透平压缩机密封器上下体加工工艺改进实践
2019-09-10 07:50韩为韬刘瑶甘兴泉
大东方 2019年1期
韩为韬 刘瑶 甘兴泉
摘 要:某机械厂实际生产过程中密封器加工是一个技术重点和难点,鉴于自身的加工体系成熟度不足,该机械厂生产的密封器质量始终不高。技术人员通过对0275—003B密封器的加工工艺进行分析和改良,使得这一技术难关顺利解除。本文对此进行了分析,旨在为同一类型产品的加工进行有益借鉴。
关键词:密封器;加工工艺;车模
某机械厂开始由于自身的技术储备不充足,导致其无法生产出高质量的0275—003A密封器。经过技术人员的公关和不断研究,对0275—003A密封器生产加工工艺进行了改良,从而使得产品质量水平得到了极大的提升,加工质量和加工效率得到了有效保障。
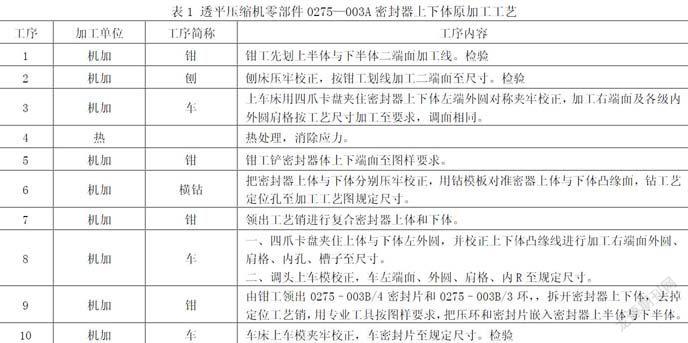
1 透平压缩机零部件0275—003A密封器上下体原加工工艺
0275—003A密封器进行加工时所用的原材料为HT200,加工时首先将其铸造成上半体以及下半体,在清砂退火之后,就开始步入机械加工环节,加工工艺如下表1所示。
2原工艺存在的问题
虽然已经拥有了相应的生产技术和图纸,但由于工厂的生产者大部分是打工工人,所以制造业者的技术水平有一定的差距,这样的零部件和零件的处理与技术是需要很高的技術水平的。为了确保产品的质量,工厂的技术人员通过分析总结以及不断实践,发现了生产工艺中存在以下问题:
(1)钳工铲平面的技能不够,铲后的表面品质达不到技术要求,不但耗费时间较长,同时也增加了劳动强度;
(2)钻工在用横臂钻打工艺孔时垂直度不好,当用定位销定位后,密封器上半体和下半体复合就出现了凸缘面间隙,不能达到图样要求;
(3)在车床的车加工中,因为车模加工中存在校正和装夹误差,所以加工出来的产品存在较大的形状和位置公差,达不到技术要求。
3改进后的加工工艺
根据上述问题,结合透平压缩机密封器上下体加工中存在的问题,对工艺进行了改良,做法如下:
(1)去除密封装置的上下的两水平凸缘面。在经过热处理应力消除环节后,使用平面磨床磨削了两个水平凸缘面。设计了表面磨削的特别工具。首先,使用固定配料,固定密封器的上部进行矫正,磨削2个水平的凸缘面,使密封器的下部平滑。在磨削了一个水平的凸缘后,在同一表面使用相同的方式进行校正和固定。在固定、定影后,可以平磨密封器上下体,并将其进行加工、修正。平磨后,密封器的上下面的凸缘面满足方案的技术要求,加工的质量显著提高,工作人员的劳动强度下降,生产效率明显提升。
(2)取消了用d8m工艺孔。技术人员在对透平压缩机密封器上下提加工工艺的改进以及时间过程中,发现原有的加工工艺中使用了定位销,使得加工难度增加,不但耗费了更多的加工时间,同时也使得工作人员消耗了更多的精力。取消了d8m工艺孔之后,加工难度有所下降同时加工效率也有所提升。
(3)取消了原来的工装车模。这一工艺改良的目的实际由于在加工过程中反复使用车模进行加工,车模会在此过程中出现一定的磨损,这就使得装夹和校正误差不断增加。这对于密封器这种对于精度要求非常高的组件是不适用的。因此,在加工工艺中最好选择使用一次车模。通过不断的对加工工艺进行改良,设计了相关的一次车模图纸,经过实际加工实践,这些车模能够使用6-8次。
(4)使用车模加工的方法:当车模内孔按密封器右端外圆肩格公差尺寸车好后,0275-003B密封器右端肩格外圆尺寸为D210f7定位,左端用螺杆、闷板和螺母拼紧,车外圆肩格至尺寸,倒去锐角。接下来先用压板(四件)分别在车模的四方向压住已加工好肩格左端面,然后卸下螺母、闷板、螺杆车加工左端面至尺寸,倒去锐角。完工后打上成对标记。由于采用了新的加工艺方法,使产品品质明显提高,产量也稳定,现在密封器一类的产品已成批在该厂生产,取得了较好的经济效益。
4 结束语
综上所述,对该加工工艺进行改良之后,不但使得加工工序更加简便,同时也降低了工作人员工作量,为同一类产品的加工提供了经验借鉴。
参考文献:
[1]许渊. 氯气透平式压缩机设备故障分析及运行维护参数控制[J]. 氯碱工业, 2017, 53(3):21-24.
[2]王梓荣. TC-450型透平压缩机检修过程中重要控制点分析[J]. 氮肥与合成气, 2017, 45(8):18-19.
(作者单位:沈鼓集团营口透平装备有限公司)
猜你喜欢
经营者·汽车商业评论(2016年5期)2017-11-30
科技资讯(2016年25期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
科教导刊(2016年28期)2016-12-12
科学与财富(2016年28期)2016-10-14
企业导报(2016年10期)2016-06-04
中国经济周刊(2015年16期)2015-09-10
中外会展(2015年2期)2015-03-19
现代营销·经营版(2013年10期)2013-05-14
吉林农业·下半月(2009年1期)2009-02-07