保温下的压力容器腐蚀浅析及改进措施
2019-06-04 08:03张卓
石油化工技术与经济 2019年2期
张 卓
(中国石化上海石油化工股份有限公司储运部,上海200540)
压力容器是一种广泛应用于石油化工生产的重要特种设备,在实际操作过程中,压力容器会产生各种腐蚀,如点蚀、缝隙腐蚀、应力腐蚀、腐蚀疲劳、晶间腐蚀、均匀腐蚀、磨损腐蚀和氢腐蚀等,严重影响在用压力容器的安全性和稳定性。金属腐蚀是压力容器使用过程中最容易出现的缺陷之一,其中保温层下的金属腐蚀是一种不易发现且危害程度较大的腐蚀[1],情况严重时,会导致压力容器失效和破坏,引发爆炸事故,造成人员伤亡、财产损失和环境污染[2]。20世纪70年代开始,保温技术在炼油化工行业中广泛应用,取得显著的节能效果,但同时也诱发了更多的保温层下腐蚀事故的发生。
中国石化上海石油化工股份有限公司(以下简称上海石化)储运部承担着整个上海石化的原油、半成品和成品的储存和输送,储存的物料易燃易爆,极易引起人员伤亡和财产损失。目前在用压力容器中大部分带有保温层。上海石化地处海洋性气候区域,在气候潮湿、多雨的情况下,一旦压力容器保温防护层防水效果不良,保温层长期处于潮湿状态,会导致许多设备发生严重的保温层下腐蚀。上海石化储运部一直遵照《特种设备安全法》、《特种设备使用管理规则》(TSG 08—2017)、《固定式压力容器监察规程》(TSG 21—2016)等法律法规的要求,进行定期检验。2017—2018年检验时发现了保温下的压力容器外表面存在不同程度的腐蚀。因此,对保温下的压力容器发生保温层下腐蚀的常见部位及成因进行分析,提出改进措施,达到认识并控制保温层下腐蚀的目的。
1 压力容器腐蚀情况
2017—2018年,共有124台压力容器进行到期检验,发现18台压力容器存在外腐蚀现象。外腐蚀问题主要集中在运行15年以上的带保温层的压力容器,部分容器保护层松动或封堵失效,保温层含有水分,容器表面锈蚀程度不一,有的轻微,有的减薄严重,除去锈层后基体有不规则蚀坑,凹凸不平。腐蚀情况统计见表1。
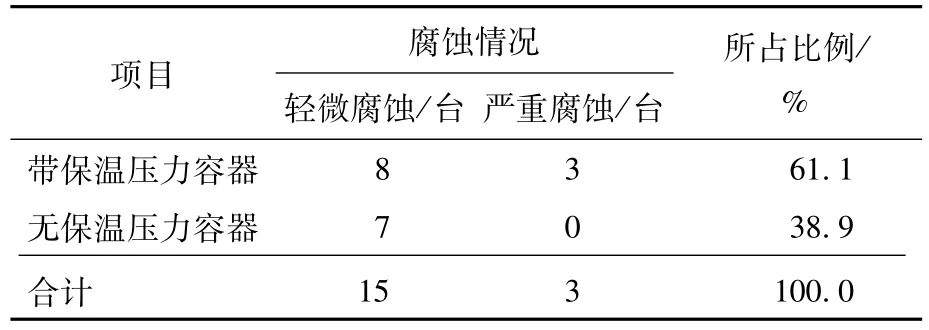
表1 腐蚀情况统计
从检验结果看,保温下的压力容器腐蚀主要是碳钢和低合金钢外表面的腐蚀,表现为均匀腐蚀减薄及局部坑蚀,主要出现在保温层破损、拼缝、连接和容易积水的区域(如图1~2)。

图1 缓冲罐筒体外壁腐蚀

图2 丙烯加热器壳程下部接管局部腐蚀
2 腐蚀原因分析
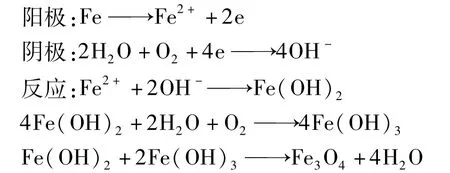
本次定期检验发现,对于包覆了保温层和保护层的压力容器,由于保护层损伤、保温状况欠佳等原因,外来的雨水、消防喷淋水、大气冷凝水等沿着缝隙到达金属表面,当压力容器外表面的防腐涂层不能承受潮湿条件而破坏时,容器的腐蚀就很容易发生。保温层下腐蚀主要是电化学腐蚀。以碳钢压力容器为例,发生电化学腐蚀后,会在金属表面形成大小不同的鼓包状腐蚀物,颜色由黄褐色到砖红色不等,次层是黑色粉末状腐蚀物。去除腐蚀物,便会出现腐蚀坑。由于腐蚀产物Fe(OH)3和Fe3O4松散,缺乏保护,腐蚀介质可以通过这些松散的产物继续腐蚀压力容器本体,一旦在金属表面某处发生腐蚀,就会持续不断的腐蚀下去,直到发生局部损坏[3]。腐蚀过程可表示为:
经深入分析后发现造成压力容器外壁金属腐蚀的主要原因有以下几种。
2.1 施工质量不到位
(1)压力容器定期检验时是按比例进行局部检测,检测时局部拆除保温,铲除油漆然后进行检测,检测完成进行局部修补时对测厚所使用的耦合剂不及时处理或除锈达不到防腐要求,直接涂刷一道防锈底漆后安装保温,导致防腐涂层失效。
(2)保温层安装是设备复原的最后一步工作,部分施工人员为了赶工期,施工质量有所下降。压力容器保温层在多次拆装之后出现松动,施工人员安装保护层时,接缝处松动开裂更容易导致雨水渗入或水汽冷凝,出现设备积水或跑冷现象,保温层后期含水量超标,使设备长期处于潮湿环境中,进而引起压力容器外壁腐蚀。
(3)上海石化储运部无停工大检修,检测时因工期短,有些容器在跑冷滴水的情况下用抹布擦干水迹后就对检测部位刷涂料、安装保温,这种情况虽然保证了设备的按时投用,但无法保证其防腐和保温质量。
2.2 工艺原因造成保温层湿度过大
石油化工生产中,很多压力容器因为运行工艺和操作条件的原因往往要经历间歇工作及开停车的过程。一方面,各种材料的膨胀系数不同,冷热交替会增加涂层的内应力,容易造成金属表面漆膜应力脱落,使金属暴露,从而使设备的第一道且最重要的防腐措施缺失[4];另一方面,冷热交替还会使保温层出现空隙,在此期间大气中的水汽就会顺着保温的空隙进入到里面,引起结霜或结露,由于外保护层的封闭作用水汽不能完全挥发,这也成为保温层下水汽来的一个重要来源。这种情况下保温材料及防护层的封闭作用反而阻碍水汽挥发,不利于保温下的压力容器外防腐。设备的进出口管线是保温最难做的部位,也是最薄弱的部位,施工工艺或施工质量一旦不能保证就会引起这个部位跑冷或渗水,从而造成这个部位的腐蚀异常严重。还有些压力容器长期在露点温度以下运行,造成水汽在其表面冷凝,造成外壁金属腐蚀。
2.3 压力容器现场管理缺失
(1)压力容器保温层外包覆铁皮或铝皮保护层,现场很难观察到保温层以下的腐蚀情况,对压力容器的年度检查、细小接管的检查没有落到实处。
(2)压力容器管理的防腐意识薄弱,对定期检测后的局部防腐、保温修复不够重视,防腐和保温质量未严格把关。
3 处理方法
针对这11台保温下的压力容器不同程度的腐蚀减薄缺陷,要采取不同的处理方法。
3.1 腐蚀轻微的压力容器
(1)腐蚀坑坑深在该设备的腐蚀裕量内,根据《固定式压力容器技术监察规程》,检验合格,安全状况等级皆评定为2级,可以继续使用。对于这些压力容器,直接对容器外壁的腐蚀坑及表面进行除锈,等级达到St3级以上后做好防腐保温修复工作。为确保烃类球罐的安全使用,防止腐蚀加深,对有腐蚀缺陷的加强接管除锈,等级达到St3级然后采用包覆碳纤维补强。(2)腐蚀坑坑深超过该设备的腐蚀裕量,剩余壁厚大于强度计算所允许的最小壁厚,壁厚校核合格,满足强度要求,检验合格,安全状况等级评定为2级,可以继续使用。对于这类压力容器,也直接对容器外壁的腐蚀坑及表面进行除锈,等级达到St3级然后做好防腐保温修复工作。
3.2 腐蚀严重的压力容器
(1)闪蒸罐顶部放空接管和丙烯加热器壳程下部接管腐蚀较严重,对这两个接管进行补焊检修。首先,将接管外壁清理干净;其次,对腐蚀处打磨,直至锈蚀物完全清楚;然后,采用手工氩弧焊的方法进行补焊;最后,对补焊处进行测厚、渗透检测、超声检测I级合格。(2)2011年对乙烯球罐进行全面检测时发现,顶部南侧2根本体DN150 mm接管(安全阀放空线)外表面局部腐蚀,蚀坑最大深度3.0 mm(原始壁厚11 mm),对接管进行打磨、防腐处理,安全状况等级定为2级。2017年到期检验发现蚀坑最大深度加深到3.5 mm,检测结果仍能够满足强度要求;另有3根小接管与法兰连接处腐蚀严重,剩余厚度≥2.5 mm,大于接管要求的最小壁厚(2 mm),满足强度要求,对5根接管表面除锈等级达到St3级然后采用包覆碳纤维补强,并对球罐整体做耐压试验,耐压合格,防腐保温修复,安全状况等级评定为2级,可以继续使用,检验周期3年,到期前对接管进行检修更换。
4 改进措施
上述压力容器发生腐蚀现象的主要原因是保温保护层防水效果不良、涂层防护不到位,导致设备发生保温层下腐蚀,可通过采取以下措施来提高保温和防腐的质量。
4.1 改善保温工艺及质量
4.1.1 拆除可有可无的保护层
研究表明保温层下腐蚀一般发生在工作温度不超过150℃的金属部位,可对介质工作温度不超过50℃,且工艺操作中无温度指标要求的保温层进行拆除[3]。
4.1.2 做好金属材料表面处理,合理布置保温层结构
金属表面处理的好坏直接影响防腐涂层的效果,碳钢设备在涂装前要对表面进行处理,表面处理等级一般要达到St3级以上,增加防腐涂层与金属表面的黏结力。对于顶部易进水和积水的部位进行密封处理,减少乃至避免水分进入保温层。如低温乙丙烯球罐均为进口球罐,而球罐接管是防腐的薄弱位置,一旦出现腐蚀缺陷,因材质问题对其修复相对困难,所以这些球罐接管的防腐保温尤其重要。为确保烃类球罐安全使用,根据不同情况采取不同的防腐保温措施。
(1)球罐整体保温更换时,接管至第一片法兰位置及接管与球体连接部位(半径不小于15 cm),除锈等级达到St3级以上,涂刷两道厚浆型环氧玻璃鳞片涂料,一底一面,干膜200μm,玛蹄脂二布三油包覆,聚氨酯包覆后接管处缝隙用现场发泡剂填充密实,铝皮包覆与接管的开口处用玛蹄脂封堵,封堵时加一层玻璃布,玛蹄脂涂抹至第一片法兰下方。
(2)球罐整体保温不检修,但接管腐蚀严重,检测不合格,需更换时,拆除接管周围半径不小于15 cm的保温,将已腐蚀的接管进行更换,接管涂装前除锈等级必须达到St3级以上,涂刷二道厚浆型环氧玻璃鳞片涂料,一底一面,干膜200μm,玛蹄脂二布三油包覆,拆除保温部位聚氨酯现场发泡剂填充密实,玛蹄脂二布三油贴覆,贴覆区域必须与原玛蹄脂有足够的搭接,铝皮包覆与接管的开口处及贴板铝皮外围沿口用玛蹄脂封堵,封堵时加一层玻璃布,玛蹄脂涂抹至第一片法兰下方。
(3)球罐整体保温不检修,接管腐蚀但不需要更换时,拆除接管周围半径不小于15 cm的保温,已腐蚀的接管除锈等级达到St3级以上后,采用碳纤维包覆,包覆至第一片法兰,拆除保温部位聚氨酯现场发泡剂填充密实,玛蹄脂二布三油贴覆,贴覆区域必须与原玛蹄脂有足够的搭接,铝皮包覆与接管的开口处及贴板铝皮外围沿口用玛蹄脂封堵,封堵时加一层玻璃布,玛蹄脂涂抹至第一片法兰下方。
4.2 运用腐蚀监测技术
上海石化储运部无停工大检修安排,低温乙丙烯系统从2002年投用至今未系统检修过,建议对该系统保温下的压力容器开展腐蚀监测,结合压力容器的保温材料、防腐涂料、已使用年限、运行工况及周边环境等设置监测点,有效掌握低温系统的保温下压力容器腐蚀情况。
4.3 提升压力容器管理水平
(1)压力容器到期检验前,由设备管理部门主要专业人员牵头,防腐专业、车间、检验公司、防腐保温单位共同到现场交底,确认检测位置、施工内容、方案、要求、材料、施工力量安排、施工工期,由车间形成书面材料后报生产重大作业报告,留出防腐、保温时间,避免出现结露,确保设备检测、防腐保温工作按计划保质保量完成。在满足抽检比例的情况下,结合压力容器的自身状况,重点对保温破损的部位,容器上的小接管,易积水部位,保温层下阀门、法兰、螺栓等附件进行检查,让定期检验更有针对性。
(2)加强设备的日常巡查及维护,做到“早发现,早处理”。经常检查保温层是否完好,如发现保温层有破损、脱落现象要及时进行修补,有潮湿、跑冷现象及时处理,有效控制腐蚀的发生,保证设备状况良好。
(3)加强施工质量管理,做好每道工序的验收。保护层安装应紧贴保温层或防潮层,保护层纵向搭缝可采用搭接或咬接,环向接缝可采用搭接或插接。保温层施工时,同层应错缝,上下层应压缝,其搭接的长度不宜小于100 mm。保护层搭接和保温层接缝施工应有专业技术人员现场指导,确保各施工细节落实到位,每道工序符合施工规范要求,发现问题及时通报、整改、考核。
5 结语
保温层下金属腐蚀是一种不易发现且危害程度较大的腐蚀,失效情况下极易引发爆炸事故,造成人员伤亡、财产损失和环境污染。掌握保温下的压力容器腐蚀破坏的规律,对腐蚀破坏的机理及发生原因进行分析和研究,及时消除检验中发现的缺陷,确保检验周期内的安全运行。相关企业应严格执行压力容器相关法律法规的要求,做好日常维护检查和定期检验,掌握压力容器运行中缺陷的发展和腐蚀情况,并针对发现的问题及时采取补救措施,通过改善保温施工工艺及质量,提升压力容器管理水平,防止设备继续腐蚀,延长使用寿命,确保压力容器的安稳长满优运行。
猜你喜欢
建材发展导向(2021年9期)2021-07-16
上海建材(2021年5期)2021-02-12
科技视界(2020年15期)2020-08-04
石油化工建设(2019年4期)2019-10-10
中国特种设备安全(2019年7期)2019-09-10
建材发展导向(2019年11期)2019-08-24
中国特种设备安全(2019年3期)2019-04-22
中国特种设备安全(2018年12期)2018-03-15
小学科学(学生版)(2018年1期)2018-01-31
中国煤炭(2016年9期)2016-06-15