
门式起重机主梁检测方法及测量分析
2016-08-06 16:08张荣平
大科技 2016年32期
张荣平
(云南省楚雄州质量技术监督综合检测中心 云南楚雄 675000)
门式起重机主梁检测方法及测量分析
张荣平
(云南省楚雄州质量技术监督综合检测中心 云南楚雄 675000)
工业生产离不开起重机,随着经济的发展,越来越多的企业开始使用门式起重机,为了秉持“安全第一、有效发展”的理念需要经常对门式起重机进行检验。然而,在对其进行检验的过程中,难免会遇到许多问题,本文结合工作经验,在阐述了门式起重机检验的一般规定的基础上,从主梁悬臂端上翘度的检验、主梁腹板局部翘曲的检验以及主梁受拉盖板焊接焊缝的检验等方面总结了检验醍醐,以供同仁参阅。
门式起重机;检验;方法
引言
近年来,随着经济体制改革不断深入和国民经济的飞速发展,起重机在生产领域及流通领域得到了广泛的应用。它不仅大大减轻了工人的劳动强度,而且也大大提高了劳动生产率。尽管如此,起重机主梁需设置一定的上拱度值,其主要目的是为了提高起重机的承载能力、改善主梁的受力情况、抵抗主梁在载荷作用下的向下变形,提高主梁的强度与刚度。在起重机的结构中主梁是主要承载构件,上拱度值作为主梁的重要技术性能参数,一但出现问题,将会对使用单位造成重大经济损失或造成特种设备事故。所以做好起重机主梁的检验工作是防范和减少各类安全事故发生的重要保障之一。
1 门式起重机检验的一般规定
(1)所用检验仪器和量具,需经鉴定合格方可使用。仪器和量具精度的选择,应与被检查部件的技术要求相适应(见表1)。
(2)检验用各类量具允许误差不大于表1的规定值。
(3)检测时,量具的温度与被检件的温度应基本一致。

表1 常用量具的精度
(4)金属结构的非加工面测量计数单位为0.5mm。
(5)检验门架有关项目时,走台上应不放置电柱、角钢滑线、电阻器、控制屏等零部件,但焊好的电线管除外。
(6)门架有关项目检验,应在无日照温度影响,或者经检验、被检验双方协商确认温度基本一致的条件下进行。
2 门式起重机的检验项目、方法及标准
2.1 主梁跨中上拱度的检验
2.1.1 检验内容
对主梁跨中处的上拱度进行检验。门式起重机主梁大部分是分段制造、分段运输,到使用现场要重新组立。对桁架式主梁,名杆件在制造厂研配完后需拆下到使用现场组装。因此,立梁跨中上拱度的检验,除制造厂进行。使用单位在主梁组立完后也必须进行。这一项是《通用门式起重机产品质量分等》标准(JB/ZQ8002—89)中的考核项目(以下简称考核项目)。
2.1.2 检验方法
(1)检验需在室内或无日照影响时进行。
(2)用垫架将主梁垫平,使两端座板处上盖板的标高相互差Δ≤2mm。如果是双主梁结构,垫架应置于主梁座极正下力。如果是单主梁结构,垫架支承中心线置于主梁座板外侧700mm处。
(3)轨道、栏杆、走台等零部件与主梁组装完后进行检验。
(4)将水准仪放到适当位置。将座尺分别置于两座板处上盖板上,偏离主腹板,以避开轨道压板为宜。用水准仪测得两零点处ho值(ho为两零点的平均值)。将座尺分别置放在跨中三个大箱板的上盖板处,偏离主腹板,以避开轨道压板为宜。用水准仪找到拱度最高点,该点的测量值为h或h10和h20那么实测拱度:
对双主梁结构:挂铭牌侧F1=ho-h10
单主梁结构:F=ho-h+ΔF垫
其中△F垫是垫架位置对拱度的影响值。表2列出起重量5~20t、跨度18~35m的单主梁门式起重机的AF垫值,其余的吨位、跨度的AF垫值可参考表2。
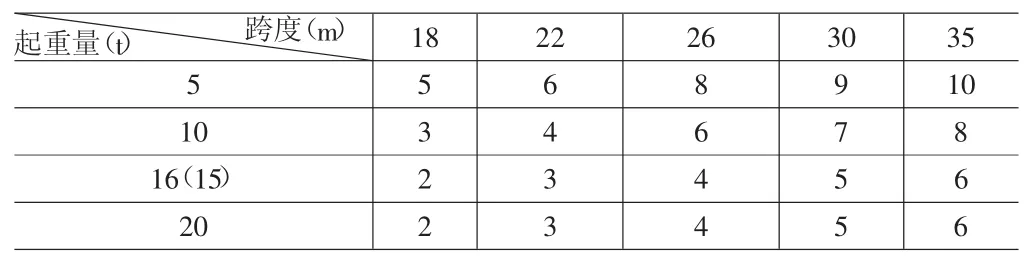
表2 垫价位置对拱度的影响值ΔF垫
2.1.3 检验标准
(1)优等品的门式起重机
S以毫米计,为起重机的跨度。
(2)一等品或合格品的门式起重机
(3)最大上拱度在跨中3/10的范围内。
学生是学习的主体。药学生要主动汲取专业知识,养成良好的职业道德,逐步渗透职业行为准则,培养接受他人、尊重他人并肯定他人的礼仪态度等,这些对自身能力的提高意义重大。同时,药学生要克服恐惧心理,大胆地走出教室,积极地进入实训、见习或实习场所,多参与实践性的训练项目,培养自己的知识迁移能力来逐步适应岗位要求,以防出现毕业后再花很长一段时间去适应工作的情况。
2.2 主梁悬臂端上翘度的检验
2.2.1 检验内容
对主梁悬臂端的上翘度进行检验。这一次检验与主梁跨中上拱度的检验同,且为考核项目。
2.2.2 检验方法
按照主梁跨中上拱度的检验方法将主梁垫起,用水准仪测得各零点处的ho值(ho为各点处平均值)。将座尺分别置于梁端第一块大筋板的主腹板上盖板处,用水准仪测得 h1、h2值或 h11、h12、h21、h22值。
对双柱梁结构:F10=h0-h11
对单主梁结构:F01=h0-h1=ΔF01
其中,ΔF01、ΔF02为垫架位置对翘度的影响值,见表3。未列出吨位和悬臂长度的门式起重机的ΔF01、ΔF02。

表3 垫架位置对翘度的影响值ΔF01、ΔF02(mm)
2.2.3 检验标准
(1)优等品的门式起重机
L1、L2为左右端支腿至梁端第一块大筋板的距离,可视为左右端有效悬臂长度。
(2)一等品或合格品的门式起重机

2.3 主梁腹板局部翘曲的检验
2.3.1 检验内容
对主梁腹板局部翘曲进行检验。对单主梁门式起重机,只测主腹板。该项检验由制造厂进行,使用单位视需要而定。对主梁腹板局部翘曲的检验属于考核项目。
2.3.2 检验标准
主腹板局部翘曲的测量值,应符合表4的规定。
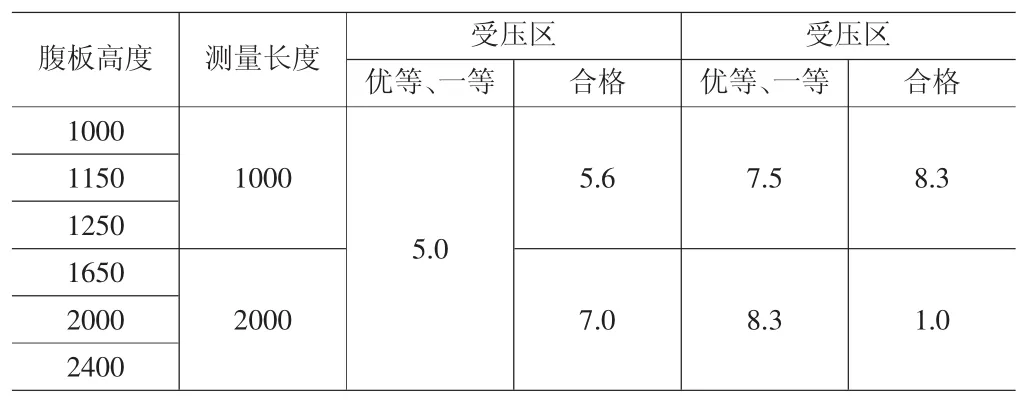
表4
2.4 主梁受拉盖板焊接焊缝的检验
2.4.1 检验内容
对主梁受拉盖板对接焊缝进行检验。对主梁腹板、受压盖板的对接焊缝的检验也可参照执行。该项检验应在制造厂和使用单位进行。如果不具备条件,可提供30d内的X射线探伤照片或超声波检验报告。这项检验是考核项目。
2.4.2 检验方法
用超声波和X射线进行对接焊缝的检查。如对检查出的缺陷焊缝有争议,以X射线检验为准。
2.5 主梁上盖板水平偏斜的检验
2.5.1 检验内容
对主梁上盖板水平偏斜进行检验。该检验在制造厂进行,但不作为考核项目。
2.5.2 检验方法
用水准仪、座尺、钢卷尺进行检验。
[1]徐格宁.起重运输机械行业发展现状与机械安全技术及标准的应用[J].机械工业标准化与质量,2007(10):13~15.
[2]李业景.塔机安全检验中存在问题及对策[J].建筑机械化,2005,26(9):57~58.
[3]《起重机械安装改造重大修理监督检验规则》[J].新华出版社,2016(1):60.
[4]季永元.桥门式起重机检验中遇到的问题及解决措施[J].中国新技术新产品,2012(3):138.
TH213
A
1004-7344(2016)32-0229-02
2016-11-2
猜你喜欢
湖北农机化(2020年18期)2020-11-23
仪器仪表用户(2020年11期)2020-11-12
机械制造(2020年7期)2020-07-21
上海计量测试(2019年5期)2019-11-04
石油化工建设(2018年2期)2018-07-11
石油化工建设(2018年2期)2018-07-11
石油化工建设(2015年6期)2015-12-01
石油化工建设(2015年6期)2015-12-01
上海计量测试(2013年1期)2013-07-26
测绘科学与工程(2013年3期)2013-03-11
