钢水温度对摇枕和侧架质量的影响及控制钢水降温速度的方法
2018-04-09 07:59薛忠光袁树林付海利
中国铸造装备与技术 2018年2期
隋 臣,薛忠光,袁树林,付海利
(牡丹江中车金缘铸业有限公司,黑龙江牡丹江 157013)
摇枕、侧架是铁路货车转向架的重要配件,在保证行车安全中起到了重要作用。随着国民经济迅速发展和国际铁路运输的复苏,铁路货车,特别是大轴重载货车的需求呈现出空前增长的局面[1],2017年铁路货车需求量达到2万辆之多,随之而来的是用户对产品的表面质量要求逐渐提高。在产品商品化的市场经济形式下,随着高新技术在铸造行业的发展,在保证铸件密实度的前提下,表面质量逐步成为企业核心竞争力。铁路铸钢件的生产采用塞杆式浇注,20T钢水最多浇20箱以上,水口开关次数多,浇注时间长,浇注过程中钢水温降较大,容易造成铸件裂纹、呛空、缩松、浇不足等缺陷。提高钢包的保温性能,对铸钢件进行低过热度浇注,不仅可以提高铸钢件质量,还能降低电弧炉的出钢温度,降低电耗,提高耐火材料的使用寿命,降低生产成本[2]。
1 浇注温度对摇枕、侧架表面质量的影响
1.1 裂纹
浇注温度对裂纹的产生有着明显的影响,《铁道货车铸钢摇枕、侧架》(TB/T3012-2016)中明确规定浇注铁道货车铸钢摇枕、侧架的浇注温度≤1585℃,由此可见,在铸造工艺控制裂纹的前提下,控制浇注温度也成为控制裂纹产生的关键工序环节。然而浇注温度控制在1585℃以下,裂纹仍会产生,裂纹已成为铸造行业不可避免的缺陷,对于大批量生产的铸件产品,工艺人员主要工作之一就是控制裂纹率,而磁粉探伤成为检测裂纹率和消除裂纹的重要手段。
1.2 冷隔、褶皱、桔皮、成型不良
对于使用20吨LF精炼钢包来浇注摇枕、侧架产品,每炉要搭配浇注7箱摇枕、14箱侧架,共计20余箱产品,浇注温度控制在1585℃以下,整包钢水浇注时间在1小时左右,钢水温度下降快,每分钟降温约1.78℃,钢水流动性差,充型能力下降,粘度上升,导致后期浇注的产品会产生冷隔、褶皱、桔皮、成型不良等缺陷。对于铁路货车摇枕、侧架的制造厂中,采用20t以上LF精炼包浇注摇枕、侧架已成为趋势,如何控制降温速度,也随之成为了一个急需攻克的难题。
2 控制降温速度的几点方法
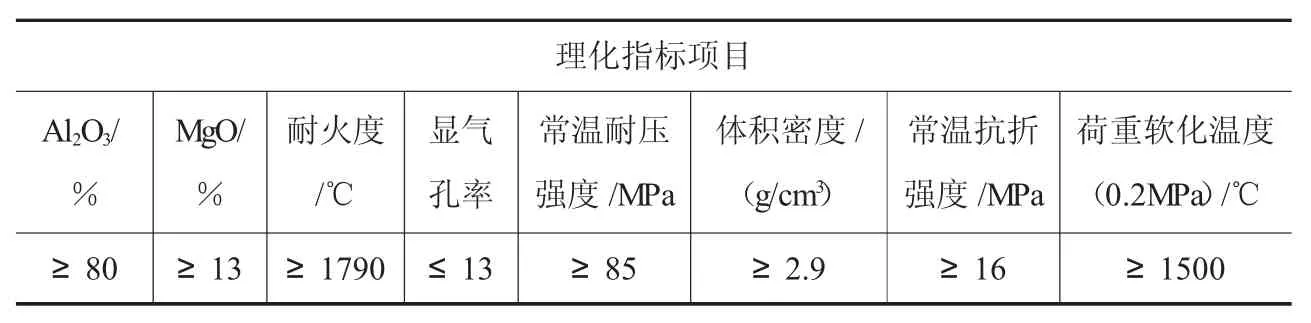
表1 铝镁刚玉砖理化指标
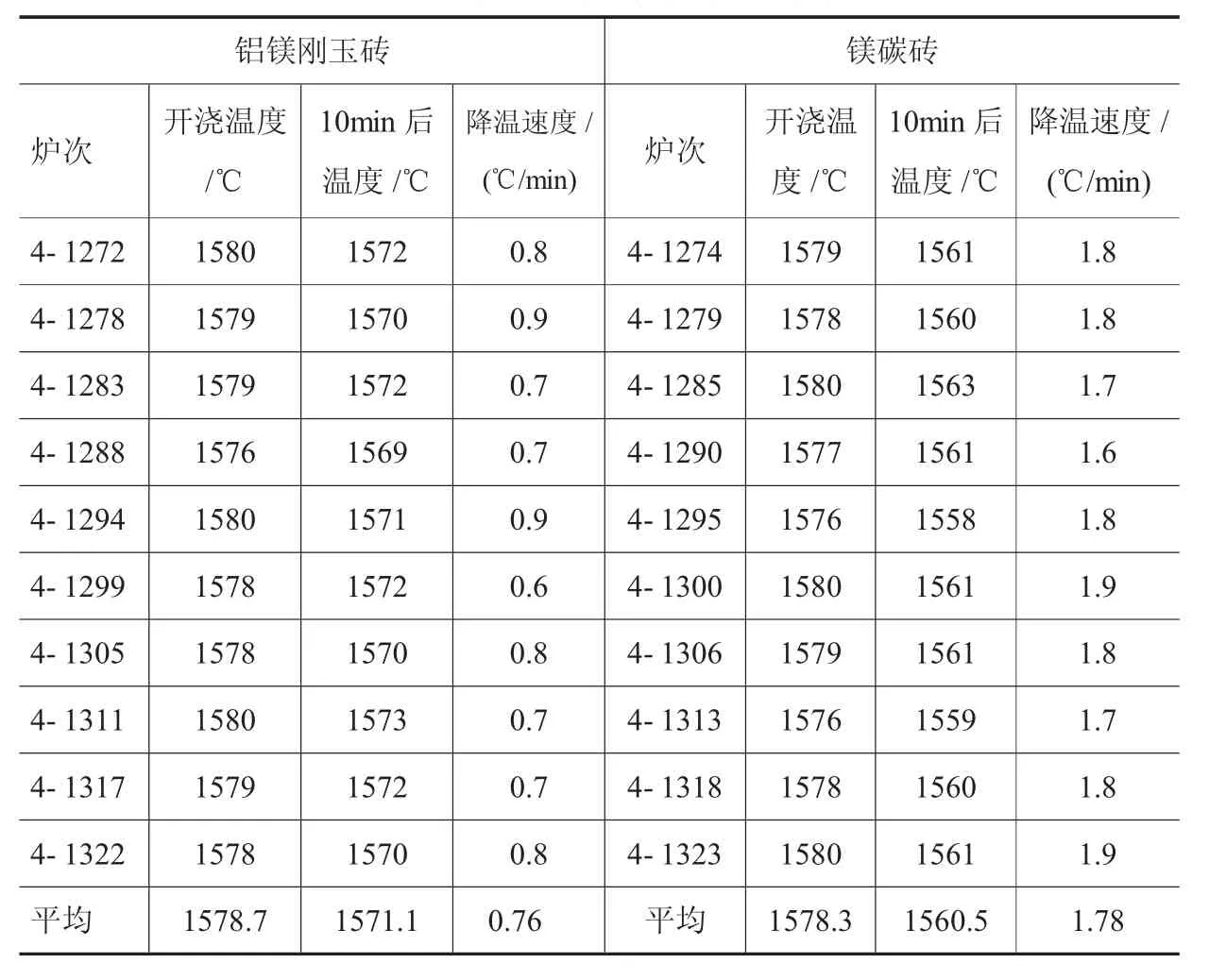
表2 铝镁刚玉砖与镁碳砖对比结果
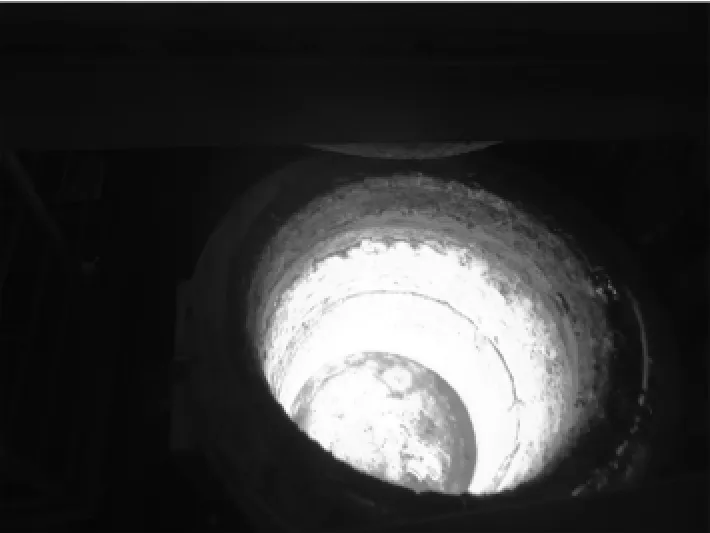
图1 方案一钢包烘烤情况

图2 方案二钢包烘烤情况
2.1 钢包耐火材料的选用
耐火材料的选用,成为钢包保温性好坏的决定性因素,传统“老三期”浇注摇枕、侧架,大多采用的是10吨钢水包,整包浇注时间在20~25min,整包浇注时间较20吨LF精炼包浇注时间短,选用镁碳砖即可满足工艺要求。然而面对20吨LF精炼包,镁碳砖的保温效果已不能满足工艺要求。通过和耐火材料生产商家的咨询和合作,寻找到一种铝镁刚玉砖,理化指标见表1。
设计对比试验检测铝镁刚玉砖和镁碳砖的保温效果。
方案一:工作层的包壁、包底采用铝镁刚玉砖,渣线层采用镁碳砖。
方案二:全部采用镁碳砖。
检测方法:各10炉,浇注10分钟后,通过热电偶和数字温度显示器,测量钢水温度,以此推算降温速度。
钢包烘烤:烘烤时间2小时为准,通过点温枪测量,方案一铝镁刚玉砖烘烤温度可达800℃以上,颜色为红亮色,而方案二的镁碳砖烘烤温度为650℃,颜色为暗红色。
试验环境:浇注场地温度10℃。
根据试验情况,由表2可看出铝镁刚玉砖降温速度0.76℃/min,镁碳砖降温速度1.78℃/min。铝镁刚玉砖保温效果明显优于镁碳砖,平均降温速度比镁碳砖低1.02℃/min。
2.2 减少整炉浇注时间
摇枕、侧架传统浇注工艺将水口箱挂在钢包底部,浇注完成一箱后,天车将水口箱抬起,然后移至下一箱,下落的同时,操作者需把持水口箱,让水口箱两侧的流钢口与浇口杯对正。钢包底部挂水口箱的主要缺点如下:
(1)天车需要做六个方向的动作,方能使流钢口对正浇口杯,导致整体浇注时间过长,浇注后期钢水降温严重。
(2)增加操作者劳动强度,需要增加两名专职人员来把持水口箱,并且劳动强度大。
(3)水口箱在钢包底部,把持水口箱具有一定的潜在的危险性,并且会受到高温辐射,容易烫伤。
针对以上问题,我公司制作了轨道浇注机,根据铸钢件的砂箱高度尺寸和所需静压头高度,分别确定水口箱流钢尾砖据浇口杯的高度。将水口箱坐落在浇注机上,在浇注机上制作滚轴,从而实现支撑和左右移动水口箱的作用。
可以根据所要浇注的铸钢件产品种类和砂箱高度来确定浇注机上滚轴的高度,进而实现浇注机对所有产品都能浇注。
在连续式浇注线上,两侧的通道上有固定轨道,根据浇注底板的宽度设计出合适的轨距。浇注机两侧的支持架底部,每侧有两个轮毂落在轨道上,通过轮毂在轨道上滑行,带动浇注机运动;其中,有一侧的支撑架底部为半活动式,起到缓冲作用。只需要两个人沿着浇注线前后拖动,兼职撬浇口杯,天车也只需要沿着一个方向运动即可。
在浇注机上平面上,有两块带有角钢的铁板,上面可埋上砂子或铺垫砖块,以防止浇注过程中外溅的钢水流入冒口,避免或减少掉钢豆铸造缺陷,降低废品率。
20吨及以上的LF精炼炉浇注时,整体浇注时间由1小时减少至40分钟,使浇注后期钢水浇注温度能够满足工艺要求,保证钢水流动性,从而减少铸件产生冷隔、褶皱、桔皮等铸造缺陷,降低废品率。
3 铸件表面质量
通过以上措施,摇枕、侧架表面质量得到很大提升,冷隔、桔皮、褶皱得到了彻底的解决。

图3 轨道浇注机浇注
4 结语
(1)选用铝镁刚玉砖可有效的提高钢包保温性,控制钢水降温速度。
(2)轨道浇注机可将整炉浇注时间缩短1/3,由1h缩短至40min。
(3)通过以上两种方法,浇注温度可控制在1580℃以下,减少了冷隔、褶皱、桔皮等铸造缺陷,降低了废品率。铸造,2016,65(7):661-666.
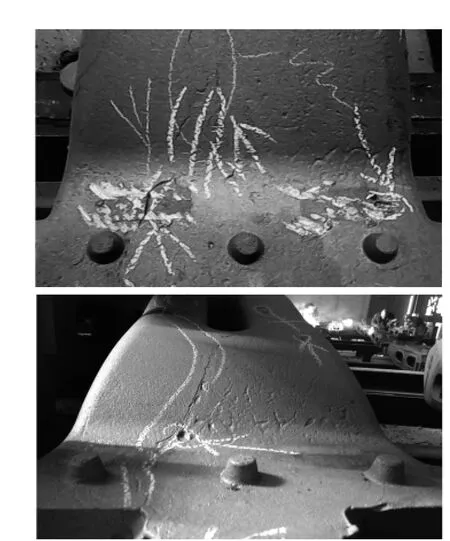
图4 冷隔、桔皮缺陷

图5 改进后的表面质量
参考文献:
[1]王锡安.年产5.8万吨钢摇枕和侧架的铸造车间工艺设计[J].
[2] 贾长江,宋德晶,孙宝金,等.铸造用钢包新型绝热保温材料的应用研究[J].铸造设备与工艺,2016,1:42-44.
猜你喜欢
水泵技术(2022年2期)2023-01-15
山东冶金(2022年2期)2022-08-08
陶瓷学报(2021年2期)2021-07-21
昆钢科技(2021年6期)2021-03-09
物流技术与应用(2020年4期)2020-05-06
中华建设(2018年3期)2018-04-23
制造技术与机床(2017年4期)2017-06-22
红土地(2017年2期)2017-06-22
铸造设备与工艺(2016年5期)2016-11-26
当代工人(2016年11期)2016-07-19