
桩基钢筋笼直螺纹连接接头不合格原因分析
2018-07-25 10:00杜磊林文
四川水泥 2018年7期
杜 磊 林 文
(中交第三航务工程局有限公司南京分公司, 江苏 南京 210000)
近年来,随着我国基础工程建设发展,桥梁工程特别是桩基工程日益增多,在这些工程中,受力主筋直径粗(一般为Ф22、Ф28、Ф32),施工中由于接头所采用的连接方式的不同,将会直接或间接影响钢筋的连接质量。国内目前主要采用的有搭接焊、气压焊等钢筋连接手段,这些传统钢筋连接方法不仅浪费钢材,而且难以适应快速化施工和文明施工的现场环境。而剥肋滚压直螺纹连接技术则能解决这些不足,具有接头质量稳定可靠、连接强度高、施工方便、速度快的特点,在桥梁工程中剥肋滚压直螺纹连接接头技术已得到了广泛的应用。
1 工程概况
本工程位于无锡市江海西路,主要施工内容为城市高架桥。基础采用钻孔灌注桩基础,钻孔桩基础钢筋笼主筋型号为HRB400级、直径为32mm的螺纹钢。根据设计要求钢筋接头位置应相互错开,在一个平面内的钢筋接头数量不得超过总钢筋数量的50%。对于直径大于25mm的钢筋采用机械连接。
2 施工工艺
根据本工程实际情况,桩基钢筋笼主筋采取机械连接,主要采用剥肋滚压直螺纹连接接头技术,其施工工艺是先将螺纹钢筋端部的横肋和纵肋进行剥切处理,使螺纹钢筋滚丝前的端部直径达到同一尺寸成柱状,然后再进行滚压成型,最后用相应的直螺纹套筒把两根带丝头的钢筋旋合,使两段钢筋通过直螺纹套筒连成一个整体的新型钢筋连接工艺。与其他如直接滚压直螺纹连接接头、挤压肋滚压直螺纹连接接头、滚压直螺纹连接接头等工艺相比,具有以下优点:端部直径一致、节约钢材、提高效益、施工速度快、连接质量稳定可靠等特点。
3 不合格原因分析
对现场剥肋滚压直螺纹连接接头按规范进行工艺性试验,发现个别接头有不合格现象。为保证钢筋机械接头施工质量满足规范与设计的要求,避免不合格产品的发生,对可能造成接头不合格的原因从原材料、机械设备、钢筋加工、安装等方面进行了现场调查、分析,并整理出一套控制剥肋滚压直螺纹连接接头施工质量的有效措施。
3.1 原材料分析
(1)钢筋原材质量:本工程桩基主筋选用牌号为HRB400,直径为32mm的普通热轧钢筋,钢筋原材进场均有出厂合格证等相关证明材料,经现场利用游标卡尺检测,虽然钢筋存在粗细不均,有一定的公差,但均在规范要求的范围内。钢筋连接采用剥离滚压直螺纹连接接头形式,非直接滚压直螺纹连接接头形式,不存在加工的螺纹直径大小不一致,套筒与丝头互相咬合不紧密,出现滑丝拉脱的现象。
(2)直螺纹套筒质量:钢筋连接直螺纹套筒为定型产品,每批套筒进场均有产品合格证等相关证明材料,通过随机抽取3个套筒(每袋套筒数量60支),对套筒的型号、外观、尺寸、螺纹中径(检测工具通端、止端螺纹塞尺)、螺纹小径(检测工具游标卡尺)等项目检验,均能满足规范要求。
3.2 机械设备分析
主要机具设备有钢筋直螺纹套丝机,辅助工具有钢筋切割机、砂轮磨光机、扭力扳手等。通过对现场操作人员了解,均有操作经验,操作直螺纹套丝机均进行过培训。机械设备也运行正常,通过对剥肋刀头、滚丝刀头等检查均为新刀头,无磨损或损坏现象,对钢筋直螺纹丝头的加工不构成质量影响。
3.3 钢筋丝头加工分析
(1)钢筋切割:本工程钢筋笼主筋直径较大为32mm,现场对钢筋切断主要采用钢筋切断机,钢筋切断机在对钢筋切断的过程中,易造成钢筋切断部位马蹄形、绕曲等现象,如果在钢筋剥肋、滚压前未将变形的部位切除掉,滚压的螺纹丝头易出现牙型不饱满,甚至存在螺纹丝头未滚压到位的现象。从而最终影响直螺纹套筒连接接头的抗拉性能。

切断机造成马蹄形、绕曲变形
(2)钢筋原材端头打磨:进场的钢筋原材端头往往是不平整的,如果不将端头用砂轮机切割打磨平整,极易造成钢筋丝头在套筒中央位置存在间隙、卡位,使外露螺纹过多,钢筋端头接触间相互卡位,消耗大部分拧紧扭矩,从而减少螺纹连接的有效扣数。只有保证已切割钢筋端头的平整度,才能使安装扭矩有效形成丝头的相互对顶力,消除或减少由于钢筋受拉时造成的变形。

钢筋端头切割打磨平整
(3)丝头长度不合格:操作人员在对直螺纹滚丝机进行定位时,由于定位不准确或者定位装置松动,极易造成丝头加工长度不合格。如果半丝端滚压螺纹过短或过长,都易造成两根钢筋连接后丝头未处于套筒中央位置,一根旋入的螺纹多另一根必然就少,从而影响钢筋结构受力及套筒的连接质量。
(4)钢筋剥肋过多:在对钢筋端部的横肋和纵肋进行剥切处理时,由于直螺纹滚丝机剥皮限位盘调整不到位或施工人员为了便于操作,故意将剥肋刀头调深,使钢筋表面剥肋过多,造成滚压出的螺纹不饱满,不能与套筒牙型完整吻合,存在松动现象,导致抗拉等试验不合格。
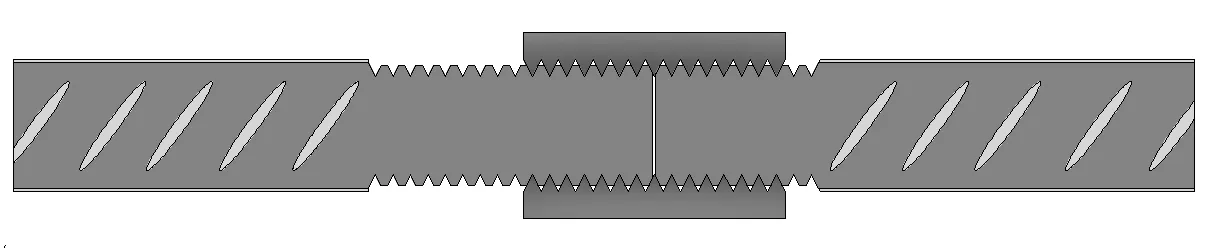
剥皮过多螺纹不饱满示意图
3.4 套筒连接安装分析
(1)钢筋端部螺纹丝头保护:对钢筋端部进行滚压成型后,未及时对成型的螺纹丝头采取保护措施,加盖塑料保护帽,造成直螺纹丝头锈蚀、油污、泥沙污染。另外,在运输的过程中因丝头与地面或施工机具摩擦、碰撞,导致丝头严重破损、变形从而造成连接困难。
(2)钢筋笼主筋套筒连接:本工程桩基钢筋笼,两节笼子间主筋通过直螺纹套筒连接,钢筋笼是预先加工完成的,钢筋无法转动。那么利用套筒连接的时候,只能采取转动套筒的方式进行连接,故被连接的两根钢筋只能一端全丝,一端半丝。先将套筒全部拧入一个全丝(全丝为整个套筒长度)钢筋的螺纹内,钢筋对接后反拧套筒到另一根连接钢筋的半丝内形成连接。在钢筋笼加工的过程中,如未使用挡位板或采取相应的措施,加工出的钢筋笼主筋端头往往不在一个断面,那么钢筋笼在起吊安装的时候,上下两节钢筋笼中必然有钢筋端头无法完全对接,两主筋端头间存在间隙,使套筒连接接头外露丝纹过多。不能满足规范及试验要求。
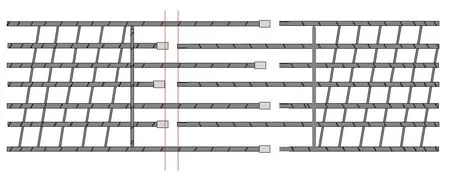
钢筋笼主筋连接端头不在一个断面示意图
4 防治措施
(1)钢筋原材、直螺纹套筒选用经过质量认证的合格产品或推荐使用的合格产品,到达施工现场后须严格检验,并具备质保单和试验技术资料等。钢材、直螺纹套筒还必须另行分批按规定抽样送检。
(2)钢筋滚丝机操作人员必须进过相应的专业技术培训,经考核合格后方可持证可上岗,滚丝机工作前必须对设备的运行情况、剥肋刀头、滚丝刀头等及时进行检查,破损的刀头要及时更换。
(3)在调整设备的剥肋厚度、滚丝长度时,必须用调试棒进行调整。调整完毕后及时用扳手调紧滚轮,防止设备在运行的过程中,由于震动造成限位盘松动,导致滚压出的丝头直径及长度不符合规范及设计要求。
(4)滚丝设备的刀具冷却液必须采用水溶性冷却液,不得使用清水或无冷却液的情况下操作,防止滚压出的螺纹丝头有断丝或破损现象。
(5)螺纹丝头加工前,必须对钢筋原材端面进行切头并打磨处理。方能保证所加工的丝头端部完整、平顺没有“马蹄形”缺口,并垂直于钢筋轴线。
(6)每根钢筋端头滚压成型后(全丝端),随时用通止规对螺纹中径尺寸进行检查,并用相配套的直螺纹套筒进行试拧。不合格的不得使用,并及时对滚丝设备进行调整。
(7)每根钢筋端头滚压成型后(半丝端),及时用塑料保护帽进行丝头保护,防止丝头因沙土污染或磨损,从而造成连接困难影响连接质量。
(8)桩基钢筋笼在加工制作时,可采用安装挡头板的形式,或者首节钢筋笼加工完毕后,在下一节制作的时候,采取每接头预先对接再进行固定焊接的方式,保证主筋端头在同一个断面。从而减少对接钢筋间间隙,满足质量要求。
(9)钢筋螺纹丝头在使用套筒连接时,必须使用专用扭力扳手进行扭紧到位,保证丝头在套筒中央位置相互顶紧,外露丝头误差符合规范要求。
5 总结
通过本工程的施工实践,虽然,剥肋滚压直螺纹连接接头技术已得到广泛使用,但在钢筋滚丝、丝头保护、连接安装的过程中仍存在各种质量通病。只有在施工的过程中加强质量管理、严格按照规范程序执行,才能做到接头质量稳定可靠、施工方便、减少钢筋消耗、节能减排,使剥肋滚压直螺纹连接接头的社会效益及经济效益真正体现出来。
猜你喜欢
中外玩具制造(2022年8期)2022-08-08
山东煤炭科技(2021年9期)2021-10-14
武汉交通职业学院学报(2021年3期)2021-09-23
设备管理与维修(2021年13期)2021-09-05
工程建设与设计(2020年20期)2020-11-08
医学理论与实践(2020年7期)2020-04-13
人间(2015年23期)2016-01-04
中外玩具制造(2014年6期)2014-08-28
中外玩具制造(2013年12期)2014-05-05
中外玩具制造(2013年5期)2013-10-15
