
塔式起重机标准节生产工艺管理
2017-05-30 08:45麦刚尹义民罗宇德
企业科技与发展 2017年5期
麦刚 尹义民 罗宇德
【摘 要】塔身标准节是塔式起重机重要的结构件。塔式起重机的工况复杂多变,标准节的加工质量制约着整个塔式起重机质量。要制造出符合使用标准的塔式起重机标准节,关键是做好标准节加工质量的管理。文章结合标准节加工质量管理的实践,对标准节生产中出现的问题进行分析。实践表明,改善生产工艺流程和使用标准节专用工装是提高塔式起重机标准节生产加工质量的有效方法,能够确保塔式起重机标准节的稳定性和塔式起重机工作的可靠性。
【关键词】标准节;工装;工艺流程
【中图分类号】TH213.3 【文献标识码】A 【文章编号】1674-0688(2017)05-0141-03
塔式起重机(简称塔机)的塔身標准节是由型钢和板件拼焊而成的桁架结构。中小型塔机标准节一般为片式结构,使用销轴和螺栓连接。一个合格的标准节不仅能提高塔机的稳定性能,而且能显著提高塔机的安全性能和工作效率,甚至能够起到事半功倍的效果。如何制造出符合使用标准的塔机标准节,关键是做好标准节加工质量的管理。根据笔者对标准节加工质量管理的实践,对标准节生产中出现的问题进行了分析,提出从生产工艺各方面对标准节加工质量进行管理。
1 塔式起重机标准节的特点
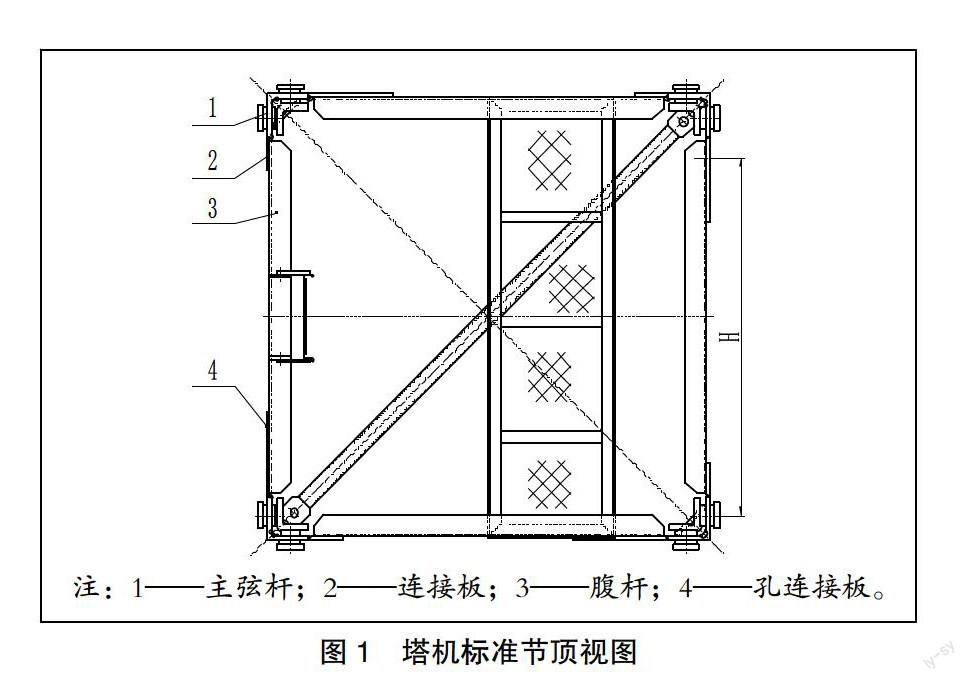
塔机标准节主要由主弦杆、腹杆和连接板等零部件组成。主弦杆和腹杆都由等边角钢加工制作而成。一节塔机标准节由4片标准节拼装而成,形成的箱形截面具有良好的抗弯刚度和抗扭刚度。塔机标准节的形状结构如图1所示。
2 主要技术难点
(1)标准节主弦杆的长度一致性问题,主要难点为机加工误差及焊接变形。
(2)主弦杆鱼尾板连接孔中心距到连接板的长度距离(H),易出现焊接收缩。
(3)相互配合点多,一些关键尺寸无法测量,只能依靠加工工装进行保证;部件与部件之间的行位公差也只能靠工装进行保证。
3 解决方案
建立相应的规章制度,推行完善的质量管理体系,使塔身标准节加工工作规范化、科学化,有效地搞好质量管理工作,确保加工质量。根据自身的生产能力制定完善、合理的生产工艺流程,以便制作出好的产品。标准节的加工更是需要完善生产流程,以使标准节加工工作规范化、科学化。严格按照加工工艺规程进行生产工作,对每道工序、每个结构层次、每一关键部位进行全方位的监控,坚持使用科学测量仪器检测,严格用数据说话,不凭经验办事。塔机标准节作为塔机的重要部分,其制造工艺对指导生产、保证质量起着重要作用。每一个加工过程都至关重要,特别是相关连接部位,直接影响标准节的整体质量。其中,焊接与孔的加工所占比例最高。
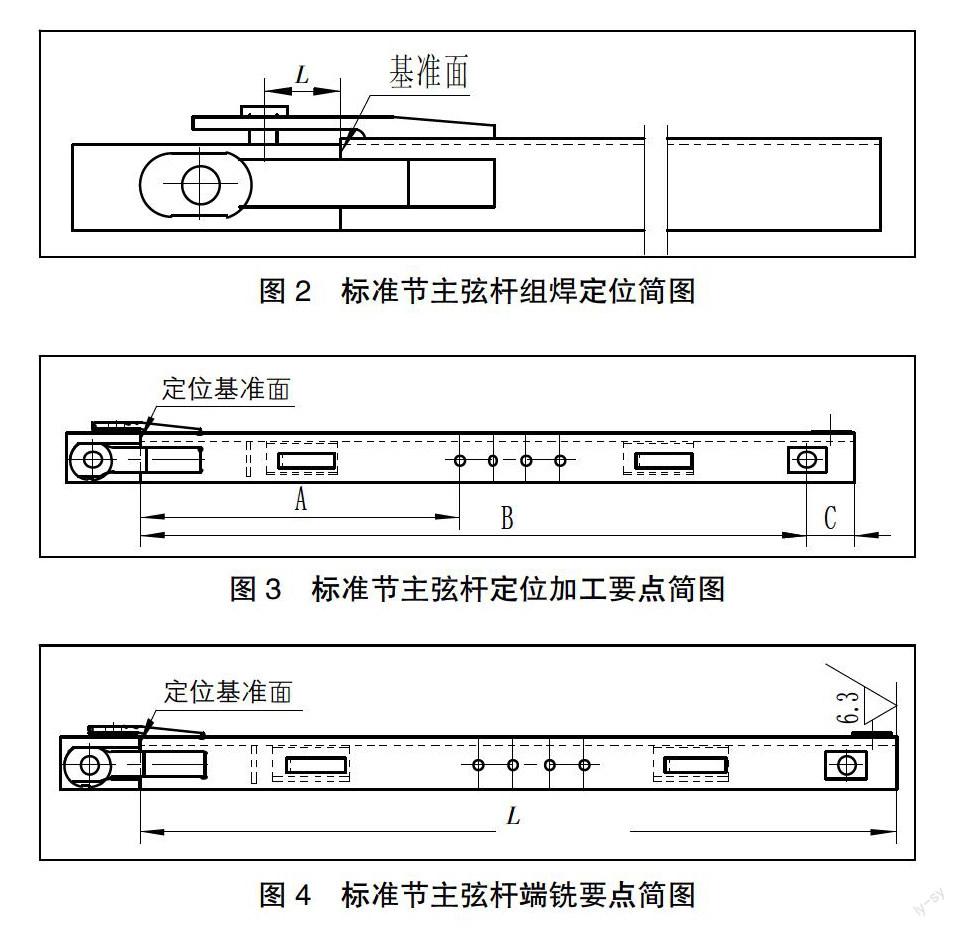
(1)从下料开始,作业人员必须对仓库的原料进行及时的检验,严禁将不合格原料领车间,按规定长度铣削完成后,标准节主角钢只进行一头端铣,以进行端铣后的一头作为基准装夹到专用组焊工装上,然后定位组焊鱼尾板及其他部件;定位基准面到鱼尾板连接孔的长度L根据主角钢的厚度也有所不同,如果主角钢的厚度低于某一值,L的长度会根据焊接反变形法相应加大(比设计值大,如图2所示)。脱模后对工件的施焊应采用逆向分段退焊法,同一条或同一直线的若干条焊缝,采用自中间向两侧分段退焊的方法,以控制鱼尾板跟主角钢端面的残余变形,确保相关装配尺寸。同时,使用焊接机械手进行焊接,也更好地排除人为的因素。
(2)施焊完成后对主弦杆进行孔加工,孔加工的定位基准面也是主角钢的端铣面,如图3所示,采用专用加工机床,或者是制作相应的钻模与配合摇臂钻床进行加工。专用加工机床是按照标准节主弦杆的加工尺寸而专门定制的,它的加工定位基准也是采用角钢端铣面,加工精度高,效率快,但是机床价格贵;专用钻孔工装的定位基准也是主角钢端铣面。2种加工方法统一基准面,很好地确保了相关尺寸的一致性,而且主弦杆加工专机床及钻孔工装都有鱼尾板孔与主角钢端面定位检验,可以验证上步工序的效果,确保主弦杆的统一性。
(3)加工完孔的主弦杆要进行另一端面的铣削,定位基准面也跟上面2步进行统一,如图4所示,确保每根主弦杆的长度L的一致性,这样主弦杆的加工算是完成,为下一步片状焊接做好准备。
(4)片式塔身标准节的组焊与施焊都是在工装模具上完成的,因为片式工装的钢性较好,定位尺寸H要相应的进行反焊接变形放大,主弦杆与连接板装模的时候必须用模具固定好,主弦杆装模的时候要进行长度L的验证;施焊时要按编排好的顺序和方法进行,以最大限度地减少焊接变形与焊接应力的产生。以工装模具批量生产的塔身标准节,塔身标准节拼焊模的设计和制作都是非常重要的,模具上的定位基准和主弦杆设计基准应一致。设计标准节工装模具时应充分考虑模具的通用性,夹紧工具也要通用化和系列化,以提高标准节模具的利用率,减少投入费用及缩短制作时间。标准节模具制作完成后,要先预制一个工件,通过验证找出存在的问题,将标准节模具修改完善后方能正式投入批量生产使用。
(5)标准节工装模具的使用规定:正确使用标准节工装模具,严格按照生产制作工艺进行;工装模具使用的定位销轴应为工艺销轴,以保证相应的配合精度;使用的压紧螺栓也应为工艺螺栓,螺栓的光身长度及配合精度要与工装模具相对应;制作好的工件应待定位销轴与螺栓全部打出后方能吊装脱模,切忌不可使用行吊强行下模,以防出现标准节片受集中拉力而发生变形;操作者要定期或不定期地对工装模具孔位定位套进行自检,如孔位定位套有裂纹,定位套孔直径公差范围不在允许范围内的要及时更换,自检周期最长不得超过15 d,检验员每月定期协助检测1次;保证孔位定位套精度符合设计要求,定位板不发生偏移;车间不定期地开展现场作业检查,并建立相配套的奖罚制度,使每个工装模具责任人形成自觉保养模具的良好习惯。每个片式工装模具生产120片标准节后要进行检验校正,以保证塔机标准节的稳定性;每次拼装2节,检验员负责检验并记录检验数据,以保证塔身标准节质量的稳定。为此,车间还应建立专门的考核制度,培养员工认真、仔细的工作作风。
(6)完善各类操作法和作业指导书。操作法是引导操作的路线,在操作过程中路线不能变。有的操作工特别是新员工对操作方法常有疑惑,生产车间管理者应在第一时间向他们解释清楚,还应派出经验丰富的老操作工手把手地教导,直到他们完全理解和掌握。为了减少安全隐患,车间还应根据原始记录、显示记录仪,不定期地进行检查,提醒操作人员时刻保持警惕,做到操作与规定完全一致。针对标准节生产的每個不同岗位,车间还应制定各岗位的职能考核细则,一周一小评,一月一大评,奖罚根据考核细则所规定的条例进行,进一步提高操作工在操作工序中的细心程度。
(7)各种不同的焊接操作方法对操作人员的依赖程度不同。对于塔身标准节焊接,焊工的操作技能和谨慎的工作态度对保证焊接质量至关重要。对于焊接机械手,焊接工艺参数的调整和施焊也离不开人的操作。对于各种片式组焊工装,电弧沿焊接接头的移动也是靠焊工掌握。若焊工施焊时质量意识差,操作粗心大意,不遵守焊接工艺规程,或操作技能低下、技术不熟练等都会影响直接焊接的质量。对施焊人员的控制措施如下:{1}加强对焊工“质量第一、用户第一、下道工序是用户”的质量意识教育,提高他们的责任心和一丝不苟的工作作风,并建立质量责任制。{2}定期对焊工进行岗位培训,从理论上掌握工艺规程,从实践上提高操作技能水平。{3}生产中要求焊工严格执行焊接工艺规程,加强焊接工序的自检与专职检验人员的检查。{4}认真执行焊工考试制度,坚持焊工持证上岗,建立焊工技术档案。
4 焊后成品的质量检验
标准节虽然在焊前和焊接过程中进行了检验,但由于塔机对塔身的整体要求,以及使用时条件的变化、波动等都有可能引发新的缺陷,因此为了保证标准节的质量,对成品也必须进行质量检验。成品检验的方法很多,应根据标准节的使用要求和图纸的技术条件进行选用。标准节成品主要检验外观和无损探伤。同时,标准节在使用中的检验也是成品检验的一部分。当然,由于使用中的标准节其检验的条件发生了改变,因此检验的过程和方法也有所变化。
4.1 外观检查和测量
标准节的外观检验是一种手续简便而又应用广泛的检验方法,是标准节检验的一个重要内容。这种方法有时也使用在焊接过程中,如鱼尾板作多层焊接时,每焊完一层焊道时进行检查,防止前道焊层的缺陷被带到下一层焊道中。外观检查主要是发现焊缝表面的缺陷和尺寸上的偏差。这种检查一般是通过肉眼观察,并借助标准样板、量规和放大镜等工具来进行检验。
4.2 物理方法的检验
物理检验方法是利用一些物理现象进行测定或检验被检材料或焊件的有关技术参数,如温度、压力、黏度、电阻等,以判断其内部存在的问题。例如,内应力分布情况、内部缺陷情况等。有关材料技术参数测定的物理检验方法属于材料测量技术。材料或焊件内部缺陷存在与否的检验,一般都是采用无损擦伤的方法。
5 结语
当今的建筑越来越高,塔机标准节的需求量更是不断增加,标准节的加工质量涉及生产及使用的各个环节,制定完善的生产流程及合理的工艺方案,然后按此严格执行,方可生产出好的塔机标准节。
参 考 文 献
[1]GB 50205—2001,钢结构工程施工质量验收规范[S].
[2]陈祝年.最新焊接工程师手册[M].北京:机械工业出版社,2002.
[3]商祥伟.汽车白车身夹具同心孔实验及其应用研究[J].企业科技与发展,2016(2).
[责任编辑:陈泽琦]
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
中学生数理化(高中版.高考数学)(2020年2期)2020-04-21
中学生数理化·高一版(2020年2期)2020-04-21
模具制造(2019年4期)2019-06-24
当代化工研究(2016年7期)2016-03-20
Coco薇(2015年10期)2015-10-19
河南科技(2014年8期)2014-02-27
