
莱钢50 t电炉试制开发耐候钢S355J0W
2017-12-04 10:35郝帅
山东冶金 2017年4期
郝 帅
(山钢股份莱芜分公司 技术中心,山东 莱芜271104)
莱钢50 t电炉试制开发耐候钢S355J0W
郝 帅
(山钢股份莱芜分公司 技术中心,山东 莱芜271104)
利用莱钢50 t电炉—620mm窄带生产线,通过合理设计化学成分,采用优化的冶炼-连铸-轧制生产工艺,成功生产出耐候钢S355J0W。经过物理性能及化学成分分析表明,有害元素控制良好,力学性能稳定。
耐候钢;铜;铸坯裂纹
1 前言
耐候钢又称耐大气腐蚀钢,是通过在普通钢中添加一定量的合金元素制成的一种低合金钢,主要合金成分为Cu、P、Cr、Ni等元素。耐候钢的耐大气腐蚀性能为普通碳钢的2~8倍,具有良好的力学、焊接等性能,并且使用时间越长,耐腐蚀效果越明显[1]。由于耐候钢相对于普碳钢耐腐蚀性及相对于不锈钢的经济性,耐候钢得到了迅猛发展,主要用于交通、输电、运输、建筑等领域。
2 生产难点
因钢中含有Cu,坯壳与结晶器铜板有一定的亲合力,坯壳容易与铜板发生粘连,导致粘结漏钢。此钢种碳含量为0.10%~0.15%,属于包晶钢范围,包晶钢在凝固过程中发生包晶反应,钢中δ-Fe向γ-Fe组织转变,伴随着这一转变有0.38%的体积收缩,使初生坯壳过早脱离结晶器壁,在坯壳与结晶器内壁之间容易形成较大气隙,阻碍坯壳传热,坯壳变薄,也会造成漏钢[2]。
在连铸过程中,结晶器表面镀铬层严重磨损,结晶器铜管与高温铸坯发生粘结,铜板局部发生熔化,液相的Cu通过奥氏体晶界向铁基体内渗透,Cu在奥氏体晶界的富集会降低钢的塑性,当拉速过快时易产生铸坯裂纹[3]。
3 耐候钢试制开发过程
3.1 化学成分及工艺流程
耐候钢S355J0W执行欧标EN10025-5,同时考虑钢带力学性能及低温冲击性能,对钢带化学成分做了严格内控规定。S355J0W耐候钢的熔炼成分设计见表1。

表1 S355J0W标准及内控化学成分(质量分数)%
生产工艺流程:电炉→LF+VD精炼→矩形坯连铸机→钢坯加热炉→除鳞→粗轧→精轧→冷却→卷取→检验入库。
3.2 工艺控制
3.2.1 冶炼工艺
1)转炉冶炼。铁水硫含量≤0.015%,砷含量<0.008%,铁水比例60%左右。废钢采用优质内调废钢。冶炼过程造好泡沫渣,控制炉渣流动性,炉渣碱度控制2.8~3.2。均匀脱碳,减少吸氮。采用铌铁、硅锰、中锰、中铬合金化,采用铝锰铁合金进行脱氧。转炉下渣炉次可以适当增加10~20 kg脱氧剂。加入顺序∶见钢流先加部分铝锰铁进行脱氧,其后依次加中锰、硅锰、中铬,加合金过程中加剩余铝锰铁,全部合金挡渣前加完。
2)LF精炼。精炼根据进站条件可补喂铝线,采用碳化钙和碳化硅造渣,保持黄白渣或白渣时间≥10min,终点进行钙处理,软吹时间≥10min。
3)VD脱气。真空时间≥18min,真空度<67 Pa并保持时间≥12min。破空后,若酸溶铝含量>0.015%,原则上不再补喂铝线,及时铺洒覆盖剂。VD处理后软吹氩时间≮12min,软吹氩时严禁裸露钢水和大氩气量搅拌降温。
3.2.2 连铸工艺
中间包采用整体塞棒包。采用全保护浇铸,大包长水口加密封垫并吹氩保护,浸入式水口加密封垫。保护渣为耐候钢专用保护渣。开浇后减缓拉速提升速度,增加结晶器保护渣熔化时间,增加渣膜厚度,改善初生坯壳均匀性及厚度。减少非稳态浇注时结晶器液面波动及人为操作因素。根据坯型拉速稳定1.0~1.40m/min。二冷水采用弱冷,吨钢比水量为0.32 kg。开浇第一炉与停浇最后一炉进行甩坯操作。钢坯进缓冷坑进行缓冷12 h,以有效消除钢坯的热应力和组织应力,同时释放钢坯中的氢,防止产生白点和铸坯内部裂纹。
3.2.3 轧制工艺
加热炉均热段温度控制在1100~1220℃,出钢温度≥1070℃,粗轧阶段充分考虑高温和塑性的有利条件,实现较大压下,减轻精轧机组的负荷。粗轧和精轧除鳞全部投入使用,充分去除氧化铁皮。热轧终轧温度控制在(930±10)℃,冷却方式采用运输链空冷,卷取温度控制在630~680℃。
4 钢带实物质量及性能分析
4.1 化学成分及力学性能
根据相应标准对生产的S355J0W钢带进行化学成分及相关力学性能检验,检验结果见表2、表3。

表2 S355J0W实物化学成分(质量分数) %

表3 S355J0W力学性能
根据表1数据,化学成分各元素满足标准要求,C、Si、Mn、Cr、Ni、Cu、Nb 成分控制稳定,P、S 有害元素控制在较低范围内,Ni/Cu≥0.5有效防止铸坯裂纹产生,保证轧材成品质量。根据表3数据,由于C含量控制范围较低,钢带0℃冲击高于标准要求,屈服强度及抗拉强度富余量较为合理,伸长率满足标准要求。
4.2 金相组织
根据钢带收卷特性,对钢带尾部及钢带中部分别取样,进行金相分析。试样经研磨、抛光后,用4%硝酸酒精进行腐蚀,在光学显微镜下观察其金相组织,见图1。
由于添加Nb元素进行微合金化,钢带晶粒度较高。金相组织基本为铁素体及少量珠光体组织,钢卷尾部由于收卷后冷速较快晶粒度为9~10级,钢卷中部由于收卷后冷速较慢且出现回温现象晶粒度为8~9级。
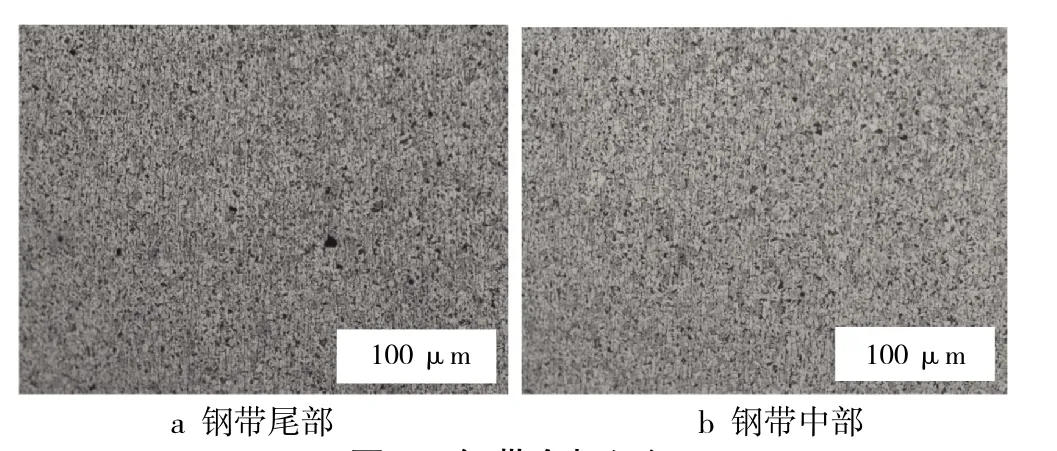
图1 钢带金相组织
5 结语
利用莱钢50 t电炉—620mm窄带生产线生产耐候钢S355J0W,化学成分、铸坯质量和力学性能完全满足欧标EN10025-5及用户使用要求,已经通过英国劳氏船级社认证,具备批量生产欧标耐候钢的能力。
[1] 杨松柏.我国耐候钢的发展前景[J].铁道建筑,1989(6)∶19-21.
[2] 刘亮,张彬.包晶钢纵裂成因分析及工艺控制[J].连铸,2011(2):8-11.
[3] 朱国森,王永胜,王新华,等.连铸坯表面网状裂纹[J].北京科技大学学报,2005(8)∶19-21.
Development of Weathering Steel S355J0W with 50 t EAF in Laiwu Steel
HAO Shuai
(The Technology Department of Laiwu Branch Company of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
The weathering steel S355J0W was produced successfully by designing reasonable chemical composition on Laiwu Steel“smelting-continuous casting-rolling”of optimized process.It showed that the trace harmful elements were lower,andmechanical property was stable by physical quality analysis and chemical testing.
weathering steel;Cu;slab crack
TG142.7
B
1004-4620(2017)04-0030-02
2017-05-02
郝帅,男,1981年生,2010年毕业于内蒙古科技大学钢铁冶金专业。现为山钢股份莱芜分公司技术中心工程师,从事钢带产品开发工作。
猜你喜欢
华北理工大学学报(自然科学版)(2022年2期)2022-04-26
工程科学学报(2022年4期)2022-04-07
孙子研究(2021年3期)2021-10-11
山东农机化(2021年4期)2021-08-24
山东冶金(2019年6期)2020-01-06
四川冶金(2019年5期)2019-02-18
山东冶金(2018年6期)2019-01-28
潍坊学院学报(2015年2期)2015-12-01
河南冶金(2014年2期)2014-12-22
上海金属(2014年6期)2014-12-20
