
胶管与接头装配设备联动装置优化设计
2017-09-23 02:46郭帅印周刚邓耀国卓雪艳
装备制造技术 2017年7期
郭帅印,周刚,邓耀国,卓雪艳
新产品开发
胶管与接头装配设备联动装置优化设计
郭帅印1,周刚1,邓耀国1,卓雪艳2
(1.广西大学机械工程学院,广西南宁530004;2.桂林航天工业学院,广西桂林541004.)
设计一种联动装置用于胶管与接头装配设备,实现单次气缸行程内完成工作台分离和胶管夹持。介绍联动装置工作原理,利用SolidWorks三维建模导入动力学仿真软件Adams进行仿真优化分析,进行多因素多参数设置仿真模拟,控制变量对比分析结果,得到联动装置运动碰撞中的接触力仿真曲线以及最佳参数选择。优化结果显示,联动装置可以较好地完成工作,实现“先紧后装”、“先松后撤”以及离合工作台的目的,同时归纳总结各因素对结果的影响趋势,对后期装备设计以及物理实验可以提供参考。
联动装置;优化设计;接触力;凸轮
随着国家工业化建设,更多落后的人工生产方式需要得到改变。传统胶管与多通接头装配方式存在装配效率不高、劳动强度大等诸多缺点。目前国内外对于胶管与多通接头装配方式研究也具有一定的开展,但并未取得较好的应用效果,所以此项研究具有较好的现实意义和应用前景。针对二者装配特点,设计了一种胶管与多通接头装配设备[1],具有较好的仿真效果,其中关键部件联动装置对于整个设备工作性能的好坏起到决定作用,故利用运动学与动力学分析,确定设计参数最优组合,实现联动装置的工作性能最佳。利用物理学方法进行载荷分析,通过Adams仿真分析进行优化[2-4],最终得到不同参数下运动和动力学曲线,便于对后期设计制造进行最优化设置。
1 工作原理
1.1 胶管与多通接头装配设备
为实现多通接头与胶管自动化装配的功能,整机设计如图1所示。
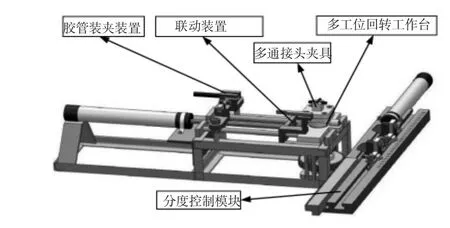
图1 胶管与多通接头装配设备示意图
整机结构设计包括联动装置、多工位回转工作台、胶管装夹装置、多通接头夹具、分度控制模块五大功能部件,整机工作原理为:气缸带动联动装置对多工位回转工作台进行分离,分离后的多工位回转工作台在气缸的带动下移动,联动装置配合胶管夹持装置完成胶管装夹,多通接头夹具装夹的多通接头与胶管夹持装置装夹的胶管装配,多工位回转工作台未分离状态可实现多通接头夹具转位。
1.2 联动装置工作原理
联动装置[5]是由凸轮传动机构进行变换组合构成,其功能的实现需要通过与其他模块联动配合,一次工作行程内完成分离、牵引工作台以及完成“先紧后装”、“先松后撤”的胶管与多通接头装配过程,详细结构如图2所示。
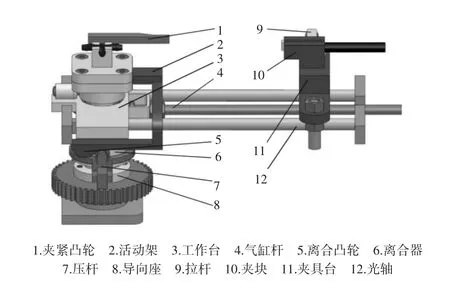
图2 联动装置结构图
工作时,气缸杆从最大行程处开始回程,带动固定在气缸杆上的活动架一起运动,活动架上底端的一对离合凸轮接触到压杆上的滚子,并使压杆带动离合器向下移动,离合器与导向座之间的弹簧被压缩,与工作台分离,当气缸杆端部的螺母接触到工作台时,工作台沿光轴与气缸杆同步运动。
随着回程运动不断进行,离合凸轮与压杆上滚子分离,压杆和离合器在弹簧的作用下复位到初始位置。当活动架运动到胶管夹持装置时,固定在活动架上的夹紧凸轮与拉杆形成凸轮机构,拉杆受力拉动夹块,夹块与夹具台之间的弹簧被压缩,由于夹紧凸轮位置较之工作台靠前,故胶管先被夹紧,而后工作台上的多通接头通位与胶管实现装配,完成“先紧后装”过程。
气缸进程时,活动架随气缸杆先行移动,分离夹紧凸轮与拉杆,在弹簧的作用下夹块松开对胶管的夹紧,当气缸杆顶端螺母接触到工作台时,工作台开始在气缸杆推动下移动,从而使多通接头连带已经装配好的胶管一起抽离胶管装夹装置。
活动架底端离合凸轮先接触到压杆上的滚子,压迫压杆向下移动,带动离合器向下移动,使工作台顺利移动到与离合器配合的位置,此时离合凸轮与压杆上滚子完全分离,离合器在内部弹簧的作用下复位,与工作台配合,整个装置恢复到初始状态。
2 Adams模型建立
2.1 三维模型导入和简化
利用SolidWorks进行三维模型建立,并保存为parasolid格式文件,利用Adams导入模型[6-7],对于与联动装置优化仿真无关的分度控制模块、工作支架、多通接头夹具进行删除处理,利用布尔运算将气缸杆、活动架、夹紧凸轮合并处理,将压杆和离合器合并处理,将拉杆和夹块合并处理。
根据联动装置的工作原理,在对其优化中可以考虑分为分离工作台和夹紧胶管夹持装置两个部分进行处理,前提条件是保证各部分分离前后所受到的载荷和运动参数一致。
2.2 添加约束与驱动
为模型各部件添加约束。
固定副(Fixed joint):光轴与大地、夹具台与大地。
移动副(Translational joint):活动架与光轴、离合器与导向座、拉杆与夹具台。
转动副(Revolute joint):压杆滚子与压杆、拉杆滚子与拉杆。
2.3 载荷计算及优化目标建立
联动装置在工作过程中,与协作对象之间产生力的相互作用,其中包括气缸产生的推拉力[8]、平面凸轮与滚子接触时的接触力[9]、工作台与光轴之间的滚动摩擦力、复位弹簧收到的拉压力,其中摩擦力可以忽略不计,运动-力分析如图3所示。
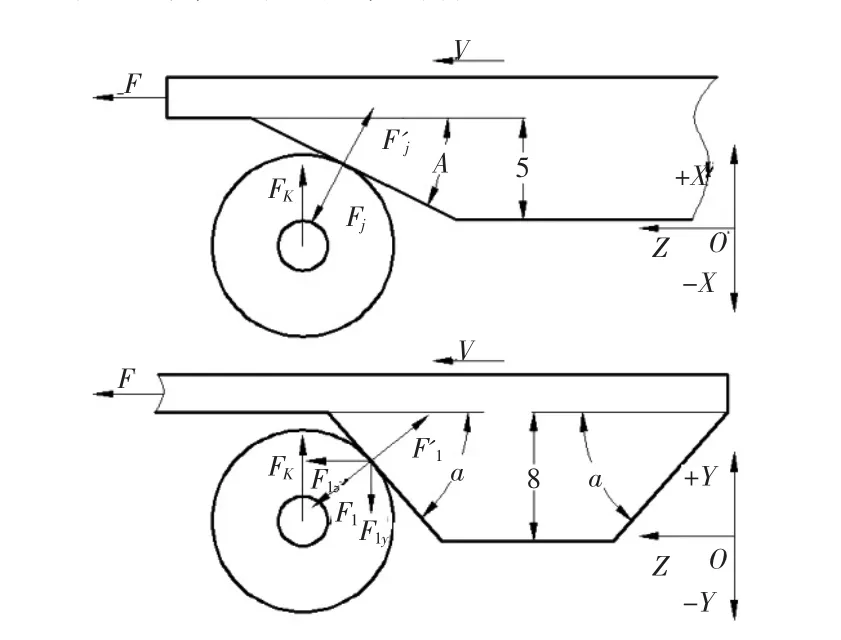
图3 运动-力分析图
(1)气缸力

式中:F1无活塞杆端最大理论输出力(N);F2为活塞杆端最大理论输出力(N);P为公称压力(MPa);D为气缸内径(mm);d为活塞杆直径(mm).
分析联动装置工作行程离合状态和夹紧状态时,在气缸杆端部设置一个拉力(Single),利用气缸力公式1计算得出数值。
(2)接触力
接触力作为衡量联动装置工作稳定性的一个关键因素,其大小需要通过Adams仿真数据获得,设置夹紧凸轮与拉杆滚子接触力(Contact),设置离合凸轮与压杆滚子接触力。
(3)弹簧力
设置拉杆与夹具台之间拉压弹簧力(Translational spring),弹性系数为K,设置离合器与导向座之间拉压弹簧力,弹性系数为k.
凸轮的轮廓线对于接触点的接触力大小具有一定的影响,此处轮廓线为具有一定角度的直线,设夹紧凸轮轮廓线角度变化为A,离合凸轮轮廓线角度变化为a.
优化分析模型以得到较小的接触力为优化目标,建立数学模型如下:

式中:Fj为夹紧凸轮产生的接触力,Flz为离合凸轮产生的接触力Z轴方向分力,tan(a)为8除以离合凸轮Z轴方向投影距离,最小值为0.8.
3 优化分析
3.1 设置变量
利用控制变量法安排实验,通过模型得到对照数据,通过仿真软件给定材料密度,计算得知联动装置离合工作段内质量为0.766 kg,夹紧工作段内质量包括工作台质量为2.63 kg,对变量P、A、K、a、k分别设置6组变量值,如表1所示。
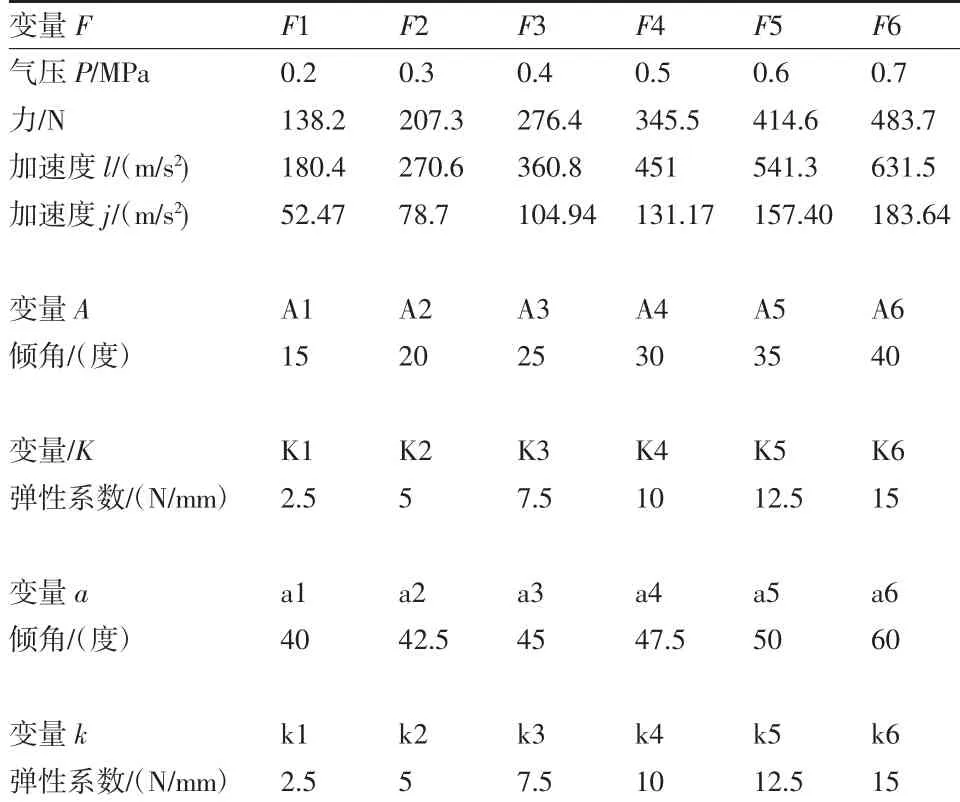
表1 变量表
3.2 结果分析
(1)Fj优化目标
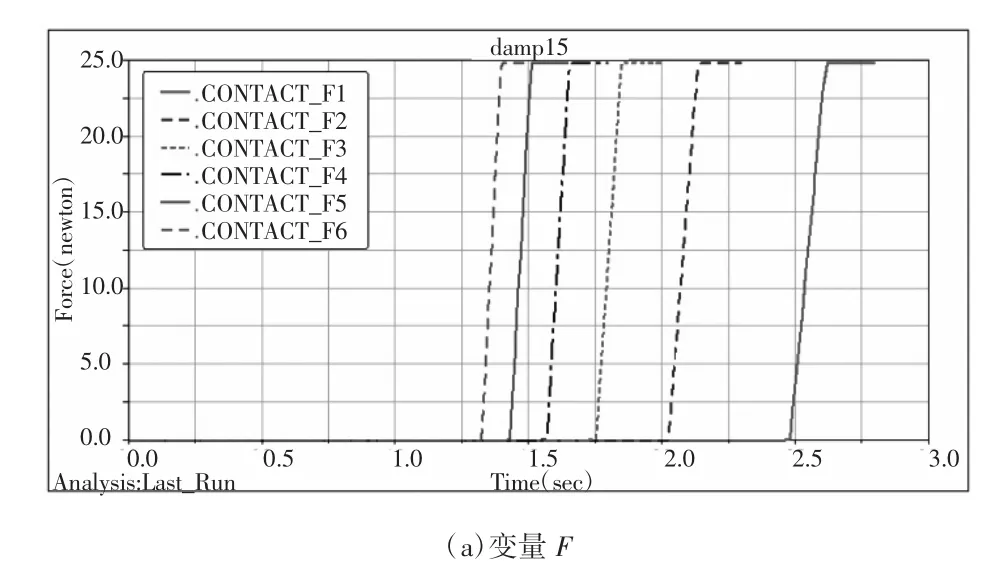
设定倾角A1,弹性系数K2,得到气压P变化对接触力Fj的影响;设定倾角A1,气压为F1,得到弹性系数K变化对接触力Fj的影响;设定气压为F1,弹性系数K2,得到倾角A变化对接触力Fj的影响,如图4所示。
(续下图)
(续上图)

图4 接触力变化图
由图4(a)可以看出,气压P变化对Fj数值最大值无影响,但从图中斜率的变化看出P对于夹紧工作时间具有明显的影响,P值越大,工作时间越短;由图4(b)看出,变量K弹性系数变化对接触力影响较大,弹性系数越大,Fj最大值越大,对于工作时间无影响;由图4(c)看出,变量A倾角变化对接触力无明显影响,与夹紧工作时间成反比。因此,在夹紧凸轮角度应选择合适范围,使得工作时间短,接触力小,变量K在保证具有复位能力的前提下选取较小数值。
(2)Flz优化目标
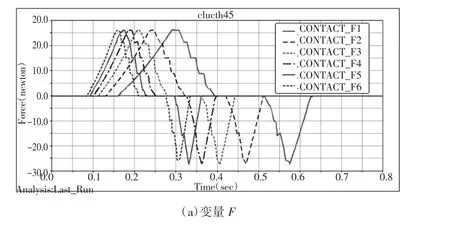
设定倾角a3,弹性系数k2,得到气压P变化对Flz的影响;设定倾角a3,气压为F1,得到弹性系数k变化对Flz的影响;设定气压为F1,弹性系数k2,得到倾角a变化对Flz的影响,如图5所示。
(续下图)
(续上图)
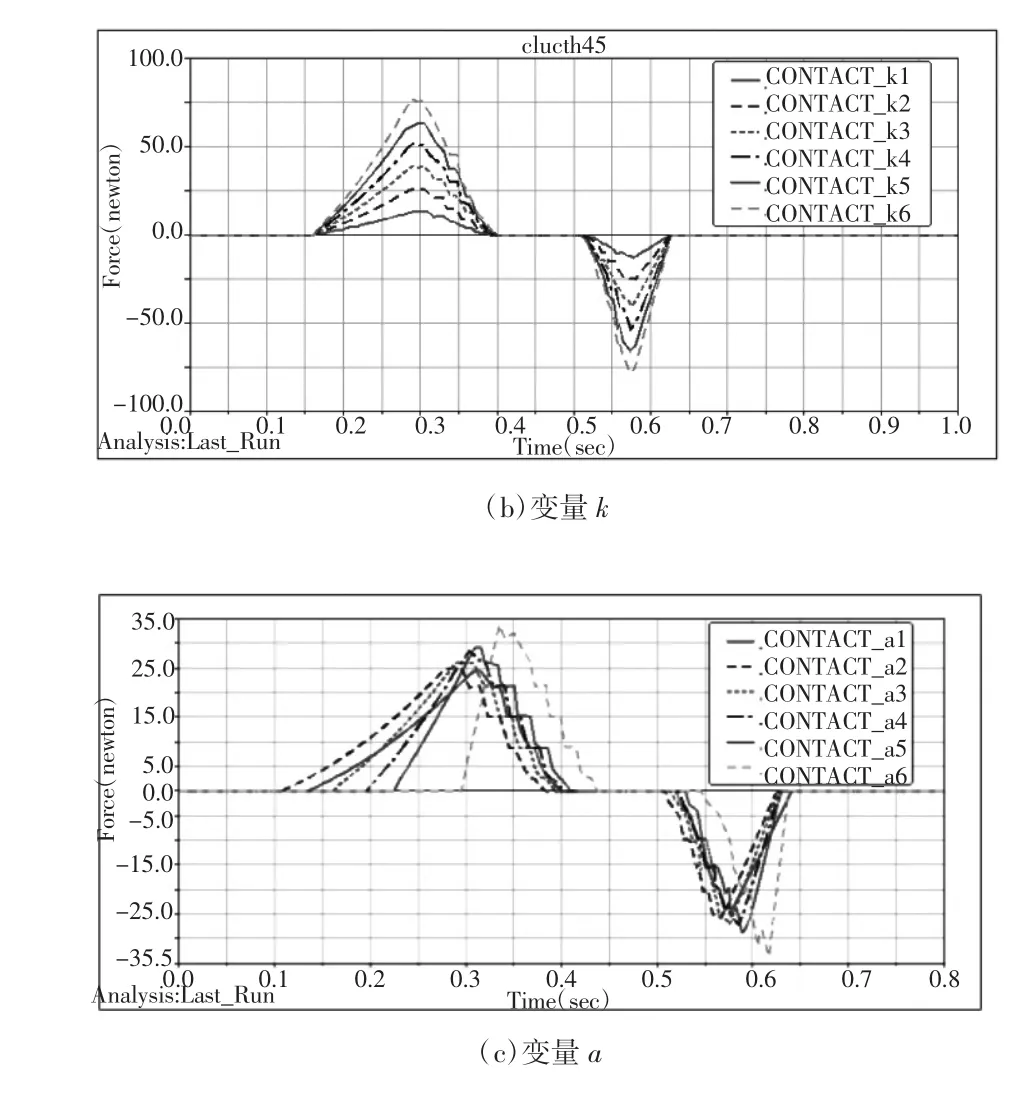
图5 接触力变化图
由图5(a)可以看出,气压P变化对Flz数值最大值无影响,但从图中起始时间段大小看出P对于离合工作时间具有明显的影响,P值越大,工作时间越短;由图5(b)看出,变量k变化对Flz最大值影响较大,k越大,Flz最大值越大,而对于工作时间无影响;由图5(c)看出,变量a倾角变化对Flz具有一定的影响,角度越小Flz最大值越小,离合工作时间越长。因此,离合凸轮在保证约束条件的情况下,变量a选取较小数值,变量k的选择同K一样。
对于变量F变化对Fj和Flz的影响规律相同,在设备使用过程中应选取较大气压P,保证工作时间小。
4 结论
(1)设计了一种联动装置,并对该装置利用Adams进行优化分析,完成了其功能参数的最优化选择。
(2)对联动装置进行受力和影响因素分析,得到气缸力、凸轮曲线、弹性系数为主要影响因素,建立数学优化模型,为运动仿真奠定基础。
(3)利用动力学仿真分析,掌握联动装置接触力与角度成正比,与弹性系数成正比,工作时间与气缸力成反比,与角度成正比的运动规律,为后期装备设计提供可参考的数据和优化解决方案,较好解决胶管与多通接头自动化装配问题。
[1]广西大学.一种胶管与接头连接的自动装配设备[P].中国:CN104440035A.2015.03.
[2]王春月,白海清,原永亮.基于ADAMS的一种新型锁紧机构的优化设计[J].机械设计,2016(7):35-38.
[3]林顺洪,朱新才,李长江,等.基于Pro/E和ADAMS的圆柱分度机构参数化建模及仿真[J].机床与液压,2015(12):110-115.
[4]任学平,杨筠凝,杨松涛,等.基于ADAMS的摆式剪切机的运动仿真分析[J].机床与液压,2016,44(1):168-171.
[5]广西大学.一种胶管夹持联动装置[P].中国:CN104400997A. 2015.03.(Guangxi University.a Hose Clamping Linkage De vice[P].China:ZL201410611795X.2015.03.).
[6]武金艺,黄金凤,李炜,等.基于SolidWorks和ADAMS的装车机械手运动仿真[J].机床与液压,2016,44(9):52-56.
[7]杨双龙,战强,马晓辉,等.基于ADAMS的锁紧臂机构的动力学仿真及参数化分析[J].机械设计与制造,2010(11):26-28.
[8]胡海清,陈爱民.气压与液压传动控制技术[M].北京:北京理工大学出版社,2006,10-50.
[9]范亚运,石秀东,顾荣华,等.基于ADAMS的食品输送链啮合接触动力学分析[J].机械传动,2016(7):121-125.
[10]郗艳梅,岳红新,石岩,等.基于ADAMS自卸汽车举升机构优化设计[J].机械设计与制造,2016(6):192-196.
Optimization Design of the Linkage Device of Hose and Joint Assembly Equipment
GUO Shuai-yin1,ZHOU Gang1,DENG Yao-guo1,ZHUO Xue-yan2
(1.College of mechanical&engineering,Guangxi University,Nanning Guangxi 530000,China;2.Guilin University of Aerospace Technology,Guilin Guangxi 541004,China)
To realize the separation of the worktable and the clamping of the hose in a cylinder stroke,a linkage device which is used for assembling the hose and the joint is designed.The linkage device operational principle is introduced,the simulation and optimization analysis which install multi-factor and multi-parameter simulation is carried on by using the 3D modeling which set up by solidworks and import into the dynamics simulation software adams,then this paper comparatively analyzes the results that using control variable and obtains contact-force simulation curve and optimal parameter selection in the motion collision of linkage device.Optimization results show that the linkage device can complete the work,achieve the purpose of“clamp and assemble”and“loose and return”and clutching the worktable.Simultaneously,the influence trend of various factors on the results is summarized,which can provide reference for later equipment design and physical experiment.
linkage device;optimization design;contact force;cam
TH122
A
1672-545X(2017)07-0100-05
2017-04-14
科技型中小企业技术创新基金(桂科转15247001-64)
郭帅印(1994-),男,河南商丘人,硕士研究生,主要研究方向:现代制造技术与装备。
猜你喜欢
中国铁路(2022年3期)2022-05-19
魅力中国(2021年45期)2021-11-14
湖南工业职业技术学院学报(2021年3期)2021-08-22
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
时代农机(2020年4期)2020-12-22
特种结构(2020年2期)2020-05-29
攀枝花学院学报(2020年2期)2020-04-21
