
SMA490BW耐候钢激光-电弧复合焊接接头性能
2017-04-28 07:15单清群孙福庆朱善峰
电焊机 2017年3期
单清群,孙福庆,朱善峰
(中车青岛四方机车车辆股份有限公司,山东青岛266111)
SMA490BW耐候钢激光-电弧复合焊接接头性能
单清群,孙福庆,朱善峰
(中车青岛四方机车车辆股份有限公司,山东青岛266111)
高速列车转向架服役环境复杂,易受到大气腐蚀,通常使用耐候钢作为转向架材料。SMA490BW耐候钢以普通碳素钢为基础,添加了耐大气腐蚀的Cu、P、Cr、Ni等元素,具备较好的耐腐蚀性。采用激光-MAG复合焊及MAG焊,针对SMA490BW接头性能、微观组织及合金元素波动进行研究。结果表明,复合焊接头组织核力学性能优于MAG焊接接头,且合金元素成分波动较小,在转向架焊接中可实现对MAG焊接工艺的替代和优化。
SMA490BW耐候钢;激光-MAG复合焊;接头组织;合金元素
0 前言
铁路运输是我国主要交通运输方式之一,其优点是运输能力大、运输经济性好、运行速度较快、运行稳定性较高。目前,列车高速化是我国铁路运输行业发展的主要战略方向,随着运行速度的不断提高,其承受的载荷以及运行的环境条件越来越复杂[1]。作为轨道车辆的重要部件之一,转向架的材料选择及其工艺、性能的研究也成为重要的课题[2]。
对于转向架而言,常用的焊接方法为MAG焊,焊后残余应力较大、易变形,且在T型接头的焊趾处出现未熔透现象,会发生严重的应力集中,降低接头的疲劳强度,进而对转向架构架的可靠性及安全性产生严重的影响[3-4]。相比之下,激光-MAG复合焊作为一种新型焊接方法,具有功率密度高、焊缝熔深大、间隙适应能力强、残余应力水平低等特点[5-6]。本研究采用激光-MAG复合焊获得了成形良好的焊接接头,并针对复合焊接头的不同区域进行合金元素成分测量和分析。同时,对比研究复合焊接头和常规MAG焊接头的微观组织及力学性能,为激光-MAG复合焊的工程应用奠定了理论基础。
1 试验方法和材料
1.1 试验材料
试验材料为高速列车转向架用钢SMA490BW耐候钢,选择直径1.2 mm的铁道车辆高强度耐大气腐蚀钢焊丝JM-55II。母材及焊丝化学成分如表1所示。

表1 SMA490BW耐候钢主要化学成分 %
除表1中的元素外,还添加了Mo、Ti、Ni、V和Zr等耐大气腐蚀的元素,通过这些合金元素的固溶强化和细晶强化,提高材料的强度和塑性。耐候钢在前期锈蚀后由于钢表面Cu、P等微量元素富集,形成了一层致密的非晶态锈层组织,并与基体牢固结合,即在基体表面形成一层致密的保护膜,阻止腐蚀向基体内部扩展,减缓材料腐蚀的速度,对基体材料起到一定的保护作用。
1.2 试验方法
采用激光-MAG复合焊及MAG焊进行对比研究。复合焊接系统主要包括IPG激光发生器和Kemp Arc Pulse焊机,如图1所示。在保护气的选择上,如果使用纯氩气,焊接过程的稳定性会下降,噪声大;若使用纯CO2气体,则焊接飞溅大,成形不良。故选用保护气为w(Ar)80%+w(CO2)20%。根据焊接参数工艺优化试验,采用激光在前、电弧在后的焊接方式,激光与焊枪之间的夹角为40°,激光-MAG复合焊选用坡口形式为双边60°,4 mm钝边,1.2 mm对接间隙;MAG选用坡口形式为双边60°,2 mm钝边,1.2 mm对接间隙。激光-MAG复合焊及MAG焊接参数如表2所示。

图1 激光-MAG复合焊接系统

表2 优化焊接参数
焊接完成后,用型号为XXQ2505D-XK3.2的X射线探伤仪对焊缝区域进行内部缺陷检测。针对焊接接头各区域的合金元素成分,采用手持式合金成分分析仪进行现场快速测量。
2 试验结果和分析
2.1 激光电弧复合焊焊缝成形
对试验所获接头进行分宏观形貌分析,主要观察焊缝整体成形情况、背面是否焊透、熔合情况是否良好以及是否存在咬边等缺陷。激光-MAG复合焊焊缝宏观成形见图2,MAG焊焊缝成形见图3。
两种焊接工艺下,焊缝正、反面成形良好,无咬边、未熔合等缺陷,焊缝余高适中,纹理较为均匀。焊接过程中,层道表面出现少量熔渣,故表面存在熔渣清理痕迹。
针对12 mm厚SMA490BW激光-MAG复合焊对接试板,X射线探伤参数为:焦点直径3 mm,焦距700 mm,电流5.0 mA,电压150 kV,曝光时间2.5 s。要求靠近焊缝处的灰度值调整为11 000~13 000,以保证图片清晰。X射线探伤结果如图4所示,MAG焊、激光-MAG复合焊焊缝接头内部基本没有可见的气孔、夹杂、未熔合等内部缺陷。

图2 激光-MAG复合焊焊缝成形
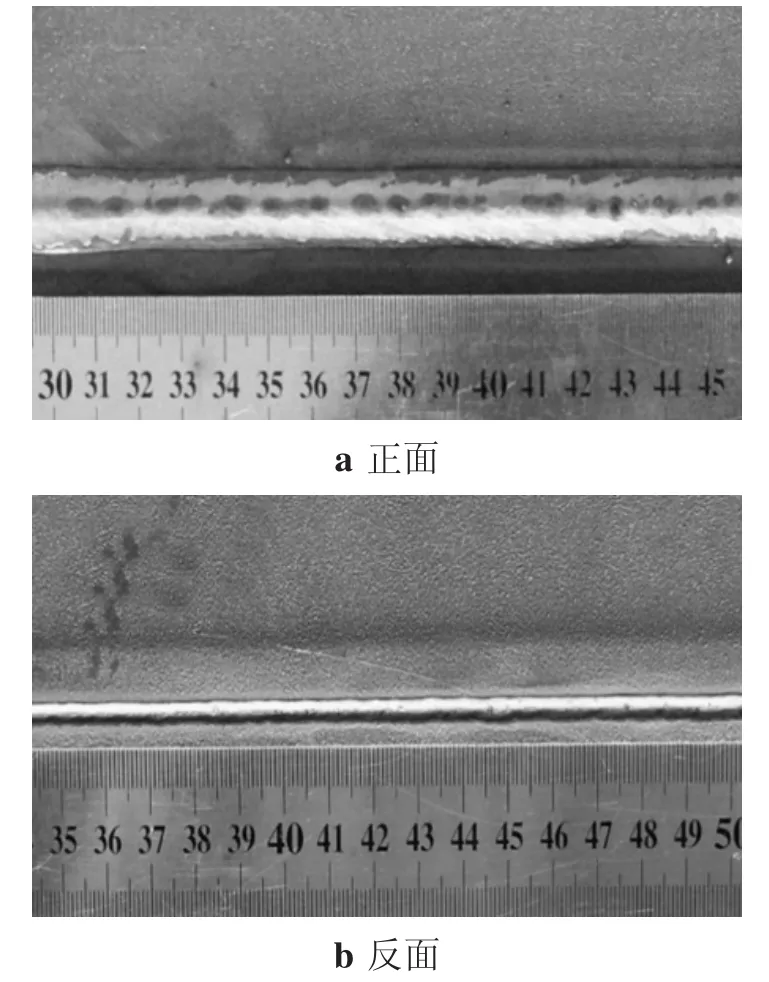
图3 MAG复合焊焊缝成形
2.2 基于XRF荧光光谱法的焊接接头元素成分
通过基于XRF荧光光谱的手持式合金成分检测仪对焊接接头的不同区域进行合金元素成分检测。分别在焊缝、热影响区、近热影响区母材及远离热影响区母材四个区域测量合金元素成分,观察焊接接头不同区域合金元素的波动情况。

图4 X射线探伤结果

图5 焊接接头不同区域合金元素测量示意
如图5所示,在焊缝中心无缺陷处选取测量点,运用合金成分测量仪的小点焊缝分析功能测量焊缝区域合金成分;之后,从焊缝中心测量点处向右移动5 mm测量热影响区的合金成分;完成热影响区成分测量后,分别从热影响区测量中心点向右移动10 mm、20 mm,测量近热影响区母材及远离热影响区母材的合金成分。

图6 焊接接头不同区域合金元素含量
SMA490BW耐候钢激光-MAG复合焊接接头的合金元素成分测量结果如图6所示。焊缝中心区域合金元素成分有一定的波动,特别是Ni、Nb等元素;然而对于热影响区,合金元素成分波动较小,基本与母材持平;距焊缝中心不同距离的母材,其合金元素成分也基本持平,处于测量仪器正常检测误差范围之内。总体来说,整个焊接接头的合金元素成分虽存在一定程度的波动,但相比于传统MAG焊接,其波动程度较小,焊后几乎不对母材的合金元素成分造成影响,故SMA490BW耐候钢复合焊接接头的强化性能、抗大气腐蚀性能能够较好的保持。
2.3 激光-电弧复合焊接接头组织
接头焊缝区微观组织如图7所示。MAG焊、激光-MAG复合焊焊缝区均为粗大的柱状晶,其分布方向与热扩散方向平行,与熔合线垂直,是由母材晶粒向熔池内部生长,与母材晶粒的取向保持一致,这种结晶方式称为联生结晶[7]。

图7 对接接头焊缝区微观组织
激光-MAG复合焊焊缝区的组织和传统MAG焊均为沿晶界分布的条状铁素体、无碳贝氏体向晶内生长,晶内则是针状铁素体、侧板条铁素体和珠光体。在结晶过程中,条状的铁素体沿奥氏体晶界析出,而侧板条铁素体则从奥氏体晶界的侧面以侧板条状向晶内生长,在原始奥氏体晶内则是针状铁素体,原奥氏体冷却后变为珠光体。
激光-MAG复合焊接熔池在冷却过程中以非均匀方式形核,以柱状晶的形式从母材向熔池生长。结晶方向与最大温度梯度方向一致,因为该方向上需要的形核功最小。激光与电弧的协同作用使复合电弧压缩能量集中,温度分布曲线陡峭,冷却速度较快,因此,激光-MAG复合焊焊缝区晶粒粗化程度更低,晶粒尺寸小于MAG焊,且组织均匀分布。
接头热影响区微观组织如图8所示。传统MAG焊、激光-MAG复合焊的过热区组织基本相同,熔合线两侧组织存在明显差异,熔合线右侧为柱状晶的焊缝组织,左侧为过热区。过热区的组织主要是沿晶界分布的先析铁素体、向晶内生长的无碳贝氏体,晶内则是针状铁素体、粒状贝氏体和珠光体组织。贝氏体的强度、硬度和塑性、韧性较好。


图8 对接接头热影响区各分区微观组织
正火区的微观组织见图8c、8d,MAG焊、激光-MAG复合焊正火区的晶粒非常细小,组织为细小的铁素体和珠光体。与传统MAG焊相比,激光电弧复合焊的组织分布更加均匀。MAG焊、激光-MAG复合焊不完全重结晶区的组织均为铁素体和部分珠光体,具体组织形貌如图8e、8f所示。
3 结论
以12mm厚的高速列车转向架材料SMA490BW耐候钢为研究材料,采用MAG和激光-MAG复合焊接两种工艺进行对接焊接试验,测试和分析焊接接头进行组织及合金元素成分,得出以下结论:
(1)根据工艺优化实验,设计出了适合12 mm厚SMA490BW激光-MAG复合焊及MAG焊的坡口形式和焊接参数,焊接接头成形良好。
(2)针对激光-MAG复合焊接接头,采用基于XRF荧光光谱的手持式合金成分测试仪对其不同区域进行了元素成分测量,得到变化波动情况。
(3)激光-MAG复合焊和MAG焊的焊接接头组织均分为焊缝区、热影响区和母材,其中热影响区又分为过热区、正火区和部分相变区。焊缝区的组织主要为沿晶界分布的先析条状铁素体、向晶内生长的无碳贝氏体,晶内则是针状铁素体和珠光体;过热区的组织主要是先析铁素体、无碳贝氏体、粒状贝氏体和珠光体,还有过热的魏氏组织;正火区为细小均匀的铁素体和珠光体;部分相变区的组织则是细小和粗大的铁素体以及部分珠光体;母材为铁素体和珠光体的带状组织。
[1]金光.铁路客车转向架构架材料焊接接头的组织与性能研究[D].辽宁:大连交通大学,2007.
[2]廖永亮.铰接式转向架构架疲劳寿命研究[D].四川:西南交通大学,2009.
[3]严隽耄.车辆工程[M].北京:中国铁道出版社,1999.
[4]刘焕军.转向架侧梁焊接残余应力与变形的研究[D].四川:西南交通大学,2012.
[5]陈彦宾.现代激光焊接技术[M].北京:科学出版社,2005.
[6] 袁小川.激光-电弧复合焊接技术的研究与应用[J].焊接技术,2010,4(8):5-9.
[7]张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,1999:87-103.
Properties of welded joint in laser-MAG hybrid welding of SMA490BW weather-resistance steel
SHAN Qingqun,SUN Fuqing,ZHU Shanfeng
(CRRC QINGDAO SIFANG Co.,Ltd.,Qingdao 266111,China)
The research on bogie has been a key issue.Because of a complex service environment and atmospheric corrosion,weatherresistance steel is usually taken as the bogie material.Compared with ordinary carbon steel,elements with good corrosion resistance, such as Cu,P,Cr and Ni,have been added to SMA490BW weather-resistance steel.As for SMA490BW weather-resistance steel,laser-MAG hybrid welding has the advantages of high efficiency,small welding deformation and lower residual stress level.In this paper,the mechanical properties,microstructure and the variety of alloy elements of SMA490BW weather-resistance steel welded joints by different welding method were investigated.The results illustrated that the microstructure and mechanical properties of hybrid welded joints were superior to those of MAG welded joints,and the alloy elements fluctuation was smaller.Therefore,laser-MAG hybrid welding is the substitution and optimization of MAG welding.
SMA490BW weather-resistance steel;laser-MAG hybrid welding;microstructure;alloy elements
TG456.7
A
1001-2303(2017)03-0079-05
10.7512/j.issn.1001-2303.2017.03.15
献
单清群,孙福庆,朱善峰.SMA490BW耐候钢激光-电弧复合焊接接头性能[J].电焊机,2017,47(03):79-83.
2016-12-22;
2017-03-02
单清群(1963—),男,山东青岛人,工程师,学士,主要从事轨道车辆制造过程质量检测的研究工作。
猜你喜欢
航空制造技术(2022年5期)2022-07-15
腐蚀与防护(2020年12期)2021-01-19
探索科学(学术版)(2020年4期)2021-01-18
上海金属(2020年6期)2021-01-04
上海金属(2020年4期)2020-08-25
哈尔滨铁道科技(2020年4期)2020-07-22
制造技术与机床(2019年12期)2020-01-06
武汉科技大学学报(2019年4期)2019-07-04
四川冶金(2019年5期)2019-02-18
西南交通大学学报(2018年5期)2018-11-08
