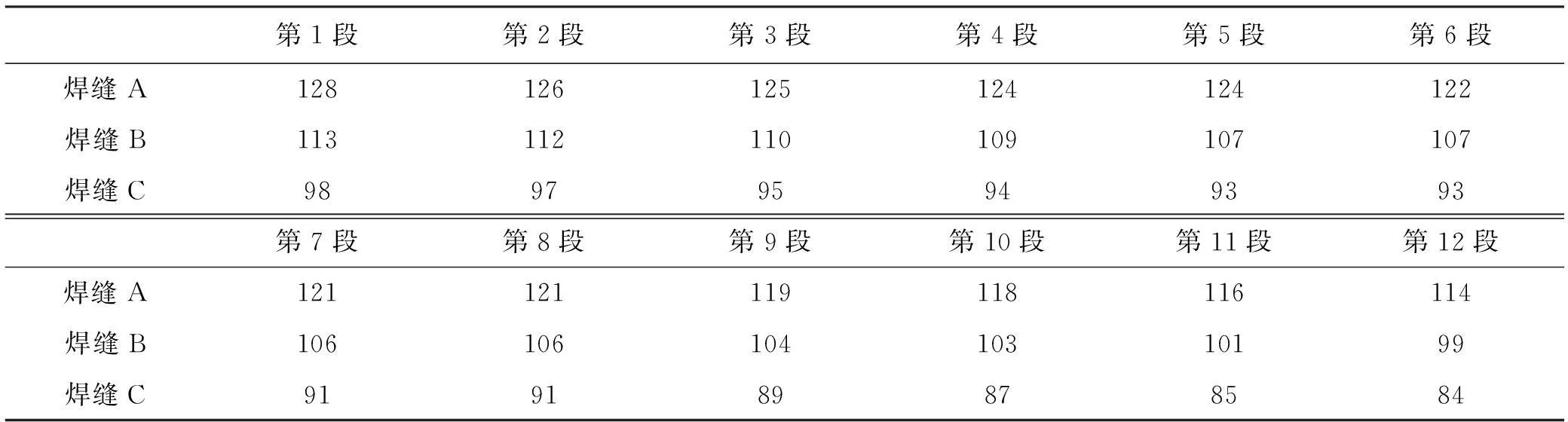
表3 焊缝的焊接脉冲电流 A
2实验结果讨论及分析
2.1焊缝外观
图2是焊缝不同位置的形貌图。从图2可以看出,在管-管全位置自动焊接中,焊缝的不同位置会因为受到不同的重力、电弧力等影响而产生不同的焊缝形貌。图2(a)是环形焊缝的上半部分,焊缝明显向下凹陷,焊缝位置明显低于母材所在曲面。图2(b)是环形焊缝的下半部分,焊缝有较为明显的外凸,焊接接头有一定的余高,即焊缝明显高出母材。另外,通过对比发现,电流对焊缝宽度有一定影响。在一定范围内,焊接脉冲电流越大,得到的焊缝宽度也越大。焊缝A表面发黑,表明在焊接过程中出现氧化现象;焊缝B和焊缝C呈现较好的金属光泽,无明显氧化现象。焊缝C内表面成形不均匀,局部出现未焊透现象。综合比较,焊缝B在不同位置成形良好,没有明显焊接缺陷。

(a)焊缝上部 (b)焊缝下部图2 焊缝不同位置的形貌
2.2焊接接头的金相组织分析
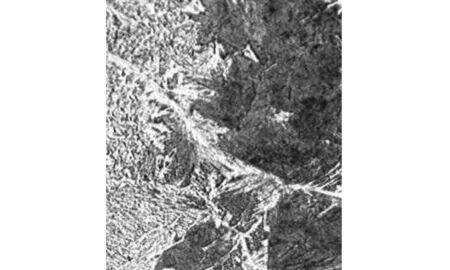
在区段相同的不同焊缝选取试样来研究焊缝的组织和性能。图3为焊缝熔合区的金相组织。从图3可看出焊缝与热影响区有较明显的分界线,即焊缝和热影响区的组织明显不同。因为基体传热性很好,熔池中液态金属凝固过程加快,明显提高形核率,因此焊缝晶粒比热影响区晶粒小。3条焊缝的组织均为片状与块状先共析铁素体+珠光体,结晶方向不明显,表明焊接工艺变化对焊缝组织影响不大。热影响区包括了粗晶区和细晶区,粗晶区又称过热区,紧邻熔合区,一定量的魏氏体组织与铁素体+珠光体复合组织混合分布,晶粒较粗大;而细晶区为晶粒细小的铁素体+珠光体混合分布。
(a)焊缝A

(b)焊缝B

(c)焊缝C图3 焊缝熔合区金相组织图(×100)
2.3焊接接头的组织形貌分析
图4为焊缝组织的扫描电镜照片。通过对比焊缝A、B、C,可以发现,组织形貌差别不大,但晶粒度不同。焊缝C的平均晶粒度最小,这是因为其焊接电流小,热量输入少,焊缝金属冷却速度大,形成细小晶粒。随着焊接电流升高,输入热量增多,冷却速度下降,液态金属中形成的晶核长大的时间延长,因此晶粒度增大。

(a)焊缝A

(b)焊缝B

(c)焊缝C图4 焊缝组织的扫描电镜照片
2.4焊接接头的硬度分析
沿着“基体-热影响区-焊缝-热影响区-基体”进行显微硬度测定,研究焊接接头不同区域的硬度分布。图5显示了焊接接头各部分的显微硬度值及其分布趋势。从图5看以看出,基体的硬度最低,热影响区的硬度次之,焊缝的硬度最高。热影响区组织在焊接过程中相当于正火处理,因此其硬度高于母材。焊缝组织的晶粒比热影响区更细小,同时在焊接过程中,焊材熔化时一些合金元素进入焊缝,起到强化作用,因此焊缝硬度最高[6]。从基体到热影响区再到焊缝,硬度逐步提高,呈现出较好的硬度分布趋势。

图5 不同焊接电流的焊件维氏硬度分布图
3结语
(1)在进行低碳钢管-管全位置自动焊接时,焊枪在不同位置时需调节焊接电流,才能保证焊接接头成形质量。通过3条焊缝比较,焊缝B(初始电流为113 A)焊缝质量最好,无氧化现象及未焊透缺陷。
(2)焊缝组织为细小的铁素体+珠光体组织,焊接电流对焊缝晶粒大小有一定影响。热影响区包括粗晶区和细晶区。
(3)对焊接接口不同区域进行硬度测试,结果表明,从基体到热影响区再到焊缝,硬度逐步升高。
参考文献:
[1]刘观辉,易耀勇,刘美华,等. 304N2不锈钢管全位置A-TIG焊接工艺[J]. 电焊机,2014,44(7):6-11.
[2]张相福. 厚壁大直径管间隙TIG自动焊技术[J]. 焊管,2011,34(10):30-32.
[3]岳建峰,李亮玉,姜旭东,等. 全位置MAG焊缝成形控制技术及研究进展[J]. 中国机械工程,2012,23(10):1256-1259.
[4]张瑞华,王海涛,王荣,等. 低碳钢管子全位置A-TIG焊接法[J]. 焊接学报,2010,31(6):13-15.
[5]张天理, 栗卓新,荆洪阳,等. 自保护药芯焊丝全位置焊接电弧稳定性分析与评价[J]. 焊接学报,2014, 35( 8):99-102.
[6]李亚江. 焊接冶金学-材料焊接性[M]. 北京:机械工业出版社, 2007.
(责任编辑:席艳君)
The Technology and Properties of All-position
Automatic Welding of Low Carbon Steel Pipe
ZHANG Wen-yong1, XIAO Zhuo1,2, CHEN Zhi-hong2, CHEN Wen-yuan2
(1. Zhongyuan University of Technology, Zhengzhou 450007;
2.Zhengzhou Kehui Technology Co., Ltd., Zhengzhou 450001, China)
Abstract:Effects of welding process on appearance and properties of the weld joint of low carbon pipe are studied by all position automatic equipment. The microstructure of welding joint was studied by metallographic microscope and scanning electron microscope (SEM). The microhardness of the different regions was tested. The results show that the pipe weld quality is good by adjusting the corresponding welding parameters when the welding torch is in different position. The hardness gradually increases from the substrate, heat affected zone (HAZ), to welding line.
Key words:low carbon steel; pipe-pipe; all position of automatic welding; process; properties

文章编号:1671-6906(2015)01-0067-04
作者简介:范晓伟(1966-),男,河南渑池人,教授,博士。
基金项目:国家自然科学基金项目(51306214);河南省科技厅科技攻关项目(132102210176)
收稿日期:2014-05-15
中图分类号:TG 457.6
文献标志码:ADOI:10.3969/j.issn.1671-6906.2015.01.016
猜你喜欢
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
昆钢科技(2021年1期)2021-04-13
家庭影院技术(2019年8期)2019-08-27
世界农药(2019年2期)2019-07-13
汽车文摘(2016年6期)2016-12-07
山东工业技术(2016年15期)2016-12-01
汽车文摘(2015年12期)2015-12-29
燕山大学学报(2015年4期)2015-12-25
中国塑料(2015年4期)2015-10-14
