
基于BP神经网络的DP600点焊熔核参数建模
2017-04-28 07:15包晔峰蒋永锋姚子铃
电焊机 2017年3期
陈 辉,包晔峰,蒋永锋,杨 可,姚子铃
(河海大学机电工程学院,江苏常州213022)
基于BP神经网络的DP600点焊熔核参数建模
陈 辉,包晔峰,蒋永锋,杨 可,姚子铃
(河海大学机电工程学院,江苏常州213022)
以焊接电压、焊接电流构造输入向量,熔核直径、热影响区外径和焊接区焊后厚度为输出量,建立DP600高强钢电阻点焊的熔核参数模型。推导了梯度下降法、动量梯度法和共轭梯度法三种权值算法,并用实际试验数据对模型进行训练和预测。结果表明,共轭梯度法训练后的预测结果误差率最低,所有参数的误差在8%内,平均误差在4%内,可用于在线检测来提高产品质量。
DP600;电阻点焊;BP神经网络;训练优化
0 前言
电阻点焊是一种高速、经济的连接方法,广泛应用于汽车制造、航空航天、建筑和家电等领域。DP600是一种新型双相高强钢,由铁素体和马氏体两相组成,铁素体基体赋于DP600良好的塑韧性,岛状的硬质马氏体分布在铁素体基体上,使DP600的强度达600 MPa。随着汽车行业节能、轻量化要求的提出,DP600已成为汽车制造业的热点材料。
控制电阻点焊质量的方法很多,可分为离线和在线两大类。传统的撕裂、拉剪等破坏性试验属于离线式方法,是点焊生产过程中常用的检验手段,但不对每个焊点进行检验,为一种抽检方式,有漏检的可能。在线方法一般以焊接过程中的电流、电压、位移等物理量为检测量,通过建立这些参数与熔核直径等质量参数的关系,来判断焊接质量的好坏,可对生产过程中的每个焊点进行检测,是一种间接方法,检测的精度决定于所用模型。目前离线检测常用动态电阻、电极位移和焦耳热等建立检测模型,在工业领域得到了应用,达到了一定的水平;但一些模型基于单一参数建立,不能适应复杂的实际工作情况。目前人工智能发展迅速,在处理非线性、模糊性的问题上有独特的优势,人工智能有神经网络、专家系统和模糊控制等,人工神经网络是一种并行式的信息处理网络结构,具有非线性逼近能力的特点[1-4]。本研究采用BP神经网络建立DP600电阻点焊熔核参数模型,实现了熔核直径的在线检测。
1 DP600电阻点焊熔核参数神经网络模型建立
神经网络利用神经元模仿人类大脑进行学习和训练,在输入和输出之间建立一种映射关系,通过计算机的迭代计算,使希望值与输出的误差最小。网络结构有模式顺传播和误差反传播两种形式[5],其中误差反传播(即BP)应用最广,能解决多输入多输出以及非线性系统的控制问题。
电阻点焊焊接质量的影响因素有很多,有电极压力、焊接时间、焊接电流、焊接电压、动态电阻等,其中焊接电流和时间是最主要的点焊参数[6]。点焊接头强度与熔核尺寸有关,熔核直径是反映焊接质量最直观的参数。试验保持电极压力、递增递减时间、预压时间、维持时间和休止时间不变,选取焊接电流和时间为输入量,熔核直径、热影响区外径、焊后焊接区厚度为输出量,激活函数是神经网络处理数据的中枢,网络隐层采用非线性特性的sigmoid函数,输出层采用线性的purelin函数,建立了如图1所示两输入三输出单隐层的DP600电阻点焊熔核直径BP神经网络模型。
图1中隐层第i个神经元的输入和输出为
式中 wmi为输入层和隐层之间的权值;f1为非线性特性的sigmoid传递函数;k为第k个样本。
输出层第p个神经元的输入和输出为

式中 wip为隐层和输出层之间的权值;f2为线性特性的purelin传递函数。
神经网络的学习效果和隐层神经元的数目相关,神经元数目过多或者过少都会对网络的适应性有影响[7],采用增长法和反复试验法确定了隐层的最佳神经元数目为18。

图1 DP600电阻点焊熔核参数神经网络模型
2 DP600电阻点焊熔核参数数据采集
2.1 试验材料
试验材料为DP600双相钢,化学成分见表1。

表1 DP600试验钢化学成分 %
由表1可知,DP600中含有提高淬透性的元素铬和钼,可以推迟珠光体转变和扩大铁素体转变区域,通过控温控轧很容易得到含有铁素体和马氏体的双相组织。该钢种的合金元素含量相比于其他高强钢较低,所以焊接性优良。
2.2 试验方法
试验采用YR-350CM2固定式点凸焊机、锥形铜合金电极,焊接时水冷,DP600双相钢根据GB2651 -89标准裁剪为1.5 mm×25 mm×100 mm的点焊试样,用无水乙醇清洗并保存在干燥皿中,随取随焊,减少表面清洁度对焊接结果的影响。
2.3 试验结果
为了试验数据的准确性,测量时距离点焊焊点中心1.5 mm处切开,再用400#~2000#砂纸慢慢打磨至熔核中心处,使用4%的硝酸酒精腐蚀试样,最后观察熔核和热影响区、拍照和测量,得到熔核直径、热影响区外径、焊接区焊后厚度的几何尺寸。试样截面如图2所示。
DP600双相钢点焊接头的低倍形貌如图3所示。由于组织差异,腐蚀之后母材区(BM)、热影响区(HAZ)和熔核区(FZ)界限区分明显,白色区域为熔核,各试验条件下测得的数据如图4~图7所示。

图2 宏观分析试样

图3 DP600双相钢电阻点焊接头处的低倍形貌

图4 焊接电流为5.3 kA时的试验结果

图5 焊接电流为6.6 kA时的试验结果

图6 焊接电流为7.8 kA时的试验结果

图7 焊接电流为9.1 kA时的试验结果
分析测量数据可知,当焊接时间一定时,随着焊接电流增大,熔核直径先增大后减小,在7.8 kA时达到最大;考虑到实际生产中会选择7.8 kA施焊,因此增加了7.8 kA的试验组来提高数据的精度。
3 DP600点焊熔核参数神经网络权值算法、训练和预测
3.1 DP600电阻点焊熔核参数网络的权值算法
神经网络训练是通过调整权值使输出误差达到最小过程。梯度下降法也称最速下降法,是神经网络权值调整的常用方法,其算法推导如下。
由图1得到输出层神经元输出误差为


根据梯度下降法的定义,权值调整量与误差能量对权值的偏微分成正比,但符号相反,即

式中 η为比例系数。
根据局部梯度的定义

式(3)求导得

式(8)和(9)代入式(7)得

即

输入层与隐层的权值wmi算法推导同上,可得

但梯度下降法存在收敛不稳定、不够迅速和局部极值难确定的缺点,为了得到高精度的网络模型,本研究采用动量梯度和共轭梯度法两种方法来调整权值算法。
动量梯度法是自启发式训练函数的一种,是对梯度下降法的一种优化。动量梯度下降函数是加入之前调整梯度的分量,将前一次调整量的一个比例值加到这一次误差梯度算出来的权值调整量上,调整公式为

式中 α为动量因子;D(n)是n时刻的负梯度。增加前面迭代连接权的修正值,相当于给迭代过程加一个低通滤波器,使梯度的下降更加平滑,减小了训练过程的震荡,改善了收敛性和提高网络的训练速度[8]。
共轭梯度法是基于数值最优理论的一种算法。共轭梯度法也是梯度下降法的一种改进,其基本思想是计算此次负梯度方向,与上一次方向矢量的加权共轭向量作为新的方向矢量

式中 δk+1为第k+1次的负梯度矢量;βkdk为前一次的共轭方向的加权值;βk为权。此方法可以使搜索方向更明确、更快速。这种方法可改变梯度法震荡和收敛性差的缺点,加快训练速度,提高训练精度[8]。
3.2 DP600电阻点焊熔核参数神经网络的训练
在48组试验数据中选取40组作为训练样本,剩余8组数据作为测试样本来验证模型的优劣性。对焊接电流和焊接时间输入样本进行学习训练,由于焊接电流和焊接时间具有不同的物理意义,数量级相差较大,建模时进行了归一化处理,网络输出通过反归一化得到。设置网络的训练的最小误差为0.001,学习率0.01,最大训练次数15 000,图8、图9和图10分别是梯度下降法、动量梯度法和共轭梯度法的网络输出和实际输出对比图。

图8 梯度下降法的各项参数真实值和网络输出值

图9 动量梯度法的各项参数真实值和网络输出值
图中反映了网络输出结果和实际结果的拟合情况,可以看出网络输出和实际输出基本重合,模型具有与真实值的良好逼近。梯度法和动量梯度法的训练震荡性较大,共轭梯度法的网络输出和实际输出误差小,其效果优于梯度下降法和动量梯度法。

图10 共轭梯度法的各项参数的真实值和网络输出值
3.3 DP600电阻点焊神经网络预测结果
将测试数据代入模型得到预测结果,得到测试数据的网络预测值和实际测量值的比较如图11~图13所示。

图11 梯度下降法的网络预测值和实际测量值的比较

图12 动量梯度法的网络预测值和实际测量值的比较
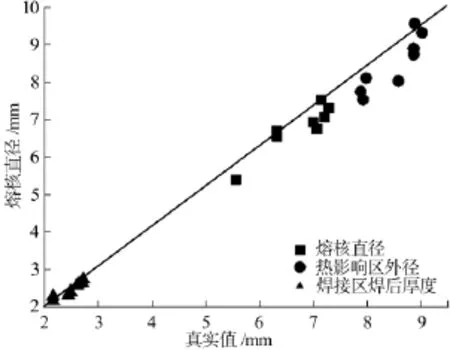
图13 共轭梯度法的网络预测值和实际测量值的比较
由图可知,共轭梯度法的网络预测值和测量值较多地集中在对角线上,而其他两种方法均有不同程度的较大偏离。为了使预测效果更直观,将三种权值算法预测值的最大误差、最小误差和平均误差列于表2。由表2可知,共轭梯度法的网络平均误差和最大误差都是最小的,输出的熔核直径和焊接区厚度误差范围在6%以内,输出的热影响区外径误差范围在8%以内,三种参数输出的平均误差均在4%以内。

表2 三种权值算法预测值的误差值
4 结论
(1)建立的BP神经网络模型能够确立高强钢DP600电阻点焊过程中,以焊接电流和焊接时间作为输入,熔核直径、热影响区外径和焊接区焊后厚度作为输出的动态关系。
(2)网络模型中分别采用梯度下降法、动量梯度法和共轭梯度法三种权值算法,经训练后,三种方法均能以不同精度预测熔核参数,其中采用共轭梯度法的网络模型的测试样本所有参数误差在8%内,平均误差在4%内,可以应用于在线检测,用来提高产品质量。
[1]曾鸿志,单平.电阻点焊及质量控制方法的研究进展[J]. Welding Technology,2000,29(5):1-3.
[2]Rolich T,Sajatovic A H,Pavlinic D Z.Application of artificial neural network(ANN)for prediction of fabrics'extensibility[J].Fibers and Polymers,2010,11(6):917-923.
[3]曾晓琦.论电阻点焊质量控制技术[J].企业科技与发展. 2012,325(7):25-28.
[4] 滕辉,张勇,胡喆.电阻点焊质量检测[J].电焊机,2014,44(7):75-78.
[5]傅荟璇,赵红.MATLAB神经网络应用设计[M].第一版.北京:机械工业出版社,2010:84.
[6]赵熹华,冯吉才.压焊方法及设备[M].北京:机械工业出版社,2005:26.
[7] 崔东文.多隐层BP神经网络模型在径流预测中的应用[J].水文,2013,33(1):68-73.
[8]朱凯,王正林.精通MATLAB神经网络[M].北京:电子工业出版社,2010:202.
Modeling of the DP600 resistance spot welding nugget parameter based on BP neural network
CHEN Hui,BAO Yefeng,JIANG Yongfeng,YANG Ke,YAO Ziling
(School of Mechanical&Electronic Engineering,Hohai University,Changzhou 213022,China)
The input vector is constructed by welding voltage and welding current,nugget diameter,heat-affected zone diameter and thickness of weld zone after welding as output,establish DP600 high strength steel resistance spot welding nugget diameter model. Deduce gradient descent method,gradient descent method with momentum and conjugate gradient training method,and use actual test data to train and predict.The result shows that the model which uses conjugate gradient training method has smallest error rate,the overall error of parameters within 8%,the average error is 4%,which can be applied to quality control.
DP600;resistance spot welding;BP neural network;training optimization
TG409
A
1001-2303(2017)03-0067-06
10.7512/j.issn.1001-2303.2017.03.13
献
陈辉,包晔峰,蒋永锋,等.基于BP神经网络的DP600点焊熔核参数建模[J].电焊机,2017,47(03):67-72.
2016-10-01
中央高校专项业务经费(2014811614)
陈辉(1992—),男,江苏盐城人,在读硕士,主要从事不锈钢防腐的研究。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
数学物理学报(2022年1期)2022-03-16
无损检测(2022年2期)2022-03-02
数学物理学报(2021年6期)2021-12-21
河北理科教学研究(2020年1期)2020-07-24
应用数学(2020年2期)2020-06-24
上海金属(2019年5期)2019-10-09
河南科技大学学报(自然科学版)(2017年6期)2017-07-19
焊接(2016年6期)2016-02-27
焊接(2016年5期)2016-02-27
