热轧中小H型钢表面铁皮、锈蚀分析及探讨
2019-09-07 02:35吴立红李秀清吴雪峰
冶金与材料 2019年4期
吴立红,李秀清,吴雪峰
(河北天柱钢铁集团有限公司,河北 唐山 063000)
热轧中小H型钢在轧后冷却过程中,翼缘沿宽度方向自中部向端部逐渐产生红色铁皮,并且经矫直机矫直、冷锯锯切在翼缘与上腹板的圆角附近会出现浅红色锈蚀,对其外观质量产生了一定影响。
1 热轧H型钢表面铁皮、锈蚀形成过程及机理
1.1 工艺流程简介
连铸坯→加热→除鳞→粗轧→飞剪切头→精轧→热锯取样、分段→冷床冷却矫直→编组→冷锯锯切定

热轧中小H型钢工艺生产线是由热送辊道运送连铸坯,步进式加热炉根据钢坯断面尺寸变化和不同的加热工艺要求进行加热。经高压水除鳞箱除鳞,再经二辊可逆往复式粗轧机5~11道次轧制成雏形异型坯并运送到精轧机组,途中经切头剪切去一定长度的头部后,进入由万能轧机和轧边机组成的多架次精轧机组进行全连续轧制,再在设有强制水雾喷淋冷却系统的冷床上进行长尺冷却,使轧件下冷床温度低于80℃。之后,进行长尺多辊辊式矫直机矫直,以满足产品矫直质量要求。
1.2 形成过程
轧件经热轧由成品机架运至冷床上,翼缘温度由930~995℃逐渐降到 795~850℃,腹板温度由 825~875℃逐渐降到715~770℃,到冷床上后翼缘与腹板内圆角处温度为835~890℃,在此过程中将发生的化学反应如下:
O2(潮湿的空气中)与Fe反应:
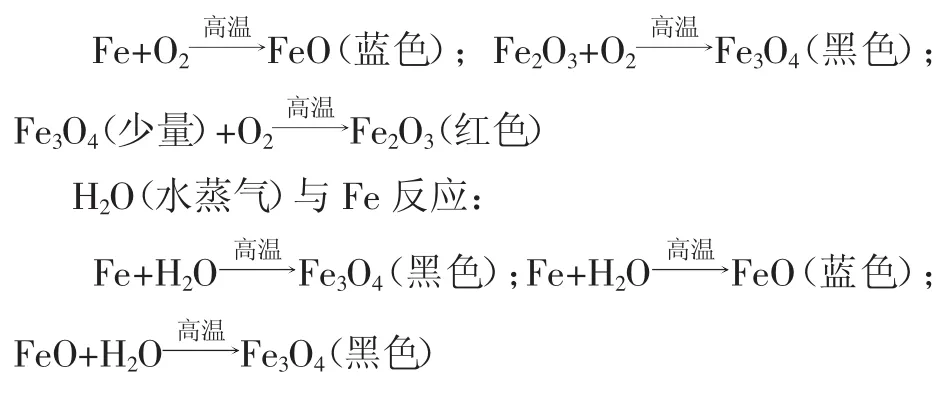
轧件表面氧化铁皮主要由FeO、Fe3O4和Fe2O3组成。邻铁层是比较疏松的FeO(呈蓝色),依次向外是比较致密的Fe3O4(呈黑色)和Fe2O3(呈红色)。最终铁皮显现的颜色将因不同温度和冷却速度随形成的各种氧化铁皮比例的不同而变化:当Fe2O3比例较高时,表现为红色;而当Fe3O4比例较高时,则表现为蓝黑色。
1.3 形成机理
(1)翼缘红色铁皮形成机理
由于热轧中小H型钢生产工艺及断面特点,在轧制和冷却过程中,翼缘沿宽度方向自中部向端部的冷却速度较快,温度逐渐降低,以及后续在冷床上冷却时的降温速度也较快。
翼缘沿宽度方向的中部终轧温度高(910℃以上)且冷却速度慢时,氧化铁皮层为Fe3O4和FeO共存层且占总厚度的比例约为3%,形成了独立的Fe3O4层,同时轧件氧化激烈,氧化铁皮增厚,并促使FeO生成Fe3O4或Fe2O3(少量),轧件呈蓝黑色;翼缘沿宽度方向的端部终轧温度较低且冷却速度较快时,氧化铁皮层为Fe3O4和FeO共存层且占总厚度的比例约为13.5%,无独立的Fe3O4层,且FeO生成Fe2O3或Fe3O4(少量),轧件呈红色或红褐色。轧件在冷床上进行自然冷却过程中,翼缘宽度方向在其上下端部形成了以Fe2O3和FeO为主的红色氧化铁皮,而翼缘宽度方向在其中部则形成了以Fe3O4和FeO为主的蓝黑色氧化铁皮。
(2)翼缘与上腹板的圆角附近浅红色锈蚀形成机理
翼缘与上腹板形成的U型槽内由于圆角部位及附近温度较高且大量轧辊冷却水较长时间的积聚,以及后续在冷床上冷却时的降温速度最慢,使表层形成了以Fe3O4(黑色)为主的厚度最厚且呈块状的铁皮层。为保证矫直温度≤80℃,冷床上采取了水雾喷淋冷却。在矫直过程中,翼缘与腹板的过渡圆角附近部位因矫直力反复弯曲作用,大量表层厚而呈块状结合的铁皮氧化膜(以Fe3O4为主)被严重破坏而爆裂、脱落,显露出基体。
矫后轧件在冷锯锯切定尺时,由于冷锯冷却水再次存留到上腹板与翼缘的过渡圆角附近部位,致使水量增多,且干燥的下腹板与翼缘的过渡圆角附近部位受到冷锯冷却水腐蚀。同时,随着轧件运行上腹板与翼缘的过渡圆角附近部位的积水逐渐外流,轧件上腹板圆角处形成了化学原电池反应条件,即铁(不是纯铁而是含有碳等其它元素)、空气(氧气)、电解质(水)。
总反应:2Fe+O2+2H2O=2Fe(OH)2
4Fe(OH)2+O2+2H2O=4Fe(OH)3
2Fe(OH)3=Fe2O3×XH2O+(3-X)H2O
Fe2O3×XH2O就是铁锈的结晶体,由于起初水分子含量高,呈现出浅红色,随着水分的蒸发,颜色逐渐加深至红棕色,最终呈现为红铁锈。
当水中有 CI-、Na+、H+等离子存在时,原电化学反应会大幅度增快,从而加快了生锈的速度。
2 措施
(1)在设备允许条件下,适当降低轧件温度,减小上腹板与翼缘的过渡圆角附近部位的氧化保护膜的厚度,以提高其与基体的附着力。
(2)在保证矫直温度≤80℃条件下,停用冷床上水雾喷淋冷却,改用精轧后快冷冷却。
(3)根据快冷装置对轧件的冷却状态,将翼缘冷却温度控制在一定范围内且确保沿宽度和长度方向上趋于均匀。
(4)在冷锯处增设并合理布置空压风(或氮气)吹扫装置,且保证足够的吹扫压力,迅速使积聚在轧件上的冷却水吹干、吹净。
(5)改善水质,降低水中Cl-等其它离子含量。
(6)优化矫直参数,以减小矫直弯曲力对轧件氧化保护膜的破坏程度。
3 效果
通过制定上述措施并有效执行,从机理和实际两方面有效控制了型钢红色铁皮和锈蚀的产生,热轧中小H型钢外观质量得到了有效改善、提升。
猜你喜欢
钛工业进展(2022年1期)2022-03-14
力学与实践(2021年4期)2021-08-30
粉末冶金技术(2021年1期)2021-03-29
商品与质量(2020年23期)2020-10-09
无线互联科技(2020年1期)2020-03-23
中南大学学报(自然科学版)(2019年10期)2019-11-14
天津冶金(2018年1期)2018-06-13
天津冶金(2018年1期)2018-06-13
哈尔滨工程大学学报(2017年3期)2017-04-08
中国科技信息(2016年17期)2016-10-11