
碳纤维复合材料波导器件成型技术
2017-11-02 03:15张勤干武海生赵臻璐
宇航材料工艺 2017年5期
张勤干 武海生 赵臻璐 黎 昱
(北京卫星制造厂,北京 100094)
碳纤维复合材料波导器件成型技术
张勤干 武海生 赵臻璐 黎 昱
(北京卫星制造厂,北京 100094)
文摘以某卫星用高精度、复杂谐振腔波导器件为对象,设计了碳纤维复合材料铺层及工艺成型方案,通过模具表面金属层转移法,制备了内腔表面金属化的碳纤维复合材料(CFRP)谐振腔波导,进行了高低温环境试验。结果表明:碳纤维复合材料谐振腔内腔型面精度、平整度等均满足设计指标,经历100次-196~120℃高低温循环后,表面金属层/碳纤维复合材料基体结合良好。与殷钢谐振腔相比,碳纤维复合材料谐振腔减重72%。
碳纤维复合材料,波导谐振腔,模具设计,成型
0 引言
波导器件是各种微波通信和卫星通信工程中的重要器件,航天器中使用的传统波导器件通常采用铝合金、低膨胀合金(如殷钢)等制成,制造工艺复杂,存在型面精度不高、结构质量大、空间环境尺寸稳定性差等问题[1],难以满足通讯卫星减重和向高频段发展的需求。碳纤维复合材料具有高比强度、高比模量、低线胀系数、可设计性等优点,用于制备波导器件能够减轻结构质量,有效提高天线综合性能[2]。但是碳纤维复合材料的电导率较金属小,当传导的电磁频率高于20 GHz时,复合材料对电磁波吸收损耗大,通常还需要对其进行表面金属化处理[3],金属转移法是碳纤维复合材料表面金属化的常用方法之一。
针对某卫星用高精度、复杂碳纤维复合材料波导谐振腔,本文开展成型工艺研究,通过复合材料铺层设计、成型模具/表面金属层一体设计、固化工艺选择等确定了成型工艺方案,制备了满足设计指标要求的复合材料波导谐振腔,并通过了高低温环境试验验证。
1 谐振腔构型特点
谐振腔构型如图1所示,轮廓尺寸为119 mm×82 mm×52 mm,主体为一面带翻边的敞口长方盒,盒中间有齿形腹板,将盒体一分为二,盒体所有工作面(即盒体内表面,包括腹板表面)需要表面金属化处理,且各面相交处为清晰棱线、无圆角。
波导谐振腔主要技术指标为:
(1)内腔尺寸精度和形位精度为±0.05 mm;
(2)内腔表面粗糙度≤1.6 μm;
(3)内腔棱线清晰,表面金属层连续;
(4)内腔表面金属层与复合材料的界面结合强度:-190~120℃冷热交变循环次数100次后,镀层无鼓起、脱落等现象;
(5)碳纤维复合材料谐振腔体成型质量满足GJB2895—B级要求。
2 铺层设计
选择卫星型号用T700/4211预浸料,根据该碳纤维复合材料比刚度性能,参考以往殷钢波导构型,初步确定谐振腔采用2 mm均匀壁厚,开展铺层设计。
波导谐振腔对结构稳定性要求较高,铺层设计应以“各向同性”和“零线胀系数”为原则[4-7]。制定的铺层方案设计如下:腔体腔体和腹板铺层均为[0/+45/-45/90]2s。同时为了满足谐振腔内表面平整、棱线清晰、金属化均匀的需求,在产品内表面紧贴金属层设置一层超薄预浸料功能层。
3 成型方案设计
3.1工艺流程
根据波导谐振腔技术指标要求,拟采用金属阳模,对模具表面金属化,手工铺叠成形,热压罐成型,保证波导内腔成型质量,以及金属层与碳纤维基体的紧密结合。
制定的成型工艺流程如下:
模具加工→表面金属层实施→预浸料铺层→合模→固化→芯模脱模→修整机加→检验交付。
3.2模具选材与设计
谐振腔的内腔表面的金属层需要借助模具来转移到复合材料表面,因而尺寸精度、形位精度,以及内表面粗糙度依靠模具来保证。从模具CNC加工、模具表面金属层制备、成型脱模角度出发,选择2A12铝合金作为模具材料。
模具设计主要考虑两方面:一、模具表面金属层的实施可行性;二、碳纤维预浸料的可铺叠性。依据谐振腔的结构特点,设计带翻边芯模,芯模用于成型谐振腔内腔,翻边用于成型谐振腔法兰。芯模的结构设计方案有两种:一体芯模和组合芯模(图2)。
一体芯模[图2(a)]的优点是整体加工成型,便于实现表面金属层的连续、完整实施和转移,芯模的尺寸和形位精度易控制。缺点是一体芯模中,对应谐振腔腹板位置呈齿形深槽,预浸料铺放时,操作不便,无法保证铺层精度,且固化过程中该部分难以加压充分,易产生气孔、分层等缺陷。组合芯模[图2(b)]是将一体芯模从深槽处一分为二,通过在分型处设置凹凸台装配合成一体。组合芯模的优点在于两侧模具可以分别铺层,腹板部分可通过两侧模具传压压实;缺点是两侧芯模的配合容易产生装配误差,且在装配面处形成金属镀层的对接缝。根据总体设计,拼缝间隙小于0.1 mm时,对一定电磁波段的电性能几乎无影响。因此,根据成型可操作性和复合材料成型质量要求,模具结构采用组合模具。
对于高精度构件,模具设计还必须考虑模具线胀系数的影响[8]。2A12铝合金的线胀系数为23.2×10-6/K ,根据4211树脂体系固化制度,采用ANSYS软件对模具进行热膨胀分析,最高固化温度下组合芯模热变形如图3所示,芯模(翻边除外)的长、高、宽方向的变形分别为0.250、0.141、0.067 mm,最大变形出现在模具顶部短棱边,均超出内腔精度要求范围,在模具加工时需进行尺寸补偿,消除热膨胀引起的精度误差。
3.3表面金属层实施方案
对加工好的芯模进行表面处理,按照产品设计,在其工作面均匀沉积一层0.2 mm厚的金属层。对金属层表面喷砂处理,提高表面粗糙度,提高金属层与碳纤维复合材料基体的结合力。
3.4铺层实施方案
该复合材料波导谐振腔成型的难点之一是内腔齿形腹板成型。根据组合芯模的结构形式,将铺层分步实施:首先,分别在两瓣芯模表面依次贴合一层超薄预浸料,再铺叠[0/+45/-45/90]s共8层预浸料,多次真空预压压实,重点保证齿形腹板厚度方向铺层与芯模装配面紧密贴合;最后,芯模组合到位后,在表面整体铺叠余下8层预浸料,铺层示意见图4。
铺层前按照铺层方向和芯模平面展开图裁剪预浸料。铺层时要求铺层角度准确,采用对接拼缝以保证腔体壁厚均匀性,并将铺层拼缝设置在法兰翻边处,避免接缝对波导内腔性能产生影响。
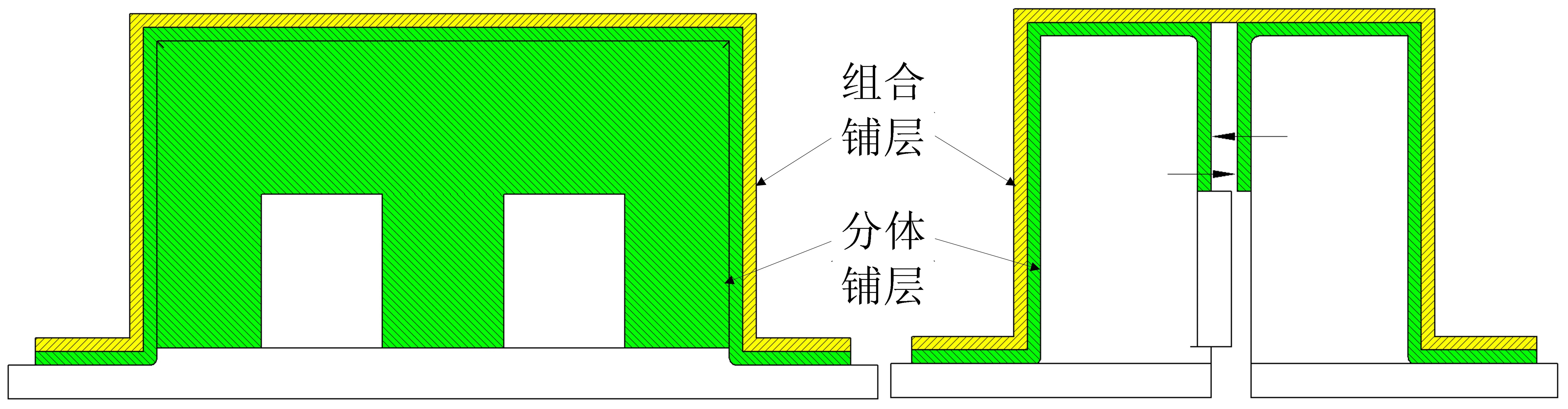
图4 波导谐振腔铺层剖面图
Fig.4 Sectional view of waveguide resonator lay-up
4 成型与性能评价
碳纤维复合材料谐振腔采用真空袋-热压罐工艺成型,产品经固化、脱模,碳纤维复合材料波导谐振腔实物见图5。经检测,制备的碳纤维复合材料谐振腔内腔尺寸精度、棱线特征、内腔表面金属层连续性、平整度及粗糙度均满足技术指标。
超声无损检测表明,腔体成型质量良好,满足GJB2895—97B类要求。对谐振腔开展-196~120℃高低温循环试验,开展100次后,目视检查表面金属层无起皮、脱落现象。分别对谐振腔进行散斑成像(图6)检测,结果表明内腔表面镀层与碳纤维复合材料基体结合完好,满足设计要求。碳纤维复合材料谐振腔质量为0.11 kg,比殷钢谐振腔减重72%。
5 结论
以某卫星用高精度、复杂波导谐振腔为研究对象,设计了合理的复合材料成型方案,制备了表面金属化的碳纤维复合材料谐振腔,并通过了高低温试验验证。
(1)采用模具表面金属层转移方式,结合热压罐工艺,制备了内腔表面金属化的碳纤维复合材料波导谐振腔。
(2)碳纤维复合材料谐振腔表面金属层连续性、平整度、粗糙度满足设计要求,经历100次-196~120℃高低温循环后,金属层无起泡、脱落现象。
(3)碳纤维复合材料波导谐振腔,较殷钢波导谐振腔减重72%。
[1] 沃西源, 郭际, 常跃东. 碳/环氧复合材料波导研制[J]. 高科技纤维与应用, 2001, 26(6):15-19.
[2] MOROZOV E V, LOPATIN A V, TAYGIN V B. Design, analysis, manufacture and testing of composite corrugated horn for the spacecraft antenna system[J]. Composite Structures, 2016, 136:505-512.
[3] 夏文干, 杨洁. 碳纤维复合材料天线金属化的必要性研究[J]. 高科技纤维与应用, 2001,26(2):15-20.
[4]左龙彦, 田杰, 诸静,等. 复合材料异型构件成型技术[J]. 宇航材料工艺, 2015, 45(2):77-79.
[5] 李伟, 张明, 朱大雷,等. 复合材料薄壁加筋抛物面天线仿真与优化[J]. 宇航材料工艺, 2015, 45(6):27-31.
[6] 周晓锋. 航空用复合材料异形导管技术研究[J]. 玻璃钢/复合材料, 2014(3):48-51.
[7] 肖尚明, 胡江华. 复合材料波导器件成型工艺研究[C].全国雷达学术年会,2002.
[8] 刘永琪, 栾世林, 迟波. 碳纤维复合材料卫星天线喇叭体研制[C].中国航空学会2007材料加工工程学术研讨会,2007.
Forming Technology of CFRP Waveguide
ZHANG Qingan WU Haisheng ZHAO Zhenlu LI Yu
(Beijing Spacecrafts, Beijing 100094)
Through the design of carbon fiber composite lay-up and forming process, a cavity-metallized high-precision and complex composite resonator for a satellite was fabricated by metal transfer from mold surface. High and low temperature experiments were carried out on the composite waveguide resonator. The results indicates that the cavity surface precision, flatness and metallic coating bond strength of the resonator satisfy the design specifications. After 100 cycles of high and low temperature,metallic coatings and CFRP substrate maintain good adhesion. CFRP resonator weighs 72% lower than its Invar counterpart.
CFRP,Waveguide resonator,Mold design,Forming
TB332
10.12044/j.issn.1007-2330.2017.05.006
2017-01-19
张勤干,1991年出生,硕士研究生,主要从事先进树脂基复合材料成型研究。E-mail:964160445@qq.com
猜你喜欢
包装与食品机械(2022年4期)2022-09-16
电子技术与软件工程(2022年12期)2022-09-09
汽车零部件(2020年2期)2020-03-26
汽车维护与修理(2019年14期)2019-08-08
科技创新与应用(2019年8期)2019-06-27
中国建筑金属结构(2019年4期)2019-05-15
航空发动机(2018年3期)2018-06-23
舰船科学技术(2018年5期)2018-06-01
北京航空航天大学学报(2017年5期)2017-11-23
现代电子技术(2014年8期)2014-09-27
