
奥氏体不锈钢复合板采用SAW焊接基层的焊接工艺研究
2017-09-03 10:10侯仰博
山东科学 2017年4期
侯仰博
(菏泽市产品检验检测研究院,山东 菏泽 274000)
【新材料】
奥氏体不锈钢复合板采用SAW焊接基层的焊接工艺研究
侯仰博
(菏泽市产品检验检测研究院,山东 菏泽 274000)
通过对S30408+Q245R复合板基层进行SAW焊接接头显微硬度测量、铁素体含量测量、金相显微镜观察等研究,探讨焊接线能量、冷却速度对复合板基层焊缝组织和母材覆层析出σ相的影响。研究结果表明,基层使用SAW焊接时,焊缝硬度比使用SMAW焊接时略低;母材覆层铁素体含量、焊缝过渡层/覆层铁素体含量均比基层使用SMAW焊接时所测含量略低;两种焊接方法的焊缝基层显微组织基本相同。但焊缝覆层/过渡层采用SMAW和GTAW焊接时金相组织有所不同,使用SAW焊接基层时焊缝组织无明显晶粒粗大特征,且母材覆层和焊缝过渡层/覆层均不会析出σ相。
奥氏体;复合板;SAW;焊接工艺
奥氏体不锈钢具有无磁性、较高的塑性和韧性、加工成型性好等特点,在酸性腐蚀介质中的耐蚀性能优良。奥氏体不锈钢复合板由碳钢或低合金钢(基层)与奥氏体不锈钢(覆层)复合而成,覆层具备奥氏体不锈钢在耐腐蚀方面的优点,基层具备碳钢或低合金钢强度和硬度较高等优点。奥氏体不锈钢复合板组成中奥氏体不锈钢仅占1/5~1/6,不仅极大地节省了不锈钢,而且成本仅为不锈钢板材的30%~40% 。例如,某石化公司催化烟气脱硫塔采用16MnR+304L不锈钢复合板,造价费用比采用整体不锈钢板节约 465 万元[1]。
近几年来,国内外对奥氏体不锈钢复合板焊接的研究日益重视。范祎欣等[2]对近年来不锈钢复合材料的焊接技术研究现状做了总结,对不同的焊接方法、焊后工艺、焊缝力学性能及组织、过渡层焊接、焊缝耐蚀性及未来的发展趋势做了研究。冯玉兰等[3]对Q245R/0Cr18Ni9不锈钢复合板焊接工艺及接头力学性能做了研究,焊接工艺为基层采用PAW和SAW焊接,过渡层和覆层采用GTAW焊接。付洪亮等[4]对不锈钢复合板压力容器的焊接特点进行了理论分析及研究,总结出其焊接工艺,重点研究了焊接的三要素:焊接坡口、焊接材料和参数焊接顺序,并进行了机理和物理性能检验分析。王庆晖等[5]对不锈钢复合材料的焊接质量控制管理方面做了研究。赵刚[6]对16MnR/0Cr18Ni9的不锈钢复合板压力容器筒体出现裂纹的原因进行了研究,并且针对焊接工艺和坡口形式提出了相应措施。
为提高生产效率,在工程条件允许的情况下,奥氏体不锈钢复合板的基层可以使用SAW进行焊接。与SMAW相比,SAW具有焊接速度快、生产效率高、焊缝质量稳定、劳动强度低、节省焊材等特点。但SAW一般情况下用于焊接水平焊缝,环境适应性差,焊接线能量较大,较适合长焊缝的焊接[7]。
本文对S30408+Q245R复合板的基层分别使用SMAW和SAW进行焊接并将两种方法形成的基层焊缝进行比较,分析基层使用SAW时线能量大、冷却速度慢是否会造成基层焊缝组织的晶粒粗大并导致母材覆层析出σ相。同时对复合板的过渡层/覆层采用GTAW和SMAW焊接, 分析两种不同焊接工艺对焊缝过渡层/覆层的影响。
1 焊接工艺
坡口角度越大,熔合比越小,稀释率越小;相反,坡口角度越小,熔合比越大,稀释率越大。不锈钢复合板焊接选用如图1所示坡口型式和尺寸。坡口下料时,采用火焰与机械切割相结合的方法。火焰切割时覆层向下,并防止基层的熔渣溅到覆层表面;切割时预留加工余量,切割完毕后,采用机械加工方法把热影响区刨掉,坡口完成后,按NB/T47013.5—2015[8]进行渗透检测,确保无分层和裂纹。
焊接顺序一般为,先焊基层焊缝,再焊过渡层焊缝,最后焊覆层焊缝,如图1所示。
组对前应对坡口表面及两侧仔细清洗,基层应去除铁屑、氧化皮、水分、油污等杂质,在覆层不锈钢坡口表面采用丙酮液擦洗干净。组对时应以覆层为基础进行,应保障覆层错边量不超标。
选用S30408+Q245R(3 mm+12 mm)复合板焊接4块试件,焊接方法的选择为:试件1的基层采用SMAW,过渡层/覆层采用GTAW;试件2的基层采用SMAW, 过渡层/覆层采用SMAW;试件3的基层采用SAW,过渡层/覆层采用GTAW;试件4的基层采用SAW,过渡层/覆层采用SMAW。采用SAW时使用碳弧气刨进行清根。焊接参数采用表1中的焊接工艺规程。
基层焊接采用双面SAW时,为研究在线能量较大的情况下对焊缝基层的组织性能的影响以及是否会造成母材覆层析出σ相,在焊接工艺规程中对SAW选用了较大工艺参数。线能量的计算公式为q=IU/v(I为焊接电流,A;U为电弧电压,V;v为焊接速度,cm/s;q为线能量,kJ/cm)。焊接试验中,基层第一道焊缝焊接电流为582 A,电弧电压为33.7~ 34.9 V,焊接速度为0. 747 cm/s,最大线能量为27.2 kJ/cm。基层第二道焊缝焊接电流为462 A,焊接电压为32.6~34.1 V,焊接速度为0.718 cm/s,最大线能量为21.9 kJ/cm。
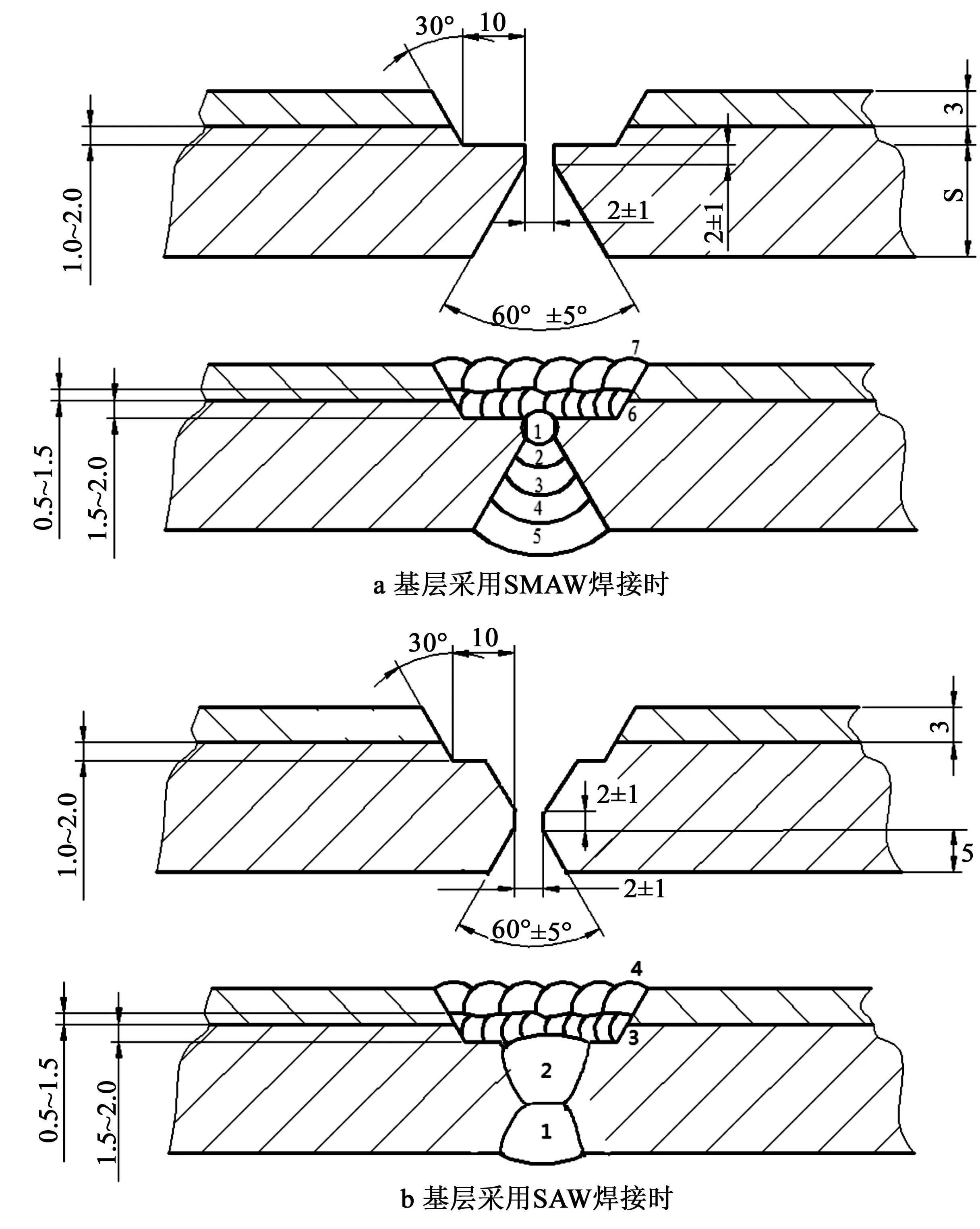
图1 不锈钢复合板焊接坡口与焊接顺序示意图Fig.1 Welding groove and welding sequence diagram of stainless steel composite plate
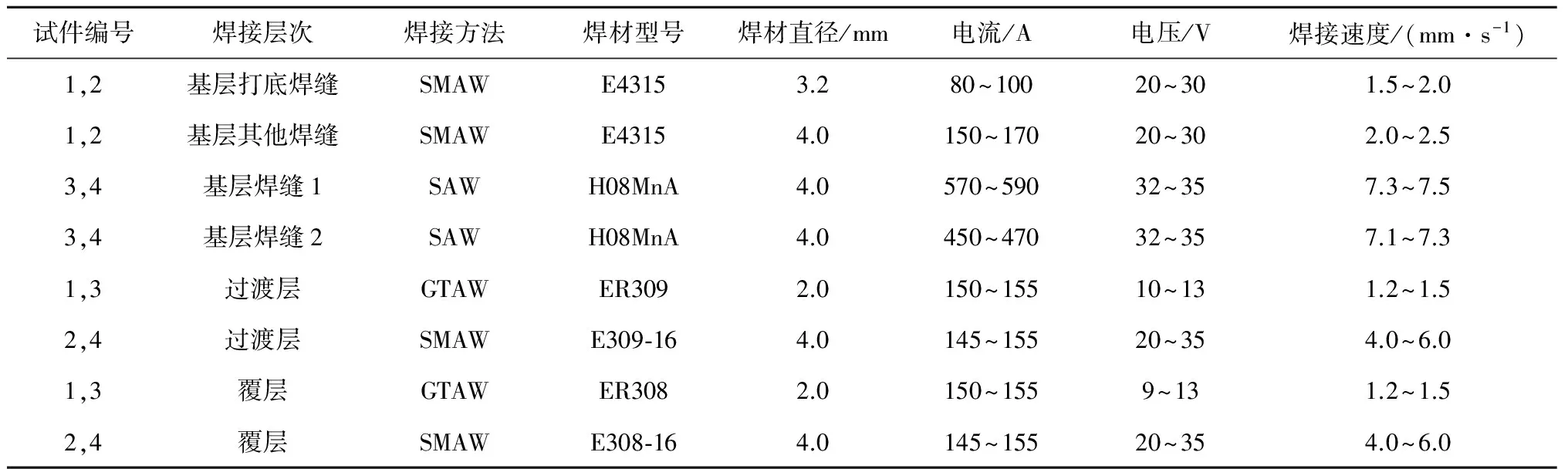
表1 焊接工艺规程
2 试验结果与分析
2.1 显微硬度试验及分析
试件1~4的接头试件经打磨抛光后用体积分数为4%的硝酸酒精作侵蚀剂进行侵蚀,使用HV-10B维氏硬度计测量接头不同区域的硬度值。测量点的具体位置见图2。测定条件为:加载负荷100 g,持续时间15 s。对图2所示的9个区域,每个区域至少测3点后求平均值,最终得到的硬度值见表2。
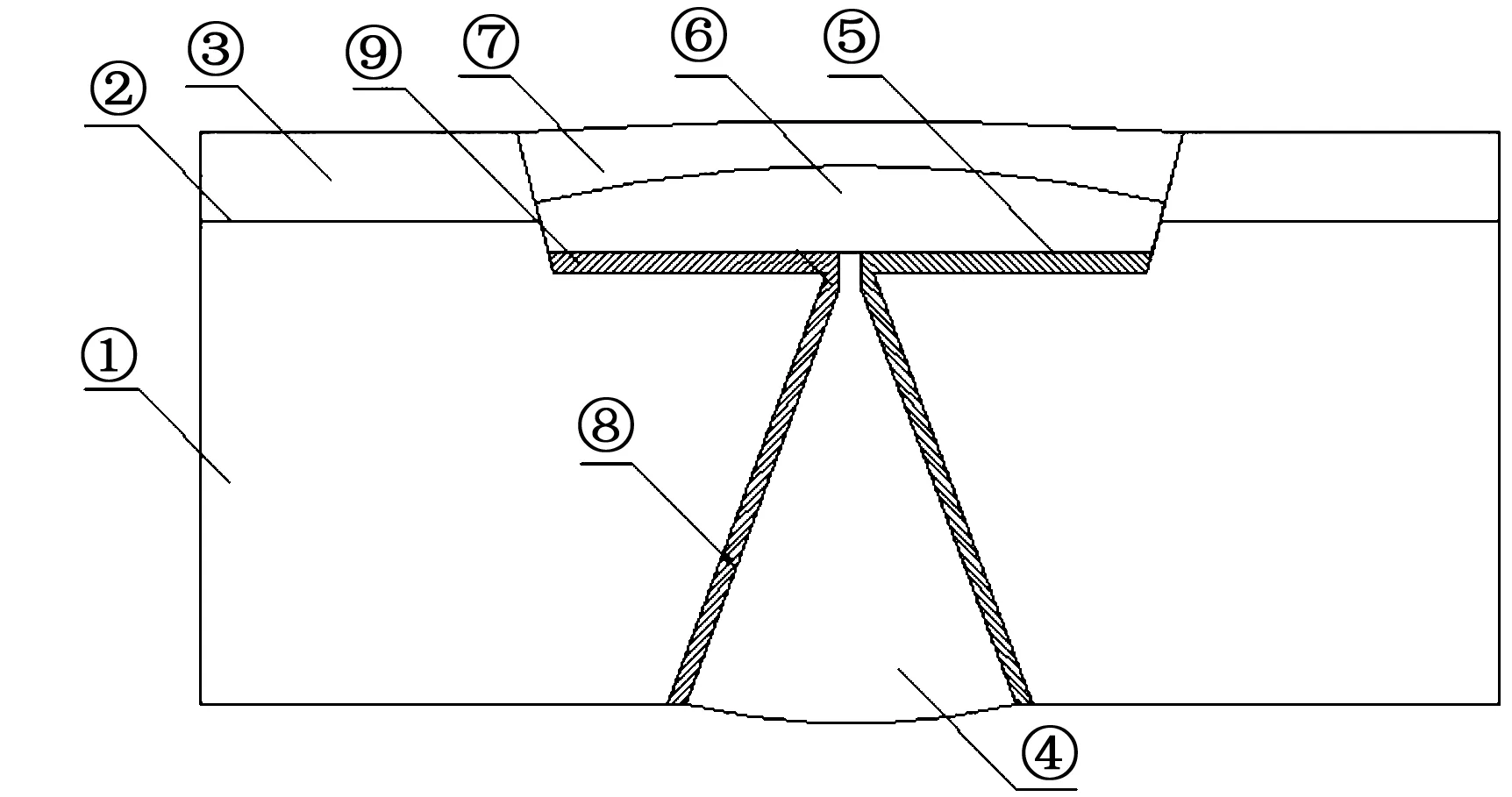
图2 显微硬度试验测量点位置示意图Fig.2 Sketch map of measuring point position in microhardness measurement
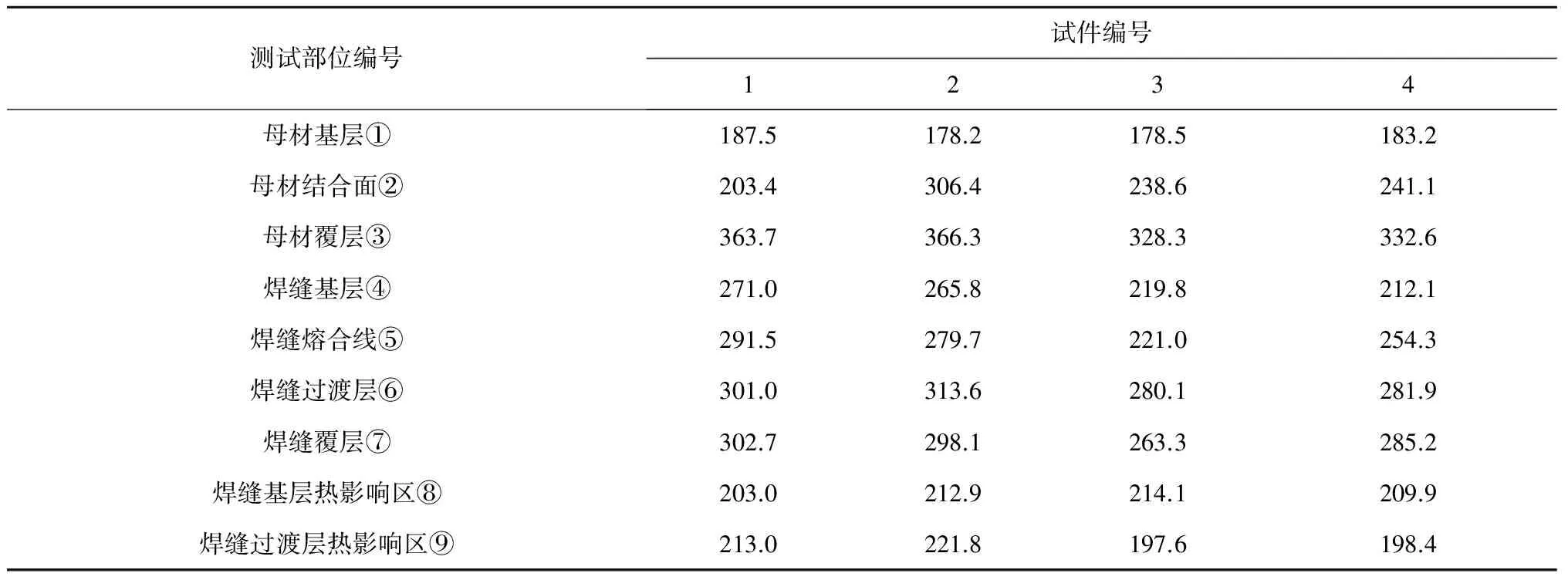
表2 试件1~4母材及焊接接头显微硬度值(HV)
试件母材基层成分一致,硬度测量值偏差较小。母材结合面、母材覆层硬度测量值偏差略大,是因为爆炸复合板的制造工艺,爆炸结合的强度和压缩度有局部不同。焊缝基层、焊缝过渡层和焊缝覆层的硬度值增减趋势为焊缝基层和焊缝熔合线硬度较低,焊缝过渡层和焊缝覆层硬度较高。焊缝基层热影响区和过渡层热影响区比母材基层硬度值偏高,是因为受到焊缝热量的影响,生成的组织不再是带状分布特征,而是不规则分布。
试件1和2在焊材基层、焊材熔合线、焊材过渡层热影响区所测硬度值比试件3和4在相同区域所测硬度值偏高。经分析是因为试件1和2的基层采用SMAW焊接,3和4采用SAW焊接。SAW焊接由于焊接时线能量大,又有焊剂覆盖,冷却速度较慢,生成淬硬组织可能性小。SMAW焊接时线能量小,冷却速度快,生成淬硬组织相对较多。
2.2 铁素体含量测量及分析
使用MF300F+型数字式铁素体含量测试仪对试件1~4的母材及焊接接头铁素体含量进行测量,测量结果如表3。

表3 试件1~4母材及焊接接头铁素体质量分数
复合板的覆层在冷却至600 ~ 820 ℃范围内,有析出σ相的倾向。加热时间越长,σ相析出的可能性越大。可以通过限制金属中的铁素体质量分数的方法来防止σ相的析出。一般来说,复合板的母材或焊缝覆层铁素体质量分数低于10%,不会析出σ相。
为了研究复合板基层使用SAW焊接是否会造成母材覆层奥氏体σ相析出,对比试件1、2中母材覆层铁素体质量分数测量值与试件3、4中母材覆层铁素体质量分数测量值。结果表明基层使用SAW焊接时试件母材覆层铁素体质量分数比基层使用SMAW焊接时质量分数略小。这是因为复合板基层采用SAW焊接时线能量大,又有焊剂覆盖,冷却速度较慢。SAW焊接和SMAW焊接的试件母材覆层铁素体质量分数均小于10%,不会析出σ相。
GTAW焊接的焊缝覆层铁素体质量分数较SMAW焊接偏高,主要是因为焊接材料中Cr元素烧损较少、焊缝厚度、线能量和冷却速度不同引起的。因此GTAW焊接时应当注意控制焊缝覆层铁素体的质量分数。
2.3 金相试验及分析
奥氏体不锈钢复合板基层侵蚀剂为体积分数4%硝酸酒精,侵蚀时间约20 s。覆层侵蚀剂为王水,侵蚀时间约3 s。
试件1、2的基层为SMAW焊接,试件3、4的基层为SAW焊接。用金相显微镜放大至500倍观察基层焊接接头和母材金相组织,其金相照片见图3。白色组织为铁素体,黑色组织为珠光体。图3a为基层SMAW焊缝区,图3c、d为基层SAW焊缝区。两种焊接方法的金相组织基本相同。图3b与e同为不完全重结晶区,只是基层的焊接方法不同。两种焊接方法的金相组织基本相同,铁素体呈不规则的带状分布,珠光体呈片状分布。图3e中组织比图3b略粗大,这是因为基层使用SAW焊接时线能量较大、冷却速度较慢。导致了组织的结构较为粗大。图3f中基层母材为轧制钢板,所以组织沿着轧制方向呈明显带状分布。
试板1~4的焊缝覆层及过渡层由于采用不同的焊接方法,导致焊缝过渡层及覆层金相组织有所不同。同样的焊接方法,焊缝过渡层金相组织和覆层略有差距。由图4可知复合板的母材覆层组织为固溶状态,焊缝覆层和过渡层不再是固溶状态。覆层金相组织为黑色铁素体分布在灰色的奥氏体之间,铁素体分布基本成树枝状或蠕虫状。图4b中黑色的铁素体比图4c中铁素体含量高,这与使用铁素体测量仪所测结果一致,证明了铁素体测量仪测量结果的准确性。按照压力容器制造的相关要求,使用标准GB/T 4334—2008[9]中方法E,对试件3和4的焊接接头覆层的晶间腐蚀倾向进行性能评价,试样的试验结果评定均为合格。
根据奥氏体材料焊接特点,焊缝中的填充金属从液态向固态转变过程中,最先析出的是δ铁素体,随着填充金属温度的降低,当温度冷却至1 573~1 073 K 范围时,γ奥氏体开始在铁素体晶粒边界处析出。由于δ铁素体转变为奥氏体是一个扩散过程,在焊接过程中的冷却速度较快,δ铁素体转变为奥氏体不完全,焊缝中将有部分δ铁素体呈树枝状或蠕虫状存在于奥氏体基体中[10]。

a 试件2基层焊缝(500倍);b 试件2母材基层热影响不完全重结晶区(500倍);c 试件4基层上焊缝近中心(500倍); d 试件4基层下焊缝近中心(500倍);e 试件4母材基层热影响不完全重结晶区(500倍);f S30408+Q245R母材基层(500倍)。图3 试件2和4基层焊接接头及母材金相组织Fig.3 Base layer Welded joint and metallographic structure of test coupon 2 and 4

a 母材覆层固溶状态(200倍);b 试件3焊缝覆层(500倍);c 试件4焊缝覆层(500倍)。图4 母材覆层和焊缝覆层金相组织Fig.4 Metallographic structure of base metal coating and weld coating
2.4 焊缝物相分析
为验证铁素体含量低于10%时不会析出σ相,对焊缝覆层使用XRD作物相分析,如图5所示。试件1和试件3的焊缝覆层采用相同的工艺焊接,试件2和试件4的焊缝覆层采用相同的工艺焊接,因此XRD试验部位为试件1和2的焊缝覆层。
试件1焊缝覆层为GTAW焊接,试件2焊缝覆层为SMAW焊接。焊接方法的不同导致了覆层的物相差异。对比图5a和图5b发现试件1覆层为奥氏体加铁素体,试件2覆层为奥氏体。表3中试件1和2的焊缝覆层铁素体质量分数分别为9.7%和3.1%。物相分析显示试件2覆层为奥氏体,是因为铁素体含量较低无法测出。使用铁素体测量仪所得结果与物相分析结果符合性较好。
综合试验结果,可以得出结论:为保证过渡层/覆层不析出σ相,应当严格控制过渡层/覆层焊接工艺,防止铁素体质量分数超过10%。

图5 覆层金属物相分析Fig.5 XRD of covering metal
3 结语
S30408+Q245R复合板的基层使用SAW焊接时,因焊接线能量大且焊剂覆盖,冷却速度较慢,基层生成淬硬组织的可能性小,硬度较低。SMAW焊接时线能量小,冷却速度快,生成淬硬组织相对较多,硬度较高。两种焊接方法的基层焊缝金相组织基本相同, SAW试件的母材基层热影响区不完全重结晶区略粗大,但不影响焊接接头性能。基层使用SAW焊接时母材覆层铁素体质量分数比使用SMAW焊接时的质量分数略低,两种焊接方法所测质量分数均小于10%。过渡层/覆层焊缝铁素体质量分数符合一般规律。过渡层/覆层使用GTAW焊接时,其铁素体质量分数比过渡层/覆层使用SMAW焊接时偏高。S30408+Q245R复合板基层使用SAW焊接,无论是母材覆层还是焊缝过渡层/覆层均没有析出σ相。
[1]王牛. 复合板塔器焊缝裂纹的返修[J]. 压力容器,2012,29(10):71-74.
[2] 范祎欣,吴志生,李岩,等. 不锈钢/碳钢层状金属材料焊接技术研究现状[J]. 山西冶金, 2016,162(4):53-56.
[3] 冯玉兰,蔡积虎. Q245R/0Cr18Ni9不锈钢复合板焊接工艺及接头力学性能[J]. 电焊机,2016,46(9):68-72.
[4] 付洪亮,付林也,侯斯允. 不锈钢复合板压力容器焊接工艺的研究[J]. 沈阳工程学院学报(自然科学版),2016,12(4):378-380.
[5] 王庆晖,郭超. 浅谈不锈钢复合钢材料的焊接质量控制[J]. 石油化工建设,2016,1:67-69.
[6] 赵刚.不锈钢复合板筒体出现裂纹的原因及防止措施[J]. 科技创新与应用,2014,2:114.
[7] 陈裕川.钢制压力容器焊接工艺[M].北京:机械工业出版社,2007:122.
[8] 国家能源局.NB/T 47013.5—2015承压设备无损检测等5部分:渗透检测[S].北京:新华出版社,2015.
[9]中华人民共和国国家质量监督检验检疫总局,中国国家标准化管理委员会. GB/T 4334-2008 金属和合金的腐蚀不锈钢晶间腐蚀试验方法[S]. 北京:中国标准出版社,2009.
[10] 陈忱.不锈钢/碳钢复合板的焊接工艺及接头组织性能研究 [D].南京: 南京航空航天大学,2012.
Study on welding technology of austenitic stainless steel composite plate by submerged arc welding
HOU Yang-bo
(Heze Institute of Inspection and Testing, Heze 274000 China)
∶The microhardness measurement, the ferrite content measurement and the metallographic microscopic observation of SAW (submerged arc welding) welding joint of S30408 + Q245R composite board were carried out. Through these studies, the influence of welding line energy and the cooling rate on the microstructure of welding in the composite board base layer and the precipitation of the σ phase in the parent metal coating was discussed.Results showed that when using SAW welding in the base layer, the weld hardness was slightly lower than that of welding with SMAW (shielded metal arc welding) and the ferrite content in the base metal coating and that in the weld transition layer/coating were both slightly lower than those measured by SMAW in the base layer. The metallurgical structures of the weld layer of the two welding methods were basically the same. But the microstructure of weld coating/transition layer were different when using SMAW and GTAW (gas tungsten arc welding). when using SAW in weld base layer, the weld microstructure has no obvious coarse grain characteristics, and neither parent metal coating nor the weld transition layer/coating would make the precipitation of σ phase happen.
∶austenite; composite plate; submerged arc welding; welding process
10.3976/j.issn.1002-4026.2017.04.007
2017-03-20
侯仰博(1982—),男,工程师,工程硕士,研究方向为压力容器检验和焊接。
TG457.11
A
1002-4026(2017)04-0038-07
猜你喜欢
山东冶金(2022年3期)2022-07-19
石材(2020年11期)2021-01-08
桂林电子科技大学学报(2019年3期)2019-09-11
工程与建设(2019年1期)2019-09-03
山东冶金(2018年6期)2019-01-28
四川冶金(2018年1期)2018-09-25
光学精密工程(2016年1期)2016-11-07
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
焊接(2015年7期)2015-07-18
设备管理与维修(2015年12期)2015-04-09
