
几种增塑剂对发泡PVC拉伸性能和微观结构的影响
2018-03-25 05:59阳范文邓健能李健婷尹朝辉章喜明徐蒙蒙陈美曦蓝银涛
塑料助剂 2018年6期
阳范文 邓健能 李健婷 尹朝辉 章喜明 徐蒙蒙 陈美曦 蓝银涛
(1.广州医科大学基础学院生物医学工程系,广州,511436;2.南通海珥玛科技股份有限公司,南通,226017;3.江西中辉新材料有限公司,新余,338019)
PVC人造革是采用聚氯乙烯(PVC)树脂、增塑剂、热稳定剂和其他配合剂进行混合,涂覆或贴合在织物上,经一定的加工工艺过程制备而成[1-2]。
PVC是一种强极性聚合物,分子间有很大的作用力,未增塑的PVC制品坚硬而缺乏弹性和柔韧性。增塑剂是PVC人造革生产中的关键成分,是影响PVC软质制品物理性能最大的助剂[3-4]。增塑剂可提高增塑PVC的流动性,可改善加工性能,并赋予PVC制品弹性和柔韧性[5-6]。随着PVC人造革技术的不断进步和发展,发泡技术、表面装饰和新型复合技术得以应用,PVC人造革的产品种类不断丰富[7-9]。
现有的邻苯类增塑剂(主要是DEHP)被认为可导致肝脏致癌、女性受孕率下降等毒副作用,使用逐步受到限制[10]。环氧大豆油(ESO)、乙酰柠檬酸三丁酯(ATBC)、环己烷二酸酯类(如DINCH)、苯三酸三辛酯(TOTM)和乙酰环氧化植物油酸酯等环保型增塑剂应用日益广泛[11-12]。特别是随着环境保护要求的不断提高和Reach法规的实施,对出口的PVC人造革增塑剂使用要求日益严格。开发绿色环保增塑剂并将其应用于PVC皮革行业,对提高我国PVC人造革产品的市场竞争能力、技术水平和出口安全性具有重要意义[13]。
本文针对现有增塑剂用于PVC发泡人造革需求,开展不同增塑剂对发泡PVC材料的力学性能、泡孔结构、发泡倍率及其耐迁移的影响,为PVC发泡皮革的配方改进和成本优化提供理论指导。
1 实验部分
1.1 原材料
PVC SG-5,工业级,内蒙古亿利公司生产;环氧大豆油(ESO)、邻苯二甲酸二辛酯(DOP)、对苯二甲酸二辛酯(DOTP)、二乙酰环氧植物油酸甘油酯(HM-828)和乙酰环氧植物油酸醇酯(HM-018)由广州市海珥玛植物油脂有限公司提供;AC发泡剂(偶氮二甲酰胺)和钙锌稳定剂均为市售产品。
1.2 实验仪器及型号
高速搅拌机,型号TBM1000,BOSCH公司;冲片机,CP-25型,上海化工机械四厂;万能试验机,CMT40204(20KN),深圳新三思材料检测有限公司;SEM,MVE 0329591690,复纳科学仪器(上海)有限公司;扎轮机,型号8×20,台湾泓阳实验室扎轮机。
1.3 配方和工艺设计
改变增塑剂种类,研究不同增塑剂对发泡PVC力学性能和微观结构影响,配方设计见表1。

表1 PVC发泡皮革配方设计Tab.1 Formula design of the foamed PVC samples
1.4 试样制备方法
将PVC与增塑剂等组分按照表1配比称量,采用高速搅拌机在常温下搅拌5 min、转速2000 r/min,然后使用扎轮机压成薄片 (0.1~0.3 mm)(165℃×3 min),最后将薄片在温度为210℃的烘箱中烘烤60 s,取出后自然冷却至室温。
1.5 性能测试
拉伸性能测试:试样放置24 h后,采用冲片机制备标准拉伸样条,万能试验机按ISO 527/2-2012标准测试拉伸性能,拉伸速率为500 mm/min。
微观形态结构测试:试片在自然条件下放置48 h后,在常温下用锋利的刀片切开,切断面镀金,然后采用扫描电镜观察断面的微观形态结构。
发泡倍率的测试:材料发泡后的厚度除以发泡前的厚度之比。
2 结果与讨论
2.1 增塑剂用量对材料拉伸性能的影响
增塑剂种类对发泡PVC材料的拉伸性能影响如图1所示。
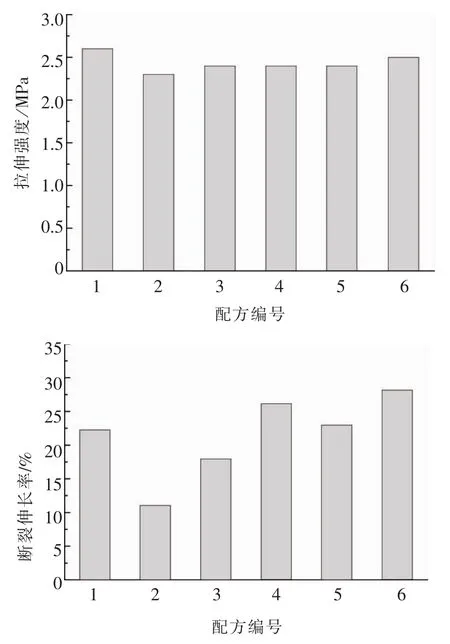
图1 增塑剂对发泡PVC材料拉伸性能的影响Fig.1 Effect of plasticizers on the tensile properties of foamed PVC samples
从图1可知,各种增塑剂对发泡PVC材料的拉伸强度影响不大,拉伸强度均介于2.3~2.6 MPa之间,主要原因在于配方中碳酸钙添加量100份,加上发泡后容易产生应力集中,故材料的拉伸强度不高。将其应用于制备PVC发泡人造革时,需要将其涂布或者压延在基布上,提高人造革的力学强度。
不同增塑剂对发泡PVC材料的断裂伸长率有一定影响,2#(DOP增塑)的断裂伸长率较低,为11.1%;4#(HM-828 增塑)和 6#(DOTP 增塑)的断裂伸长率较高,分别为26.2%和28.2%。断裂伸长率均不是太高,其原因也是碳酸钙含量较高,加上发泡产生应力集中所致。
2.2 增塑剂对发泡PVC发泡倍率和泡孔微观形态的影响
采用不同增塑剂制备的发泡PVC材料切断,其断面放大250倍左右的扫描电镜照片见图2。

图2 发泡PVC切断面的扫描电镜照片Fig.2 SEM images of the sections of foamed PVC samples
从图2可知,采用不同增塑剂制备的发泡PVC的泡孔结构存在一定的差异,其中2#(DOP增塑)和6#(DOTP增塑)的配方出现了大小不均匀的气孔;4#(HM-828 增塑)和 5# (HM-018 增塑)的配方气孔比较均匀,说明这2种增塑剂有利于制备发泡均匀的材料;3#是采用ESO增塑发泡的配方,其泡孔的均匀性介于上述最好和最差效果之间;1#是将ESO和DOP进行复配的结果,其泡孔的均匀性比单独使用DOP(2#)要好,但比3#(全部使用ESO)的差,通过这个实验也证实了添加ESO有利于提高泡孔均匀性。
图2中,也可以比较不同增塑剂对碳酸钙的分散效果不同。1#(DOP和ESO复配)和3#(ESO)中的碳酸钙分散不太均匀,碳酸钙与PVC基体的结合力相对较弱,可发现明显的碳酸钙脱落的迹象。 2#(DOP)和 6#(DOTP)中,碳酸钙的分散有所改善,但也存在粒径大小分布不均匀的情况。相比较而言,4#(HM-828 增塑)和 5# (HM-018 增塑)的配方中,碳酸钙与PVC基体的结合力最佳,碳酸钙粒径分布也最均匀,说明这两种增塑剂有利于碳酸钙的分散,同时产生了一定的增容效果,故界面结合力最好,分散最均匀。
不同增塑剂对发泡倍率的影响见图3。从图中可知,不同增塑剂对发泡倍率的影响略有差异,其中 5#(HM-018)发泡倍率最高,4#(HM-828)稍低,但差异都不大。

图3 增塑剂对PVC发泡倍率的影响Fig.3 Effect of plasticizers on the foamed ratios of foamed PVC samples
2.3 增塑剂及其复配用量的析出情况评价
对比不同配方在自然条件下放置一定时间后,其析出情况见表2所示。

表2 发泡PVC放置不同时间的析出情况Tab.2 Precipitation of foamed PVC samples at different time
从表2可知,采用HM-828和HM-018增塑的4#和5#配方放置90 d增塑剂无析出,而采用DOP、DOTP增塑的2#和6#配方放置90 d后轻微析出,采用ESO增塑的3#在90 d后严重析出。其原因在于DOP和DOTP与PVC相容性不够理想,单独或以其为主体增塑PVC都会存在析出;而HM-828和HM-018独特的乙酰基、环氧化酯类结构,与PVC相容性优异,故不会出现析出。
3 结论
(1)HM-828和 HM-018与 PVC相容性良好,在增塑的同时产生了一定的增容效果,故材料的拉伸强度较高、泡孔均匀性好、碳酸钙与基体界面结合力比较理想,存放90 d无析出。
(2)采用DOP和DOTP增塑的PVC泡孔均匀性差、碳酸钙与基体界面结合力差,出现轻微析出。
(3)ESO增塑PVC的泡孔均匀性比较均匀,但其与PVC的相容性较差,存放90 d出现严重析出。
猜你喜欢
大电机技术(2022年4期)2022-08-30
包装工程(2022年1期)2022-01-26
农业装备与车辆工程(2021年9期)2021-10-04
科教导刊·电子版(2021年6期)2021-05-06
工程塑料应用(2020年11期)2020-11-28
石油化工高等学校学报(2018年4期)2018-07-16
山东工业技术(2017年14期)2017-07-18
合成材料老化与应用(2015年4期)2015-07-25
中国塑料(2014年11期)2014-10-17
现代检验医学杂志(2014年1期)2014-02-06
