
网格状空芯制造工艺技术研究
2018-04-25 06:24吕雷昌李长贵韦岩海
山东林业科技 2018年1期
吕雷昌,李长贵,韦岩海
(山东省林业科学研究院,山东 济南250014)
网格状空芯新型人造板是由板芯和表板构成,板芯是由异型层板垂直胶合和剖分而成,表板为珍贵树种木材。传统人造板产品的重量较重,采用这种板芯制成的新型人造板的密度仅为原料密度的70%,大大减轻了人造板产品的重量,降低了胶粘剂的用量,使产品更环保。同时也可降低生产原料成本。板芯原料来源广泛,利用低质木材或传统人造板都可以,表面依据产品用途可为薄型珍贵树种木材,也可为传统人造板表板;由于芯板的网格状空芯结构,力学性能优良,产品具有良好的隔热性和保温性能。

图1 网格状空芯板芯实物图
网格状空芯人造板可用于家庭和场馆装饰装修材料,也可用来制造家具、木质门及地板等产品。由于网格状空芯人造板产品在功能和性能上具有优于传统人造板产品诸多优点,如力学性能优良,产品具有良好的隔热性和保温性能,与集成材等实木产品相比,大大减少了板坯内部应力,提高了产品的尺寸稳定性。可完全替代传统人造板在装饰装修材料和木质产品方面的应用,具有广泛应用前景。
1 工艺流程
板材检验—层板刨削—层板开槽—异形层板配板—涂胶和组坯—加压胶合—检验胶合性能—网状栅格板坯方刨分—芯条整张化和定厚加工—网状栅格芯板。
2 层板质量标准确定
用于制造网格状空芯轻体人造板板芯的板材通常是密度比较高,尺寸稳定性较好的树种;应采用同一树种或物理力学性能相近的树种。本试验采用落叶松刨光板材为试验材。试验用落叶松刨光材规格尺寸:1200×90×40mm,含水率平均9.6%,密度为0.65g/cm3。
通过开槽锯割试验研究,板材开裂不许有;活节不限,死节和节漏可为15mm以下;树脂囊不限(有树脂露出需要清理)。借鉴集成材等类似产品对层板要求和具体规定,确定了网状栅格芯轻体人造板芯板用层板的技术标准和质量要求。
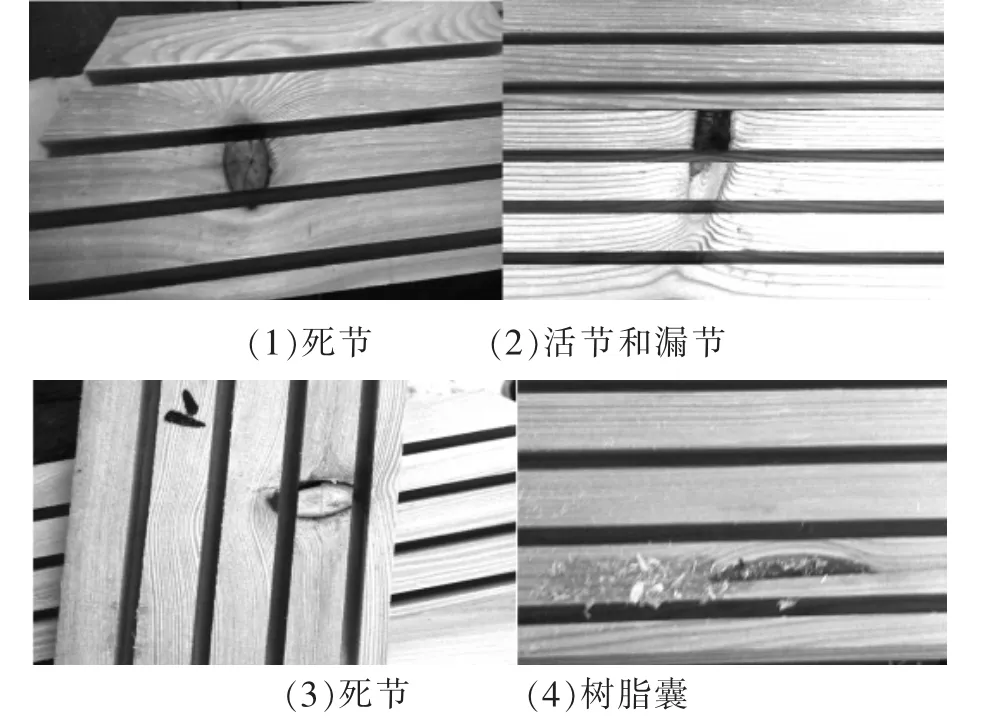
图2 木材缺陷在异型层板上的情况
2.1 含水率
板材的最终含水率应控制在8%~12%;通常含水率均匀度不超过3%。新出干燥室的板材要堆垛放置一周以上,使含水率平衡后再进行加工。
2.2 规格尺寸
依据芯板的断面结构、芯板构成形式和芯板规格尺寸确定板材的规格尺寸。板材的厚度由异形层板的断面参数和厚度及加工余量来确定;板材宽度范围由异形层板的断面参数和刨削设备来确定,通常应保证异形层板宽度方向两侧面为槽肩宽度的1/2;板材的最小长度在300mm以上。
板材的厚度公差应小些或无负公差,避免板材加工中厚度尺寸不够,造成木材的浪费。板材厚度加工余量依据刨削时板材的长度、宽度和翘曲程度来确定。一般长度2m以上的板材刨削时,其加工余量为4~5mm;1~2m板材刨削时,其加工余量为4mm;1m以下板材刨削时,其加工余量为3mm。宽度大而且翘曲严重的板材,加工余量要取大值。
2.3 质量要求
无瓦楞状锯痕、无波纹状、毛刺粗糙面及锯口偏倾等加工缺陷;无端裂、内裂、皱裂、炭化和严重变色等干燥缺陷;无较大节子(大于15mm)、集中节子和腐朽等材质缺陷。
3 异形层板加工与胶合工艺
层板要经过精刨加工,加工精度达到层板各部位尺寸之差在0.2mm以下,各层板尺寸之差不大于0.2mm;再经锯割加工为异形层板,按照截面形状常用异形层板有梳型和弓型两种。
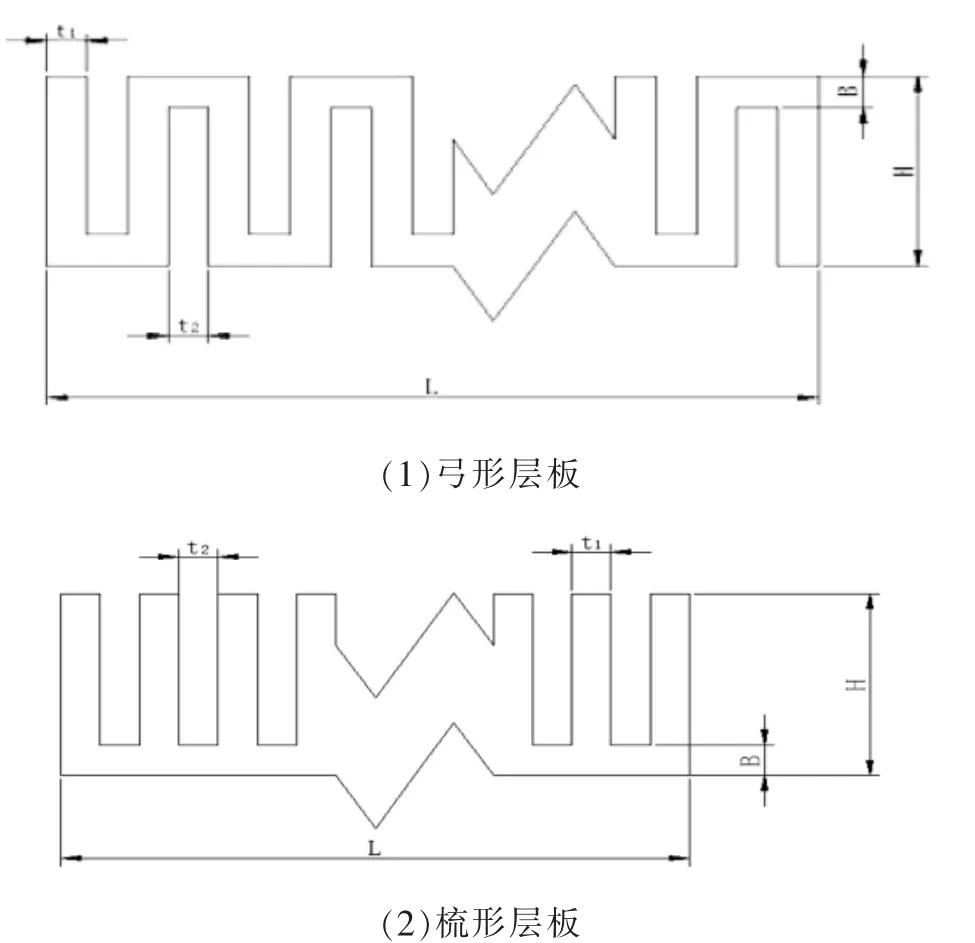
图3 异形层板示意图
异形层板截面技术参数的选择:截面宽度L由开槽锯割设备最大加工宽度确定,本试验中为90mm;截面高度H为30mm;槽底高通常为5~8mm,本试验中为6mm;槽口宽3mm,槽口与槽肩比为1:1和1:2两种。试验分别采用梳形层板和弓形层板进行锯割和胶合试验。
试验流程:层板刨削截断开槽 (90mm倍数×3段)—异形层板截断(90mm)—涂胶垂直组坯—加压胶合—检验胶合性能
采用裁板锯进行层板开槽锯割。锯割情况如图3所示。
据有关试验研究得知,胶合面木材纤维方向夹角对胶合强度有较大影响。纤维方向平行,胶合强度和木材破坏率最高;纤维方向垂直时,胶合强度和木材破坏率最低。见表1。试验中异形层板之间胶合属于纤维方向垂直胶合,通过测试试件的浸渍剥离率和结合强度,评价胶合程度和效果。

图4 异形层板锯割实物图
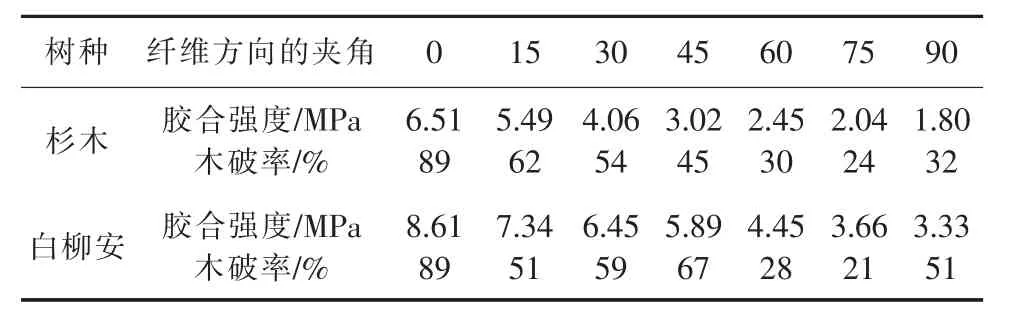
表1 胶合面木材纤维方向对胶合性能影响
胶合试验的试件幅面为90×90mm,试验中采用3种异形层板截面,3种单位压力进行。涂胶量、加压时间按胶粘剂说明书规定;单位压力分别为0.5MPa、0.8MPa和 1.0MPa。胶 合 性 能依 据 GB/T17657《人造板及饰面人造板理化性能试验方法》分别测试浸渍剥离和内结合。每个试验条件下有3块 90×90mm试件,每块 90×90mm试件锯出 70×40mm浸渍剥离试件个,锯出40×40mm内结合强度试件2个。胶合性能测试结果见表2。

表2 异形层板垂直胶合性能
4 结论
异形层板截面形状对胶合性能影响不大,浸渍剥离率均为零;压力对异形层板截面形状有影响,槽口与槽肩比为1:1的梳形层板在胶合加压时,槽肩压溃。通过内结合性能试验发现拉伸断裂部位均在槽肩木材之间,这对于早晚材差别较大、早材强度较低的落叶松树种,采用3mm槽肩会影响网状栅格芯板的整体强度和性能;而采用1:2的槽口与槽肩比,会增加芯板的重量,增加产品的整体密度。最佳截面形状应采用弓形,加工和实施更方便容易;取槽口与槽肩比为1:1,增加锯路尺寸为4~5mm;单位压力范围为0.5~0.8MPa,考虑到异形层板加工厚度偏差影响,单位压力选0.8MPa较为合适。
参考文献:
[1]国家质量监督检验检疫总局.GB/T17657-2013《人造板及饰面人造板理化性能试验方法》[S].北京.中国标准出版社,2013.
[2]郝金城.集成材制造技术[M].哈尔滨:东北林业大学出版社,2001.
[3]国家质量监督检验检疫总局.GB/T5849-2016《细木工板》[S].北京.中国标准出版社,2016.
[4]国家质量监督检验检疫总局.GB/T 34742-2017《木门窗用木材及人造板规范》[S].北京.中国标准出版社,2017.
猜你喜欢
印制电路信息(2022年11期)2022-11-30
哈尔滨工业大学学报(2022年5期)2022-04-19
苏州科技大学学报(工程技术版)(2021年1期)2021-04-22
纤维复合材料(2018年3期)2018-04-25
国际木业(2016年8期)2017-01-15
国际木业(2016年12期)2016-12-21
国际木业(2016年3期)2016-12-01
国际木业(2016年1期)2016-12-01
航空材料学报(2015年6期)2015-09-12
印制电路信息(2015年3期)2015-02-05
