高产清梳联针布的磨针方法
2017-09-19 07:09黄克华
辽东学院学报(自然科学版) 2017年3期
黄克华
(新疆利泰丝路投资有限公司,新疆库尔勒841000)
【梳棉机研究】
高产清梳联针布的磨针方法
黄克华
(新疆利泰丝路投资有限公司,新疆库尔勒841000)
介绍了高产清梳联针布磨损的特点及采取的磨针方法,指出高产清梳联针布需要根据齿形几何尺寸、齿顶面积的大小及针布的表面处理方式进行磨砺,采用合理的磨砺方法能够有效改善针布的磨损状态,延长针布的使用寿命。
清梳联;金属针布;弹性针布;工艺参数;磨损
梳棉机是清梳联流程中的重要设备,而针布是保证梳棉机生条质量的核心要素,它的选型配套、工艺参数设置及包卷质量是决定生条质量的关键。梳棉机既是清除杂质,又是产生和排除短绒的主要环节,是清梳联中唯一除棉结的设备。因此,经常保持针布的锋利度,提高针布的耐磨性,延长针布的使用寿命,发挥针布分梳、除结、减少纤维损伤和短绒的作用,既是针布制造厂的主要目标,也是使用厂针布维护保养的重点[1-2]。
1 锡林、道夫针布周期性磨针
1.1 磨针的形式
国外新型梳棉机配有在线锡林自动磨针系统IGS和盖板自动磨砺系统IGS-TOP,还有PGS磨盖板针布系统和盖板管理系统。在生产中,这些系统根据机台产量和棉结增加状况给出磨针参数,PFS盖板调整系统迅速精确地设定盖板与锡林的隔距,FCT自控系统进行电子检测自动快速调整盖板与锡林隔距。这些工作均在线进行,消除了停机磨针、人工校隔距的繁重劳动,提高了运转率。在针布整个使用寿命周期内,锡林针布大约被磨400次,如此高磨针频率,使针尖始终保持锋利,使生条棉结杂质明显降低,也可延长使用寿命20%。
国内新型梳棉机尚未配置在线自动磨锡林、盖板针布及锡林针布间隔距自动检测调整装置,因此目前还是采用停机磨辊磨针。
1.2 磨针周期确定
主要根据所纺品种生条质量控制,特别是跟踪试验棉结指标和梳理纤维量而定,每次磨针周期是不等量的。以Graf针布为例,总结用户经验的具体实践如下:新包针布,一般在棉结控制范围内,纺制100~150 t生条后,棉结会升到控制上限,即需磨针;当再纺80~120 t生条,棉结又提升至质量控制上限时需再次磨针;继续纺制60~110 t棉条,棉结上升即需磨针,故磨针周期逐次递减。每次磨针后尽管棉结可达允许值,但每次磨针后棉结有增加趋势,这是针布逐渐磨砺过度所致。在以上产量区间如棉结未达到最高允许值,可适当延长磨针周期,反之则缩短。国内的针布一般不主张磨针,主要原因是由于处理方式不同,容易造成针布损伤。
1.3 磨针齿形和磨针部位的分析
磨针能够提升针布的使用寿命,但是要根据具体的齿形进行分析,因为针布齿形、处理方式等影响对针布的磨砺。最适合磨砺的是齿顶面积大的针布,见图1~2。磨针主要是通过对齿顶的消磨,保持针布磨砺的锋利,提高穿刺能力,延长使用寿命。一些小齿尖的针布不利于磨砺。具体见图3~4。
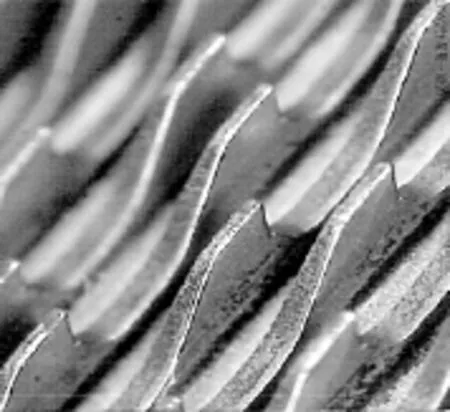
图1 齿顶面积大的针布利于磨针
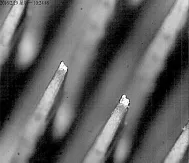
图2 磨砺齿顶的毛刺可以延长针布的使用寿命

图3 不宜磨砺的几何尺寸
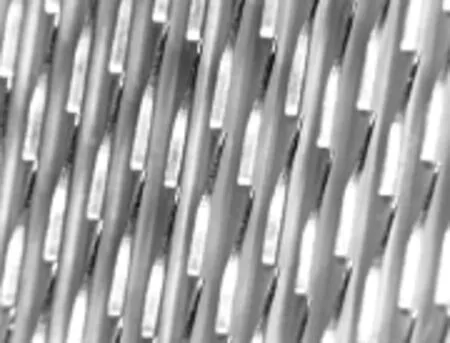
图4齿顶面积小不宜磨砺
图3 ~4的针布由于齿尖较薄,磨砺时会造成齿尖无法修磨,影响磨针质量和磨针效果。其在磨砺的过程中,只能对针布的齿尖消磨,使齿顶面积增大,针布的锋利程度无法修磨,针布的穿刺功能降低。图5~6针布的磨损部位处于针布的工作面,磨具无法磨砺其部位,无法修磨磨损的沟槽对针布的修磨能力有限。
小秃子是一个神经兮兮的小女孩儿,她的头发稀而少,瞅人的眼神儿总是甜甜的,一副意味深长的样子。我只知道她的养母是一个有名的风流娘们儿,其他情况就不得而知了。小秃子可能是因为行为轻浮被校方留了下来。她负责搞教研室的卫生。
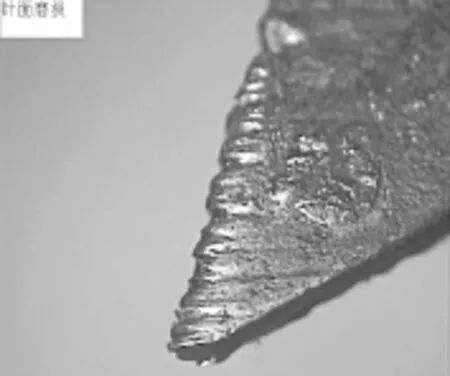
图5 磨砺不到的部位
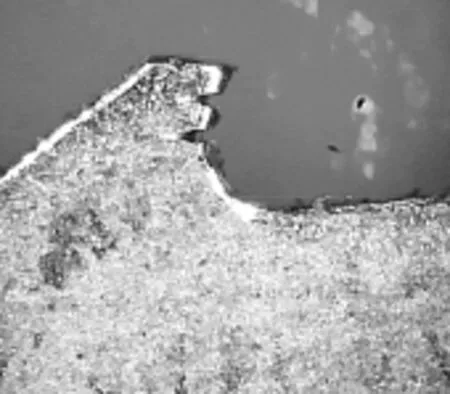
图6 磨损部位不宜磨砺
部分针布的处理方法无法进行磨砺。目前针布表面硬化处理技术发展很快,有等离子处理和涂层处理。通过对针布的表面涂层,提高了针布的表面硬度和耐磨度,可延长使用寿命。但对这些针布进行磨砺,会造成涂层的损失,降低针布表面硬度,达不到针布的磨砺效果,一般没有必要进行维护。

图7 免维护的涂层针布
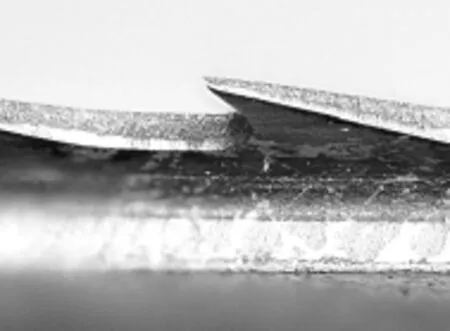
图8 需要维护的冲切针布
1.4 针布使用寿命
梳棉机相对高产高速梳理后,梳理元件的磨损不同于低产低速,针布的使用寿命明显缩短。以梳棉机加工纯棉单产40~50 kg/h计算,Graf针布梳理500 t纤维左右,扣除运转率,锡林盖板针布使用寿命一般为1.5~2年,如果使用维护得当,有的可达2.5~3年,甚至6年以上。针布使用寿命长短除纺制生条产量外,更主要的依据所纺品种质量要求及棉结控制范围而定。一般盖板针布使用寿命为4~6年,周期较长[3]。
1.5 磨针注意事项
1.5.1 磨针工具
往复磨辊有FE、MG、FU280等型号,砂轮有GG铬刚玉、特大气孔80ER-E(中软一中)及陶瓷结合平型砂轮。
1.5.2 磨砺方向
1.5.3 刷光
金属针布不宜多刷、重刷,以免将锯齿刮毛,磨针后或生产中出现齿尖发毛,尽可能用螺旋毛刷刷光,如仍有毛刺可再用直脚针辊短时间轻、顺刷,刷辊速度一般600 r/min左右,锡林道夫为生产转速。
2 盖板针布磨砺
2.1 盖板针布磨砺的方法
当前较多的是采用机下磨盖板针布。磨针周期及其确定原则同上述锡林磨针,也有的厂采用在复磨辊机上磨盖板,但效果不如机下磨针。现有国产梳棉机大都是链条传动盖板,安装费时、劳动强度大,只有最新型几款梳棉机系同步齿形带传动,拆装盖板较方便,也为缩短盖板磨针周期创造条件。盖板针布使用寿命一般比锡林针布长,因其移动转速仅100~400 mm/min,国外机也有100~1 000 mm/min的,相对锡林针布高速磨损趋缓。实质上,盖板针布是被动梳理,而且有后固定盖板与刺辊分梳板预分梳,锋利度保持延长,其磨砺也以轻磨精磨为宜,切忌重磨。磨毛针布与之相反,机上磨盖板,通常只需盖板转一、二转即足以使针布重新磨锐,盖板正常速度是200 mm/min,链条长度约4 150 mm,磨全约20 min。要注意的是磨辊托脚必须认真调节,以确保磨辊与盖板针面平行;粗调到砂轮外圆与盖板针面距离0.15 mm后,只能微调螺栓慢慢地给进磨辊,以听到轻微磨针声或出现一些零星火花,经反复微调至盖板整条宽度均见零星火花或轻微磨针声为止。
2.2 盖板磨针形态
如图9~10,盖板的齿形截切型的针布由于制造的特性,不宜采取磨砺方式进行针布的磨砺。弯膝型的针布可以通过对磨平的针布进行磨砺,达到修复锋利度的效果。
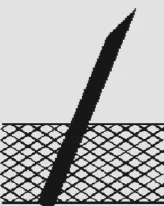
图9 截切型针布
图10 弯膝型针布
需要磨砺的盖板针布一般是针布齿尖磨平,刀口的尺寸形态无法满足针布控制纤维的需要,因此需要通过对针布的磨砺实现针布的锋利度。具体对比见图11~12。通过对刀口的磨砺实现了植针的锋利度。
图11 磨砺前的盖板针布

图12 磨砺后的盖板针布
3 刺辊齿条磨砺
因刺辊速度高,约900 r/min左右,握持强分梳筵棉,齿尖磨损极快,通常高产梳棉机2~3个月、分梳纤维量约60~70 t为磨砺周期,使用寿命在9~12个月,短的6个月,加工150 t原料即更换新锯条,其周期长短视纺制品种质量要求而定。刺辊锯条由于用量少、费用低,分梳作用大,更换周期就要短一些,磨不如新包,对纺制质量更有利。但包卷过频,对刺辊筒体沟槽宽度影响较大,过宽再包覆困难。因而刺辊筒体采用光胎和自锁锯条包卷,平整度好,差异可在允许范围内,不必磨砺,保持齿尖原有锋利及耐磨性,为刺辊发展的趋势之一[4]。
4 其他针布
新型梳棉机为适应高产、扩大梳理面而在锡林前后罩板处都装有不同根数固定盖板与棉网清洁器,还在刺辊下安装预分梳板和除尘刀、吸风口。实际使用中大都不太重视其保养清洁工作。附加分梳元件有分解纤维束、整理纤维的作用,保养清洁工作必须跟上,才能发挥它应有的工艺效果。也可结合揩车进行,每次揩车对刺辊预分梳板进行清刷残留纤尘杂质,并用汽油揩清棉腊积垢,锡林前后固定盖板可利用每三个月一次大揩车机会,用同样方法,并复校与锡林的隔距,使固定盖板保持清晰光洁的齿形及合理的工艺隔距上车,有利于提高生条质量。国内外清梳联单机上均有采用梳针滚筒的,梳棉机2~3个刺辊的也配用一个针辊,单刺辊的国内也有试用针辊的,对减少纤维损伤与短绒有利。
梳针圆锥形针尖,碎火硬度高,耐磨、穿刺能力强;保养清洁方便,不需磨针,也节省维修费用,但其针密低于齿条,换针板昂贵。固定盖板也同样,针高规格,针排形式均是今后要进一步研究的。图13~14分别为可以进行修磨的针布齿形(锯齿)和不可进行修磨的锥形齿尖(梳针)。

图13 可以进行修磨的针布齿形
图14 不可进行修磨的锥形齿尖
5 结语
清梳联高产针布的磨针,需要结合齿形几何尺寸、齿顶面积的大小、针布的表面处理方式及齿条的形式等因素来辨别针布是否可以采取磨砺的方法来延长使用寿命。只有采取恰当的磨针措施,并结合针布的使用周期及加工产品的品种等因素对针布进行修复,才能延长针布的使用寿命。
[1]张栓平.新型盖板针布的特点与维护[J].辽东学院学报(自然科学版),2015,22(4):243-245.
[2]刘梦雨.清梳联纺差别化纤维降低棉结的技术探讨[J].辽东学院学报(自然科学版),2015,22(3):172-174.
[3]卞童,唐孝美,丁静红,等.梳棉工序质量管理控制方法[J].纺织报告,2015,42(5):60-62.
[4]孙鹏子.高产梳棉机工艺技术理论的研究[M].上海:东华大学出版社,2002:20-26.
(责任编辑:鞠衍清)
Clothing teeth grinding method of a high-yield blowing-carding machine
HUANG Ke-hua
(Xinjiang Litai Silk Road Investment Company Limited,Korla 841000,China)
The abrasion characteristics and grinding method of card clothing teeth of a blowing-carding machine were studied.It is proposed that the teeth should be ground according to the geometric dimension of the tooth profile,the amount of the area of the tooth crest and the surface treatment mode of the clothing.The practical results show that reasonable grinding method can reduce the abrasion of the teeth and prolong their service life.
blowing-carding machine;metal card clothing;elastic card clothing;technological parameter;abrasion
TS103.22
A
1673-4939(2017)03-0153-04
10.14168/j.issn.1673-4939.2017.03.01
2017-05-23
黄克华(1977—),男,新疆库尔勒人,高级工程师,研究方向:纱线质量控制及企业管理。
猜你喜欢
纺织学报(2022年10期)2022-11-01
纺织学报(2022年8期)2022-08-26
棉纺织技术(2021年12期)2021-12-20
纺织器材(2021年5期)2021-11-11
中国纤检(2021年9期)2021-09-30
东坡赤壁诗词(2020年5期)2020-11-06
机械工程与自动化(2020年1期)2020-03-22
棉纺织技术(2019年10期)2019-10-22
工业设计(2019年6期)2019-07-08
现代纺织技术(2015年2期)2015-02-28