
基于机器视觉的电机端盖孔直径的在线测量
2018-10-16 09:18,,
福建工程学院学报 2018年4期
,,
(福建工程学院 机械与汽车工程学院,福建 福州 350118)
电机端盖是电机的重要组成部件,固定于电机的侧端外壳上,具有支撑电机轴的作用,并且电机端盖具有减振性能,其加工精度要求高,因此对电机端盖孔直径尺寸的测量十分重要。国内外对孔径尺寸测量的研究已经十分深入,2007年,崔贵波等人[1]采用超声波检测技术对深孔类零件实现实时测量。2008年,叶树亮等人[2]研制出了一种针对孔径测量的复合光电测量系统,该测量系统利用双频激光干涉测量方法的测距范围大、测长精度高的特点,结合双向电容传感器的优点,实现不同截面的深孔孔径测量。2013年,王家贵等人[3]利用迈克尔逊干涉原理,研制出一套可以快速测量多孔径的测量系统。该系统在圆锥棱镜台不更换的情况下,可以方便快速地测量出多孔孔径半径。由于采用CCD传感器和激光发射器,测量能达到微米级别。崔继文等[4]于2014年研制出基于光纤布拉格光栅用于测量微孔尺寸的检测系统。2016年,赵海峰等[5]申请的自定心孔径测量机器人,其主要由行走机构和定心机构组成,通过双测距传感器进行测量来实现对大孔径深孔的测量。德国的PTB、美国的NlST、英国的NPL等科研机构为推动微小孔检测技术的发展做出了卓越的贡献[6]。MaYZ等人[7]利用电容测头、二维微调机构以及计算机控制技术,研制出了一台精度高、响应快的非接触式电容测量系统,有效地解决了小深孔直径测量系统测量的问题。本文将利用机器视觉对电机端盖孔直径进行在线测量,以满足电机端盖自动化生产的检测要求。
1 电机端盖孔直径尺寸视觉测量系统
电机端盖孔直径尺寸视觉测量系统如图1,由计算机、采集卡、CCD工业相机、光源、工作台与支架等组成。CCD工业相机和图像采集卡构成视觉采集单元,主要负责采集电机端盖图片,采集卡发出信号,CCD工业相机采集图像。采集后的图像传输至计算机,并对获取工件图像进行处理,提取工件边缘特征,计算出所需尺寸大小。
选用FL3-U3-13Y3M-C型面阵CCD工业相机,型号为FV1520的镜头,OPT machine vision面光源作为本实验的照明系统。halcon视觉算法包拥有应用广泛的机器视觉集成开发环境,本测量系统在该软件包基础上进行二次开发,标定相机参数,对电机端盖图像进行处理,最终实现电机端盖孔直径的测量。
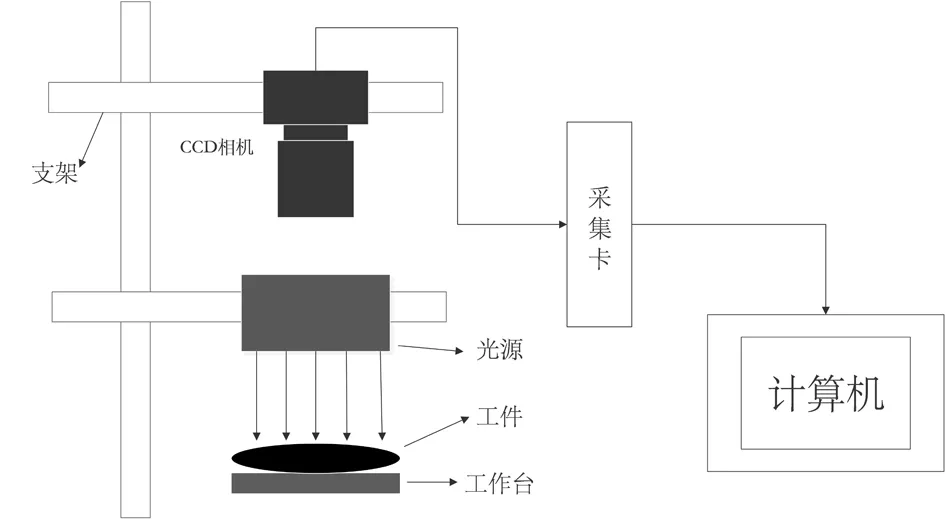
图1 电机端盖孔直径尺寸视觉测量系统Fig.1 Vision-based measurement system for motor cover hole diameter
2 相机参数标定
2.1 CCD工业相机模型
在图像处理之前,需要确定CCD工业相机内、外参数,在CCD工业相机中摄像机、图像、成像和世界坐标系建立联系,从而确定二维图像和世界坐标系中被测工件的转换关系,确定每个像素所对应的实际尺寸,计算出被测物体的实际尺寸[8],如图2。
图2从空间点到图像平面点分4个步骤:
1)世界坐标系空间点Pw转换成相机坐标系点Pc

图2 坐标系转换Fig.2 Coordinate system conversion
Pc=RPw+T
(1)
其中, 相机外参数R(a,b,c)是旋转矩阵;T(x,y,z)T是平移向量。
2)相机坐标系Pc变换成平面成像坐标系p(u,v),如图3,他们之间的投影关系:
(2)

图 3 物体成像Fig.3 Object imaging
图3中,f是相机的像距即成像平面与投影中心的距离;xc,yc,Zc是Pc在相机坐标系中的坐标,同时Zc也表示物体离镜头的距离。
(3)
参数k表示径向扭曲的大小,若k为负数,则扭曲为桶型畸变,k为正则是枕型畸变。
(4)
式(4)中,Cx,Cy为摄影中心在成像平面的垂直投影;Sx,Sy为图像传感器在水平和垂直方向上相邻像素之间的距离。f、k、Sx、Sy、Cx、Cy为相机的内参数,x、y、z、a、b、c为外部参数。确定CCD工业相机的内、外参数,消除相机畸变是实现相机标定的前提条件。
2.2 相机标定
利用halcon中的标定算子,获取CCD工业相机内、外参数[9]。
1)为保证能准确提取标定板中圆点信息,标定板尺寸大小一般为采集图像范围大小的1/4~1/2。为提高标定精度,标定板应放置在不同位置,使采集到的标定板图像覆盖整个图像采集范围,因此在不同位置采集标定板图像13张。采用100 mm×100 mm的圆点型标定板,如图4。
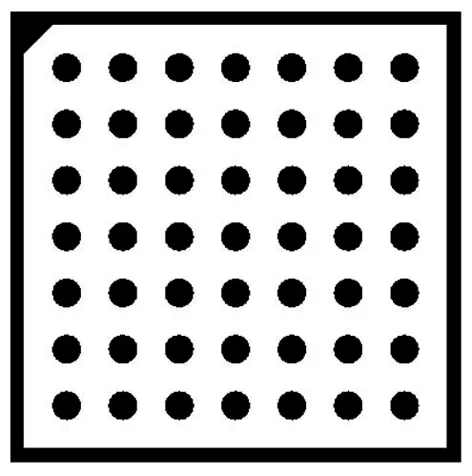
图4 圆点型标定板Fig.4 Dot type calibration plate
2)运用halcon中的算子标定,使用算子create_calib_data创建标定模型 、set_calib_data_cam_param设置相机参数和相机类型 、set_calib_data_calib_object在标定模型中指定标定板描述文件,运用算子read_image 读取采集的标定板图像、find_caltab 寻找标定板区域,如图5为标定所需要的标定板区域,运用算子find_marks_and_pose 获取标定板信息和预估外参数、set_calib_data_observ_points 存储标定板信息到标定模型,根据以上标定过程构建标定流程如图6。
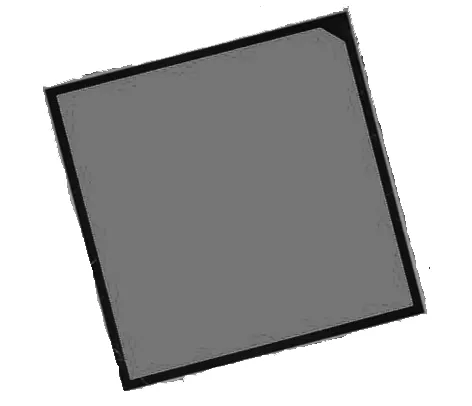
图5 标定板标定区域Fig.5 Calibration area on the calibration plate

图6 标定流程图Fig.6 Calibration flow chart
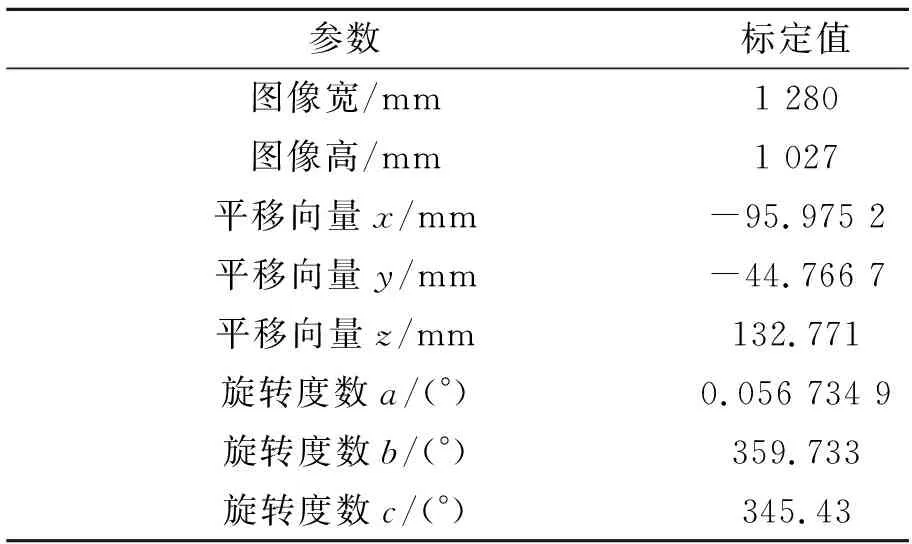
所有标定板图像数据收集存储到标定模型中,再用算子calibrate_cameras对标定模板进行标定,由于圆点型标定板存在一定的厚度,使用算子set_origin_pose (Replaced, -0.09, -0.08, -0.001 3, PoseNewOrigin)设置新的3D位置。以其中一个标定板图像作为参考位姿进行标定,再由算子get_calib_data获取CCD工业相机的内、外参数,如表1。

表1 相机内、外部参数
续表
3 电机端盖孔直径测量
分别测量4个不同型号的电机端盖,如图7,电机端盖1孔直径28 mm(±0.1 mm),电机端盖2孔直径42 mm(±0.1 mm),电机端盖3孔直径48 mm(±0.1 mm),电机端盖4孔直径 60 mm(±0.1 mm)。

图7 电机端盖Fig.7 Motor cover
在halcon中确定每个像素所对应的实际尺寸为0.000 15 m,运用算子gen_image_to_world_plane_map生成改变径向畸变映射图、read_image读取CCD工业相机采集的电机端盖图像,如图8;运用算子map_image映射转换图像使畸变图像转换为无畸变图像,得到变换之后的图像如图9。

图8 工业相机采集图像Fig.8 Image acquired by the industrial camera
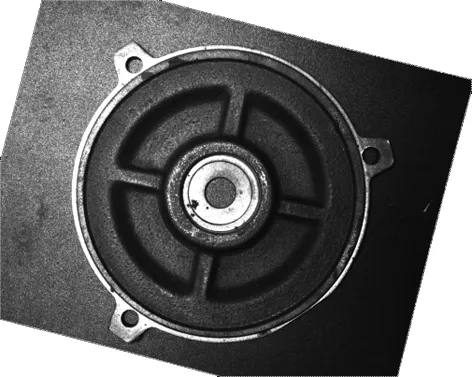
图9 变换图像Fig.9 Image transformation
运用threshold算子对图9灰度图像进行二值化处理,再运用connection算子对处理后的图像进行联通处理,用select_obj算子选择所需要测量的孔直径区域,结果如图10。使用reduce_domain算子减小图像的域、fill_up填充区域、shape_trans 改变区域形状,再运用gen_contour_region_xld获取区域xld边缘、shape_trans_xld改变边缘轮廓等一系列边缘特征算子提取所需要的孔直径边缘特征如图11,其中黑线表示边缘特征。

图10 选择的区域Fig.10 Selected area

图11 边缘特征Fig.11 Edge features
运用算子diameter_xld得出电机端盖孔直径有多少个像素点Diameter,计算Diameter*PixelDist得出实际孔直径尺寸。
使用型号为G-90C的三坐标测量仪对电机端盖孔直径进行测量,此三坐标测量仪的精度可达到2 μm,得出测量结果。如图12为G-90C三坐标测量仪。

图12 三坐标测量仪Fig.12 Three-coordinate measuring instrument
使用内径千分尺对4个电机端盖孔直径进行
测量,每个孔直径测量5次,测量结果求其平均值;利用研发的机器视觉测量系统对4个电机端盖孔直径进行测量,得出测量结果。
将三坐标测量仪测量结果、视觉测量结果与千分尺测量结果进行对比如表2。由表2可见,视觉测量系统与内径千分尺测得各端盖孔直径尺寸均符合要求,视觉测量结果和三坐标测量仪测量结果尺寸差较千分尺和三坐标测量仪的尺寸差小,得出视觉测量比人工检测精度更好,因此视觉系统可满足电机端盖孔直径自动化测量的要求。

表2 三坐标测量仪、视觉测量与千分尺测量结果对照表
4 结论
通过构建一种基于机器视觉的在线测量系统,实现了对电机端盖孔直径尺寸的有效测量,验证了机器视觉在线测量为可行的电机端盖孔直径尺寸测量方法。
猜你喜欢
数学物理学报(2022年5期)2022-10-09
建材发展导向(2021年13期)2021-07-28
数学物理学报(2021年2期)2021-06-09
应用数学(2020年2期)2020-06-24
汽车维修与保养(2020年11期)2020-06-09
电子制作(2019年9期)2019-05-30
中学生数理化·中考版(2018年11期)2019-01-31
数学年刊A辑(中文版)(2018年2期)2019-01-08
中国惯性技术学报(2017年1期)2017-06-09
电子制作(2017年7期)2017-06-05
